
滚动直线导轨副运动精度测试与分析方法研究*
2015-11-03 07:17冯虎田
组合机床与自动化加工技术 2015年1期
徐 丹,梁 医,欧 屹,冯虎田
(南京理工大学机械工程学院,南京 210094)
滚动直线导轨副运动精度测试与分析方法研究*
徐 丹,梁 医,欧 屹,冯虎田
(南京理工大学机械工程学院,南京 210094)
针对滚动直线导轨副精度检测要求,文章提出了一种基于非接触式激光位移传感器的滚动直线导轨副运动精度检测方法。该方法采用5个激光位移传感器对滑块行走过程中沿垂直于行走方向的平面内两个方向的平动精度(水平和垂直)及绕三个轴的转动角度(俯仰角、偏摆角、滚转角)进行实时测量。在此基础上运用三点定面,两点定线的基础理论对该测量方法下的运动精度计算及分析方法进行了探讨。最后通过与传统测量方法的对比试验对其进行了试验验证,有效证明了该方法的可行性。
滚动直线导轨副;运动精度;检测方法
0 引言
随着近年来工业和制造业的快速发展,滚动直线导轨副作为精密直线导向运动部件,以其精度高、定位精度好等优点被越来越广泛地应用于各种数控机械及自动化设备,特别是在高档数控机床中,直线导轨已成为其不可或缺的组成部分[1]。
目前国内产品在结构上大多参考国外同类产品,但在性能上同国外产品相比仍有一定差距。运动精度,作为评定导轨副机械性能的一个重要指标,其高低直接影响导轨副的使用寿命及机床的加工精度。因此,对导轨副运动精度的精确检测和评定具有极其重要的现实意义。
1 滚动直线导轨副运动精度分析
运动精度即为空间一点在运动过程中的实际位移与理论位移的趋近程度[2]。滚动直线导轨副验收技术条件的精度检验项目主要有:
1)滑块移动对导轨底面基准A的平行度;
2)滑块移动对导轨侧面基准B的平行度。
其检测方法如图1所示[3]。
当导轨副正常工作时,理论上仅允许其沿导轨方向作往复直线运动,然而在实际运动过程中,钢球在反向器内的运动极其复杂,其运动精度受零件制造精度、安装精度、预紧力、摩擦力等诸多因素的影响。因此,除在其运动方向上存在前后窜动外,导轨副在其余五个方向上也存在一定误差,分别为两个方向上的平动精度及绕三个轴的转动精度[4]。
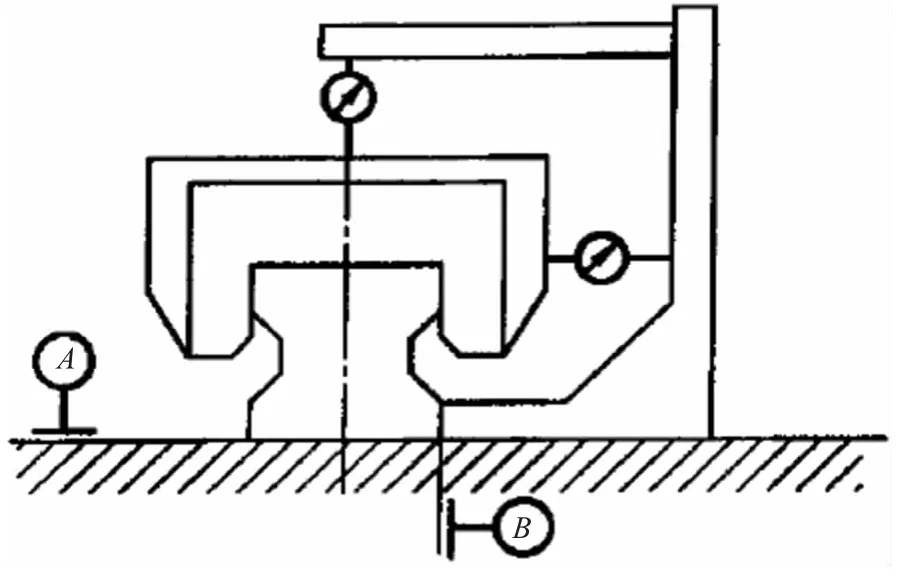
图1 滚动直线导轨副精度检测方法
建立坐标系如图2所示(下同)。其中,两个平动精度分别为滑块在行走过程中其几何中心在垂直于其行走方向的平面内沿x方向的左右浮动量Δx以及沿y方向的上下浮动量Δy。三个转动精度分别为绕z轴的滚转角θz、绕x轴的俯仰角θx以及绕y轴的偏摆角θy。其中,Δy、Δx的最大变化量即为滑块在行走过程中相对于导轨底面基准和侧面基准的行走平行度[5]。

图2 滚动直线导轨副位置误差
2 运动精度检测方法及试验平台搭建
研制了滚动直线导轨副综合性能试验台对高档数控机床滚动功能部件的共性进行研究(图3)。其精度检测部分可用以检测滑块在行走过程中相对于导轨底面基准及导轨侧面基准的行走平行度。该装置的测量方法采用传感器动态测量法[6]。运动精度检测部分结构简图及传感器布置情况如图4所示[7]。

图3 滚动直线导轨综合性能试验台
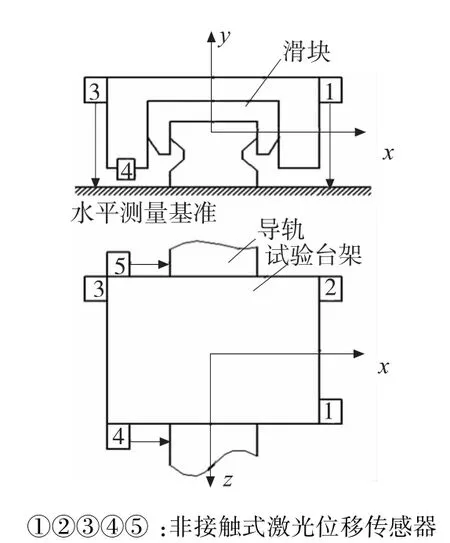
图4 精度测量部分结构简图
该装置通过在试验台架上安装非接触式激光位移传感器检测滑块在移动过程中被测点相对基准面的变动量来对滚动直线导轨副进行检测。其中,传感器①②、②③、④⑤对称布置。其中,传感器①②③激光照射至精度达到平面度小于5μm/4m的大理石床身,其水平测量基准面与导轨安装面平行度在4000mm内小于2.5μm[8]。传感器④⑤激光照射至导轨侧面安装面。当直线电机通过连接件带动滑块沿导轨方向作往复直线运动时,非接触式激光位移传感器实时采集任意时刻被测点在其激光方向上相对于初始位置的变化量(x1、x2、x3、x4、x5)。并将采集结果以数据文件形式存入计算机中,最后通过动态测量软件可对这些数据文件进行处理分析用以计算滑块在运动过程中的行走平行度。
3 运动精度计算分析方法
3.1 转动精度分析
由于传感器①②③激光始终垂直于滑块上表面传感器④⑤激光始终垂直于滑块侧面。因此,当滑块运动时,通过①②两个传感器测量值可求得任意时刻滑块绕x方向的俯仰角θx;通过②③两个传感器测量值可求得任意时刻滑块绕z方向的滚转角θz;通过④⑤两个传感器测量值可求得任意时刻滑块绕y方向的偏摆角θy。其几何关系及测量原理如图5所示。
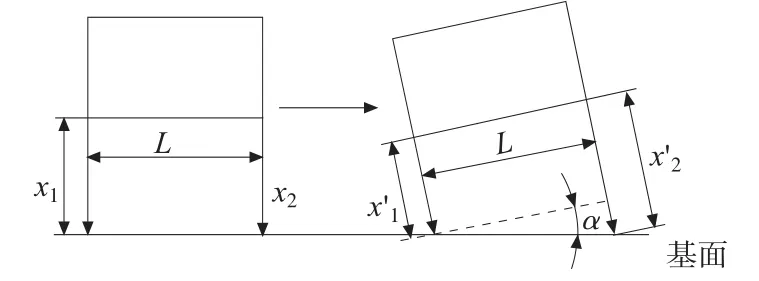
图5 滑块转角测量原理
由此可知,转角计算公式如下:

设从坐标轴正向看顺时针转动时角度为正,则由此可求得任意时刻滑块在运动过程中绕三个坐标轴的转角如下:
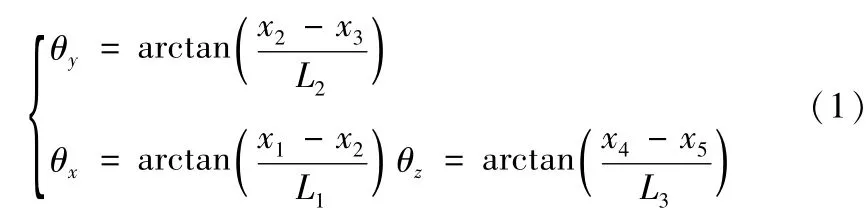
其中,
θx、θy、θz:滑块分别绕x、y、z的转角。
x1、x2、x3、x4、x5:五个传感器激光长度。
L1:传感器①②光斑之间的距离。
L2:传感器②③光斑之间的距离。
L3:传感器④⑤光斑之间的距离。
3.2 平动精度分析
3.2.1 沿Y方向上的行走平行度
将滑块整体视作一个刚体。由三个传感器对应的三个点可确定一个平面P(如图6所示)。由于传感器①②、②③相对于滑块中心平面对称布置,因此,平面P的中心点在y方向上移动的距离即为
滑块上表面中心在y方向上的浮动量Δy。
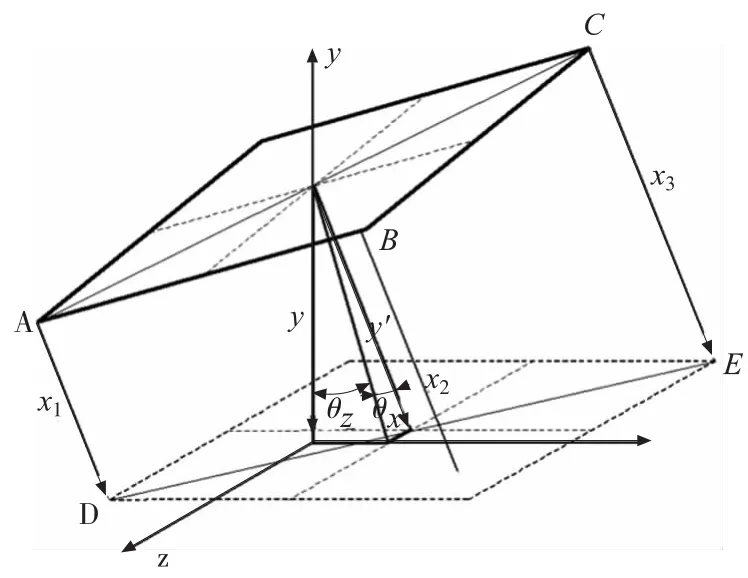
图6 浮动量Δy测量原理
由图6可以知,ADEC在空间构成一直角梯形。由其几何关系可求得滑块上表面中心点到基准面的垂直距离y′为:
对任意时刻t,由式(1)均可求得该时刻滑块绕三个坐标轴的转角。由于绕y轴转角θy不影响x′的大小,故可设θy=0°。可求得该时刻平面P的中心点距离基准面的垂直距离y为:

设初始点位置处平面P中心点距离基准平面的距离为y0,则对滑块行走过程中时刻t1到tn有:

滑块在行走过程中在y方向上对导轨基准底面的行走平行度即为[9-10]:

3.2.2 沿X方向上的行走平行度
由于传感器④⑤对称布置,因此,与3.2.1同理,滑块侧面中心点在x方向上的移动距离即其几何中心点在x方向上的浮动量Δx。其测量原理如下图所示。

图7 浮动量Δx测量原理图
由于两个传感器无法确定一个平面,故加入补偿参数h。其中,h为传感器安装平面与滑块侧面中心点的垂直距离。由图可知,ABCD四点在空间构成一直角梯形,可求得:
则由其几何关系可求得某时刻t滑块中心点到基准平面的垂直距离x为:

设初始点位置处平面N中心点距离基准平面的距离为x0,则对滑块行走过程中时刻t1到tn有:
滑块在行走过程中在x方向上对导轨基准侧面的行走平行度即为:

4 试验及结果分析
4.1 试验装置
通过传统试验方法及动态测量方法作对比对上述测量方法进行试验验证。动态测量试验装置如图8,动态测量及手动测量试验简易装置如图9和图10所示。
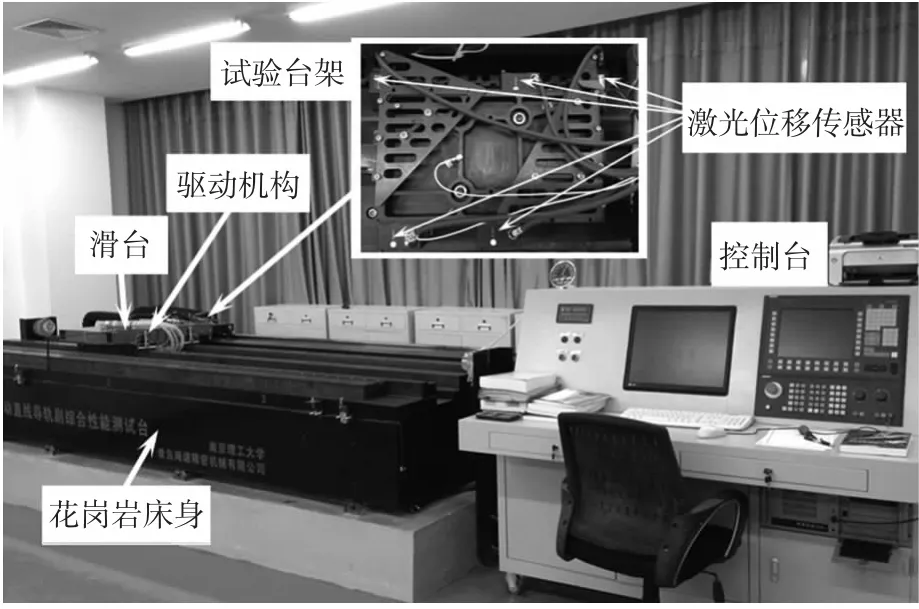
图8 导轨副运动精度动态测量试验装置
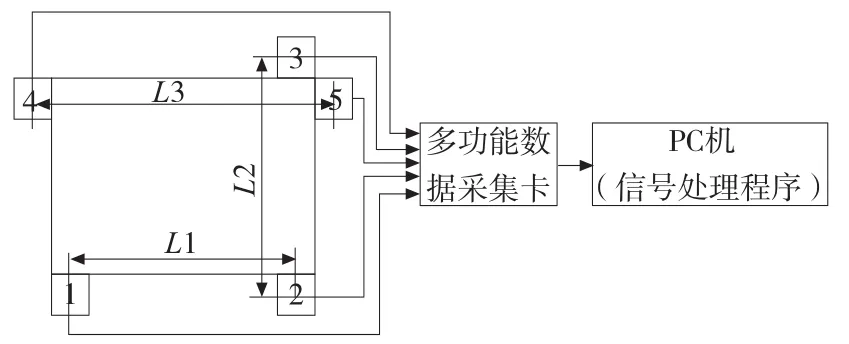
图9 导轨副运动精度动态测量示意图
图中,L1=201mm,L2=215mm,L3=317mm。
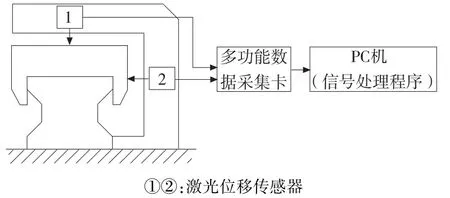
图10 导轨副运动精度手动测量示意图
4.2 试验条件
(1)滑块运动速度为40m/min,加速度15m/s2。
动态测量装置由西门子直线电机驱动,可有效保持滑块运动过程的平稳性。
(2)试验台床身采用大理石,导轨安装基准面及
传感器测量基准精度达平面度小于5μm/4m,可
有效保证测量结果的精确性。
(3)测量环境温度为恒温20°C,可有效抑制大理石基准面精度随环境温度的变化。
(4)测量采用精度达1.2μm的高精度非接触式激光位移传感器可有效降低由硬件带入的系统误差。
4.3 试验结果分析
利用所开发的滚动直线导轨副综合性能试验台对滚珠直线导轨副进行精度检测,连续进行50次检验重复性精度为0.0004。本次试验对国内某厂全长2m三级导轨进行传统手动测量及动态测量对比试验。获得如图11实测曲线,试验结果如表1所示。
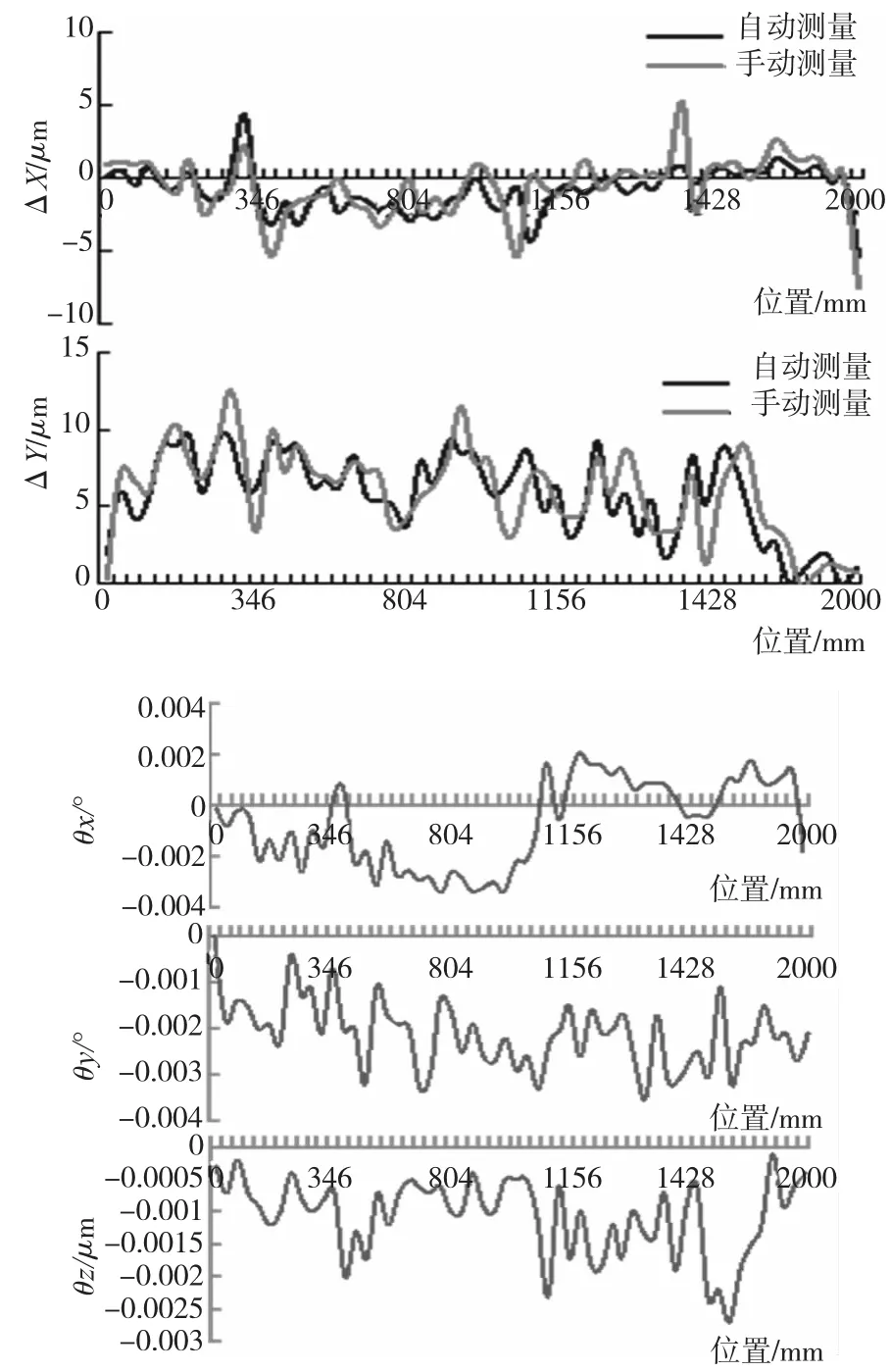
图11 运动精度曲线
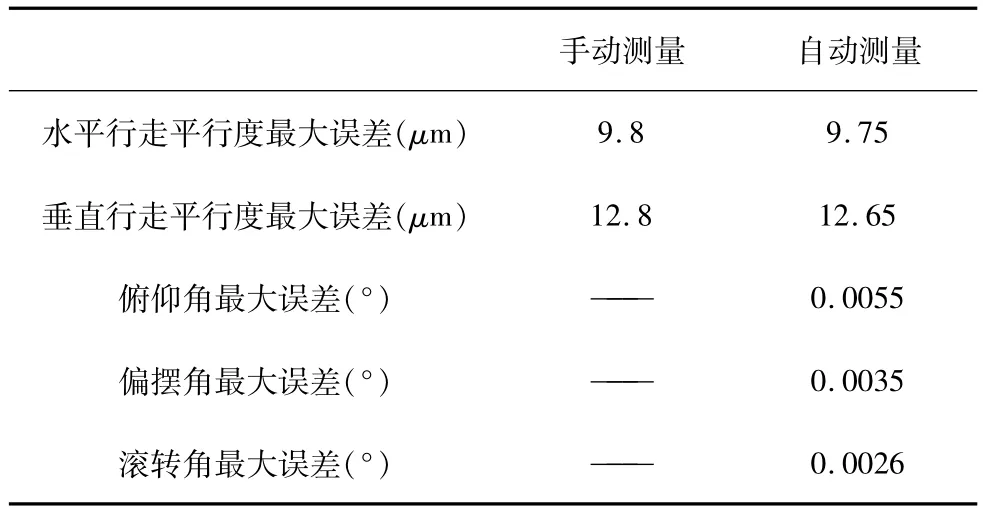
表1 运动精度测量结果
5 结束语
对滚动直线导轨副运动精度进行检测是提高滚动直线导轨副性能与产品质量的关键,本文在传统测量方法的基础上提出了一种基于非接触式激光位移传感器的试验与分析方法,并对同一型号直线导轨同时运用手动和自动两种测量方法进行了验与分析。对比结果显示:与传统测量及分析方法比,运用本文提出的测量及分析方法计算行走平行误差精度高,且可有效避免手动测量过程中由试验员本身操作而带入误差。
[1]陶正苏,印向红,蔡小峰,等.一种直线滚动导轨综合测试仪的研制[J].现代计量测试,1995(3):16-19.
[2]刘建素,李准,郑时雄,等.滚动直线导轨副误差均化作用理论分析.华南理工大学学报(自然科学报),2001(3):43-46.
[3]JB/T7175.4-2006,滚动直线导轨副第4部分:验收技术条件[S].2006.
[4]徐烨,李先锋.影响滚动直线导轨副的运动精度的因素研究[J].机械,2000,27(Z):60-61.
[5]周传宏,孙健利.滚动直线导轨副运动精度研究[J].机械设计,1998(4):32-35.
[6]李薇.一种滚动直线导轨副精度自动化检测方法[J].组合机床与自动化加工技术,2010(1):34-37.
[7]周保安.基于ABAQUS的精密滚动直线导轨副测试台有限元分析[J].组合机床与自动化加工技术,2014(2):24-27.
[8]李东升,刘强,杜水友,等.直线度平面度组合测量的研究[J].中国计量学院学报,2004(2):102-107.
[9]韩丽娟,张立成,王幼勇.机床导轨直线度误差的测量及数据处理[J].煤矿机械,2007(9):83-85.
[10]隋文涛,张丹.机床导轨直线度误差的精确评定[J].工具技术,2007,41(1):111-112.
(编辑 李秀敏)
Study of Detection and Analysis Method of Movement Precision for Linear Rolling Guide
XU Dan,LIANG Yi,OU Yi,FENG Hu-tian
(School of Mechanical Engineering,Nanjing University of Science and Technology,Nanjing 210094,China)
Aim ing at the requirements of the precision measurement,a detection method of kinematic accuracy for rolling linear guide based on Non-contact laser displacement sensor has been put forward in this paper.Five laser displacement sensors are used in this method for real-time measurement of the translation accuracy(horizontal and vertical)of two directions in the plane which perpendicular to the travel direction of the block and the accuracy of rotation around the three axes(elevation angle,deflection angle,roll angle). Based on the method,the basic theory of the determination of a plane by three-point.and the determination of a line by two-point.is used to explore the calculation and analysis method of motion accuracy.Finally,by comparison with the traditional measurement method,the experimental verification has been performed to prove the feasibility of this method.
roller linear guide;movement precision;detection method
TH165;TG659
A
1001-2265(2015)01-0126-04 DOI:10.13462/j.cnki.mmtamt.2015.01.035
2014-05-16
国家自然科学基金:青年基金(51105206);国家科技重大专项(2012ZX04002021)
徐丹(1990—),女,重庆人,南京理工大学硕士研究生,研究方向为滚动功能部件试验技术、机械设计,(E-mail)731335474@qq.com;通讯作者:梁医(1974—),女,西安人,南京理工大学副教授,研究方向为机构的运动学和动力学分析,精密机械测试测量,机械优化设计以及摩擦磨损与润滑,(E-mail)liangyi@mail.njust.edu.cn。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
中学生理科应试(2021年10期)2021-12-07
新世纪智能(数学备考)(2021年5期)2021-07-28
中国特种设备安全(2019年7期)2019-09-10
中学生数理化·高三版(2019年1期)2019-07-03
婚姻与家庭·性情读本(2017年1期)2017-02-16
试题与研究·高考数学(2016年1期)2016-10-13
中国塑料(2015年9期)2015-10-14
制造技术与机床(2015年10期)2015-04-09
小朋友·快乐手工(2009年4期)2009-04-28
