
使用DM—201砂替代铬铁矿复合砂的生产应用
2015-10-31 02:47凌杨
金属加工(热加工) 2015年7期
■■凌杨
使用DM—201砂替代铬铁矿复合砂的生产应用
■■凌杨

通过对比DM—201砂与铬铁矿复合砂芯砂性能、生产砂芯重量及铸件内腔质量情况,在两种砂性能相差不大的情况下,DM—201砂生产砂芯比铬铁矿复合砂生产砂芯要轻,使用DM—201砂替代铬铁矿复合砂能有效降低铸造生产成本。
我国是当今世界最大的铸件生产国家,在竞争如此激烈的情况下,使用低成本原材料生产高品质铸件是铸造企业生存的一个优势。
笔者所在公司铸造厂主要生产发动机气缸体、气缸盖两大类,每年生产砂芯所使用的铬铁矿复合砂用量很大,由于该砂成本较高,需开发使用一种新型低成本砂来替代铬铁矿复合砂以降低铸造成本。本文介绍一种新型冷芯砂,通过对砂的性能及生产情况进行分析,用这种新型砂替代铬铁矿复合砂的生产应用。
1. 试验用材料及混砂工艺
试验材料原砂为DM—201砂,粘结剂为冷芯盒树脂,固化剂为三乙胺。DM—201砂混砂工艺如下:
2. 配置工艺试验方法
本试验使用5kg的转子式混砂机混砂,混砂工艺一样,主要是测量不同冷芯盒树脂加入量的芯砂性能。通过对比芯砂性能,最后确定适合生产DM—201砂的混砂工艺,制订试验方案(见表1)。
通过上面两种方案混砂后制作试样,测量芯砂性能(见表2)。
由表2可见,当树脂加入量为1.6%时,DM—201砂的即拉强度、常拉强度都达到1.5MPa以上,芯砂性能可满足生产要求。
3. DM—201砂的应用
(1)DM—201砂与铬铁矿复合砂强度对比 当DM—201砂与铬铁矿复合砂树脂加入量都为1.7%,两种砂生产砂芯的芯砂强度基本一样(见表3、表4)。

表1 对比试验方案

表2 芯砂性能
(2)DM—201砂与铬铁矿复合砂粘砂性能对比 某型号发动机气缸盖主体芯,分别使用DM—201砂及铬铁矿复合砂射芯,射芯后看砂芯表面,铬铁矿复合砂生产的砂芯较DM—201砂生产的砂芯表面光洁(见图1、图2)。
分别使用DM—201砂及铬铁矿复合砂生产砂芯,浇注成形后解剖铸件,对比两者内腔质量。使用DM—201砂生产铸件内腔质量与铬铁矿复合砂生产铸件内腔质量都很好,均没有烧结、粘砂及脉纹缺陷,DM—201砂的性能完全能达到生产要求,解剖图片如图3、图4所示。
(3)DM—201砂与铬铁矿复合砂重量对比 某型号发动机气缸盖主体芯及气道芯砂芯分别使用DM—201砂和铬铁矿复合砂生产,称量两种砂生产砂芯重量(见表5~表7)。
从称量数据看,DM—201砂和铬矿复合砂生产同一种类型砂芯,比后者生产的砂芯要轻15%~17%。
DM—201砂比铬铁矿复合砂每吨价格要便宜约15%,综合砂芯重量估算,使用DM—201砂替代铬铁矿复合砂能使铸件耗砂成本降低近30%。
4. 结语
(1) DM—201砂生产铸件内腔质量好,无烧结、粘砂及脉纹现象,完全能满足生产要求。
(2) 用DM—201砂替代铬铁矿复合砂能有效降低铸件耗砂成本。

图1 DM—201砂生产的砂芯

图2 铬铁矿复合砂生产的砂芯

图3 DM—201砂生产铸件

图4 铬铁矿复合砂生产铸件

表3 DM—201砂芯砂性能

表4 铬铁矿复合砂芯砂性能
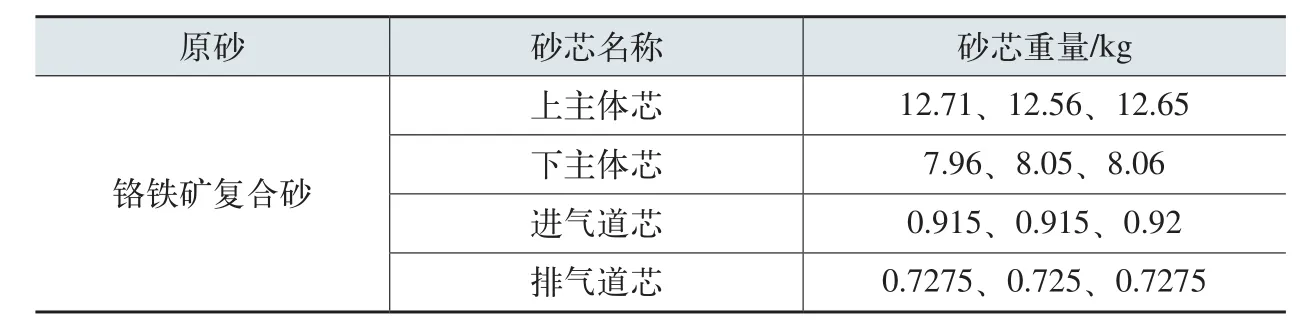
表5 铬铁矿复合砂砂芯重量
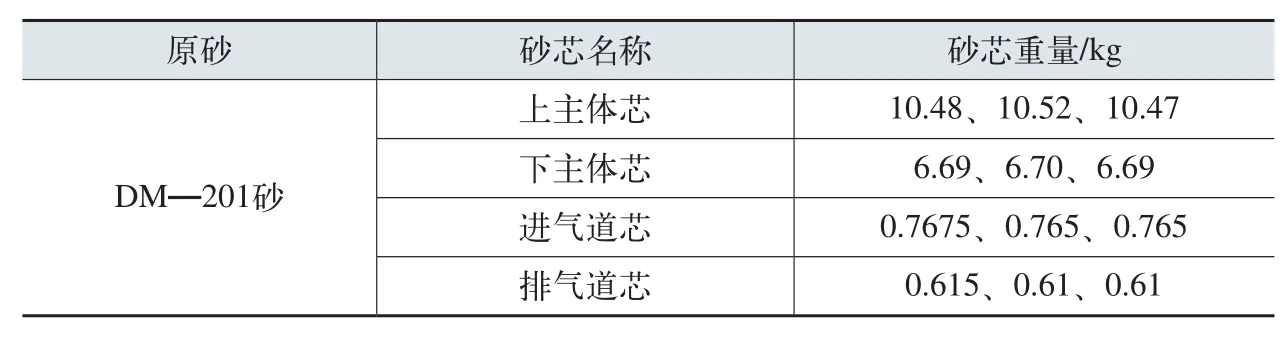
表6 DM—201砂砂芯重量
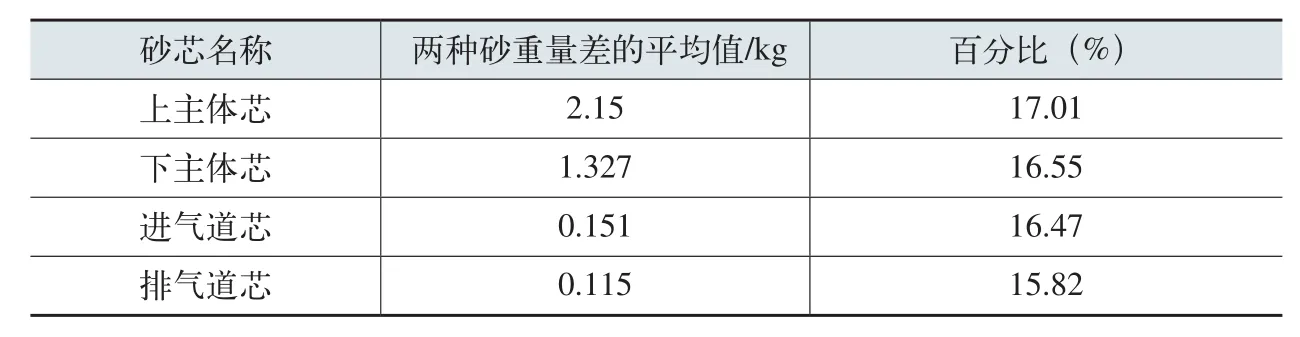
表7 两种砂重量差值
凌杨,广西玉柴机器股份有限公司。
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
理化检验(物理分册)(2021年3期)2021-03-23
装备制造技术(2020年12期)2020-05-22
采矿技术(2019年6期)2019-12-23
橡塑技术与装备(2018年17期)2018-09-01
橡塑技术与装备(2018年14期)2018-07-20
金属矿山(2018年6期)2018-07-10
佛山陶瓷(2017年11期)2018-03-14
中国铸造装备与技术(2017年6期)2018-01-22
