
基于模拟量控制的工业机器人吸盘类夹具优化设计
2015-10-30 07:20:50余和青
制造业自动化 2015年10期
余和青,奚 源
(中国电器科学研究院,广州 510000)
0 引言
近年来,由于国内人口红利逐渐消失,人工成本不断攀升,国内知名加工企业纷纷提出“机器人换人”计划,富士康公司的“百万机器人计划”显得尤为突出。国内工业机器人产业的发展如火如荼,但我们不能仅仅满足于替换后的机器人比人效率高,为了促进工业机器人产业的持续稳定发展,在工业机器人本体不断发展进步的同时机器人夹具设计人员必须通过合理的夹具设计以尽量小的成本得到尽量高的的效率,这就要求我们不断提高机器人夹具的工作效率并且不断降低机器人夹具的耗能。
常规的机器人吸盘类夹具吸盘的负载往往是通过一个固定真空度的开关量进行控制的,当负载变小时,真空发生器所消耗的压缩空气与最大负载时消耗的压缩空气是相同的,这就不可避免的造成了压缩空气的浪费。本文正是通过真空度开关量转模拟量控制的方法来针对不同负载控制吸盘的真空度,从而降低机器人多负载吸盘类夹具的耗能并提高其工作效率。
1 夹具设计条件
本文所介绍的纸箱下线机器人吸盘类夹具需要有效的实现5种纸箱包装产品的下线功能,5种纸箱包装产品的外形尺寸和质量如表1所示。
机器人选用进口六轴安川ES165 ,负载165KG,要求纸箱包装产品加上夹具的重量小于所选的机器人负载。ES165机器人的垂直工作高度达到3372mm,水平工作距离达到2651mm,搬运的底盘最长为2760mm,机器人工作范围如图1所示。
吸盘夹具的机械结构设计较为简单,由于5种纸箱包装产品的上表面(及与吸盘接触的平面)大小接近,只是高度区别较大,因此我们可以采用1种固定大小的吸盘夹具完成5种产品的吸取。结构由如图2所示的铝型材承重框架、机器人连接板、吸盘安装支座和真空吸盘这4个部分构成。

表1 纸箱包装产品外形尺寸和质量

图1 机器人工作范围图

图2 吸盘夹具机械结构示意图
在机械结构满足强度要求的情况下,吸盘夹具的性能主要包括压缩空气消耗量的高低和完成吸附动作时间的长短,影响这两项性能的关键是真空气动回路的设计与控制。常规的工业机器人吸盘类夹具吸盘的负载往往是通过一个固定真空度的开关量进行控制的,本文提出了该类吸盘夹具的优化设计,并对两种设计进行了详细的吸盘夹具性能对比。
2 常规吸盘夹具设计
吸盘夹具的基本机械结构已经确定,接下来需要确认的是真空吸盘的大小和个数,依据吸盘底座的尺寸和铝型材承重框架的大小可以确定真空吸盘的个数为24个。真空吸盘的大小选型要求24个吸盘的总安全负载必须大于最重的纸箱包装产品(质量为140)的重量,取吸盘类夹具采用的真空度信号(即达到设定真空压力输出电信号)为-85,再根据公式(1)和表2可以计算出吸盘的有效面积必须大于27.7,因此选取的吸盘口径为Φ60。

W为吸盘安全负载(N);
t为安全系数(水平吊取4);
S为吸盘有效截面积(cm2);
P为真空压力(KPa)。
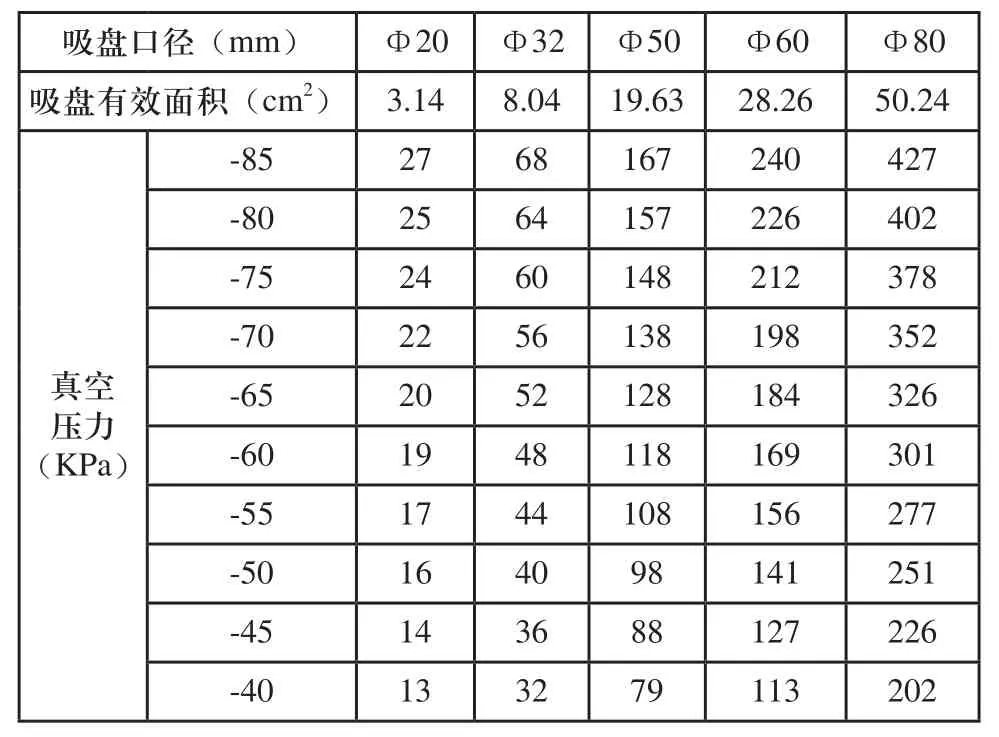
表2 真空吸盘理论吸力表 (单位:N)
吸盘夹具的真空回路设计和真空压力开关实物如图3所示,真空压力开关在使用前手动设置好开关触发真空度数值,当电磁阀通电时,压缩空气通过真空发生器,由于气流的高速运动产生真空,吸盘将纸箱包装产品吸起,当吸盘至真空发生器气路中的真空压力达到真空压力开关设置的真空度触发值-85时,真空压力开关发出信号给PLC控制机器人本体动作。当电磁阀断电时,真空发生器停止工作,真空消失,纸箱包装产品依靠自重脱离吸盘完成下线动作。

图3 夹具真空回路及真空压力开关实物
3 吸盘夹具真空回路优化设计
由于5种纸箱包装产品是单线混产并且使用同一夹具,因此当负载为2~5号产品时,它们的质量都小于真空回路的设计负载,但这时机器人本体还是只能在真空开关检测到140Kg对应的真空度-85KPa时才会接收到真空开关发出的动作信号,这就不可避免的造成了真空发生器的无效工作,不仅浪费了时间而且耗费了多余的压缩空气。
要想解决这个问题就需要吸盘夹具识别5种产品,并根据它们的不同质量,及时发出机器人本体的开始动作信号,这就又要求真空开关能够针对不同产品编号识别多个真空度并都发出信号,依据公式(1)可以计算出5种产品对应的真空度数值,如表3所示。

表3 不同编号纸箱包装产品对应真空度
首先PLC可以通过产品识别系统发出的5个行程开关信号组合来选择每个纸箱包装产品的对应编号的子程序,这样就可以解决吸盘夹具识别产品编号的问题了,如图4所示。

图4 线体产品编号识别系统

表4 不同纸箱包装产品对应的模拟量电压值
使用能够输出连续模拟量信号的真空压力表(如图5所示)又正好可以解决真空度识别这个问题,当PLC接收到真空压力表输出的模拟量连续电压信号时,不同的子程序对应的触发电压值又不同,PLC的模拟量处理模块可以根据存储程序设置的不同编号产品所对应的电压(对应方法如表4所示)发出机器人本体开始动作的信号,从而减少真空发生器的无效工作时间。

图5 模拟量输出真空压力表
4 吸盘夹具性能对比
本夹具使用的真空发生器为日本妙德株式会社CV-20HS型型真空发生器,每个真空发生器为6个吸盘提供真空,每个真空发生器的压缩空气消耗速度为180L/min,该型真空发生器真空产生性能参数如表5所示。

表5 真空发生器真空产生性能参数
已知6个吸盘加配管的容积即真空系统容积约为0.6L,由公式(1)和表5数据可以计算出每个真空度对应的真空达到时间,T-86KPa=0.96s,T-80KPa=0.71s,T-66KPa=0.44s,T-53KPa=0.28s,T-40KPa=0.18s。

T为真空达到所需时间(S);
V为真空系统容积(L);
C为由真空度和真空发生器决定的常数;
α为真空发生器的型式指数。
由于常规吸盘夹具吸取每个编号的产品真空度都为-85KPa,因此常规吸盘夹具完成5个不同编号产品吸附动作所需的时间是5T-86KPa=4.8s,优化后的吸盘夹具所需时间为T-86KPa+T-80KPa+T-66KPa+T-53KPa+T-40KPa=2.57s,时间节省了46.5%,这也意味着吸附过程中同样节省了46.5%的压缩空气。
5 应用概况
产品线体每天24h生产每种编号的产品300台,优化后的吸盘夹具不仅缩短了产品下线工序时间近12分钟,理论上还可以每天节省压缩空气8640L。缩短后的产品下线时间更好的配合了线体的生产节拍,优化后的吸盘夹具缩短了真空发生器无效工作时间,减少了吸盘高真空度工作时间,减轻了线体的供气压力,有效增长了线体设备的使用寿命。
[1] 韩建海,章琛.真空吸盘的设计及应用[J].机床与液压,1992(3).
[2] 吴瑞详.机器人技术与应用[M].北京:北京航空航天大学出版社,1994.
[3] 张君艳.PLC技术在工件提取系统中的应用[J].机电工程技术,2008(2).
[4] 顾震宇.全球工业机器人产业现状与趋势[J].机电一体化,2006(2).
猜你喜欢
能源工程(2020年6期)2021-01-26 00:55:18
中国奶牛(2019年1期)2019-02-15 07:19:46
测控技术(2018年12期)2018-11-25 09:37:42
现代工业经济和信息化(2016年5期)2016-05-17 05:35:53
电子制作(2016年21期)2016-05-17 03:53:12
电测与仪表(2015年11期)2015-04-09 11:46:30
压缩机技术(2014年3期)2014-02-28 21:28:13
铁路通信信号工程技术(2014年5期)2014-02-28 16:57:49
机电信息(2014年32期)2014-02-27 15:54:20
河南科技(2014年10期)2014-02-27 14:09:16
