
高压水射流技术在环氧类复合材料加工中的应用
2015-10-28 01:10:58冯懿娜西安航天复合材料研究所陕西西安710025
机电产品开发与创新 2015年5期
谷 岩,冯懿娜,刘 斌(西安航天复合材料研究所,陕西 西安 710025)
高压水射流技术在环氧类复合材料加工中的应用
谷岩,冯懿娜,刘 斌
(西安航天复合材料研究所,陕西 西安710025)
针对高压水射流技术特点,结合在环氧类复合材料切割操作过程出现的纤维撕裂、材料分层等质量问题,讨论影响切割质量的关键因素,进行复合材料水射流加工机理分析,据此进行工艺性改进,避免各种加工质量问题。
复合材料;高压水射流;分层
0 引言
水切割技术又称水刀、水射流技术,它是将普通的水经过压力系统增压后产生高能量水流,再通过一个极细的喷嘴,以每秒近千米的速度喷射出水流进行切割。相对其它切割技术而言,水切割不会产生有毒有害气体或物质,被加工件表面不会产生热反应区或机械应力残留,因此是一种万能的、高产能的冷切割技术。
目前,超高压水切割除了可以切割钛、铝及其合金,铬镍铁合金,黄铜、不锈钢等金属材料外,也日益广泛的应用在各类复合材料加工中,可以切割1~150mm的碳纤维复合材料。
由于环氧类玻璃布层压板等复合材料制品是由纤维和基体组成的二相或多相结构,具有非均质和纤维异向性能,采用水射流切割时易产生纤维劈裂、局部分层等质量问题。针对该问题,结合实际加工中总结出的经验,对其工艺方法、操作要点进行分析及探讨,避免各类质量问题的出现。
1 环氧类复合材料加工存在的问题
高压水射流技术以其特有的加工优势已经广泛的应用于各类常规的复合材料的切割加工中,但是通过实践发现,在采用高压水射流切割环氧类复合材料时,部分材料会出现不同程度的分层现象。
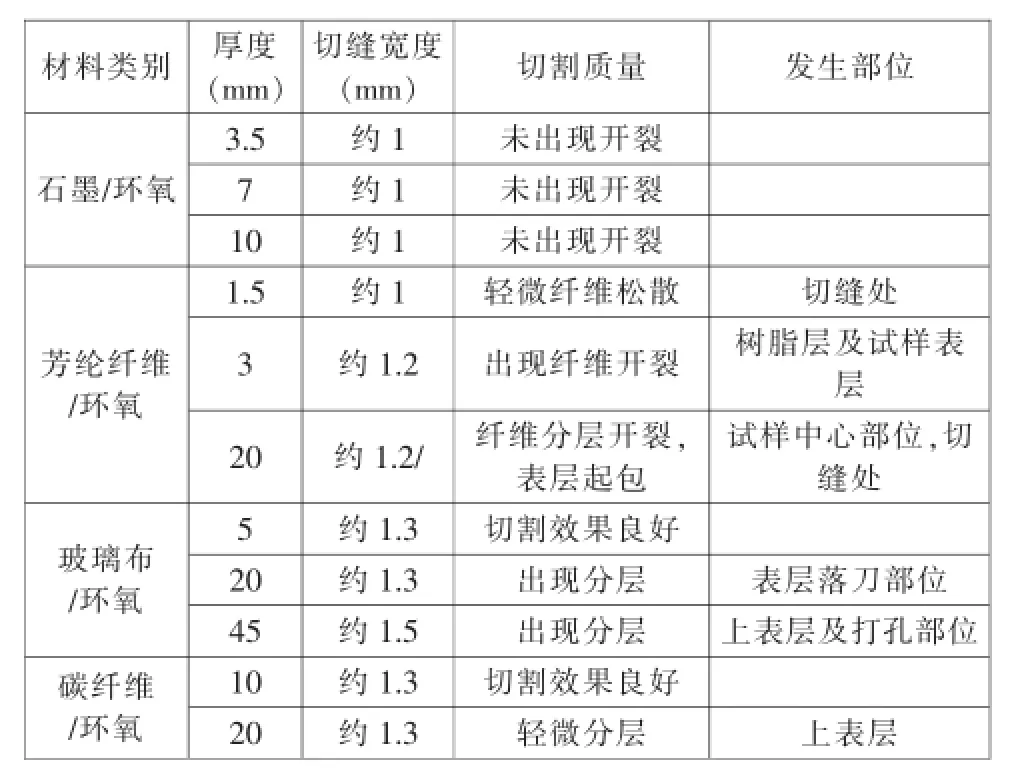
表1 典型环氧类复合材料高压水切割加工质量统计
2 存在问题的原因分析
高速水射流破坏材料的过程其实是一个动态断裂的过程,对脆性材料(如岩石)等主要是以裂纹破坏及扩散为主;而对塑性材料符合最大拉应力瞬时断裂准则,即一旦材料中某点的法向拉应力达到或超过某一临界值时,该点即发生断裂。而影响射流切割质量的因素主要有以下几个方面:
(1)基本参数。主要包括喷射压力、切割速度及喷管直径。射流基本参数决定了射流对材料的破坏能力,而射流压力和喷嘴(宝石)直径又决定了其他射流基本参数。在喷嘴直径不变的条件下,改变射流压力,切割速度和切割深度随射流压力的增加而增加,与此同时,压力的增加还可以明显提高切缝断面的质量。此外,切割速度随着喷嘴直径的改变呈现双曲线变化,在同等压力条件下,对比用直径0.1mm和0.4mm喷嘴加工的材料切缝质量,随着喷嘴直径的增加,切缝变大,切屑粒径变大,切缝质量明显变差。而切割用喷嘴出口直径推荐在0.3mm左右选取。以切割玻璃纤维板为例,得到下列参数曲线图1~图3。
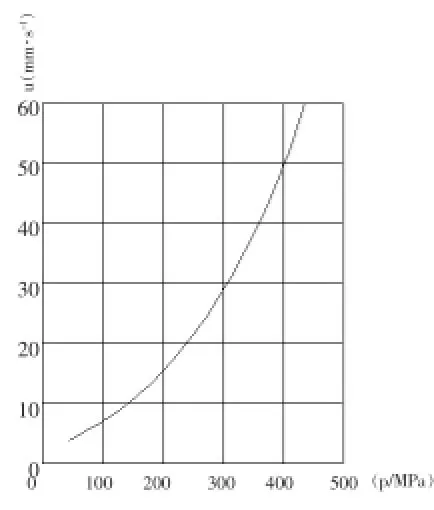
图1 切割速度与射流压力关系曲线

图2 切割速度与喷嘴直径关系曲线
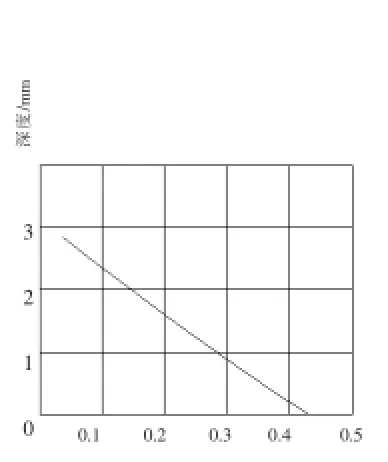
图3 切割深度与喷嘴直径关系曲线
(2)切割靶距。靶距是指沙管出口到目标工件的垂直距离,靶距的变化对切割速度、切割质量和切缝、形状都有很大影响,切缝宽度随着靶距的增加而增加。在高压射流作业中,射流结构及靶距的变化形成切缝形状和宽度的变化。在喷嘴邻近区射流无发散,射流与材料相互作用,从轴向和径向破坏材料,会产生底边较长的梯形切缝,并易在底面出现材料剥离或分层;随着靶距的增加,切缝断面锥角变小,形成光滑边缘的矩形切缝;随着靶距的进一步增加,射流对材料作用面积增加,切缝宽度变大,切缝断面也编程长边在上表面的梯形切缝。常规切割靶距的选择可按照经验工时进行选择制定:L=(60~150)dn,其中dn:喷嘴直径。
在切割复合材料时,水射流喷嘴距离被切割材料表面的距离在0.025~25.4mm之间,常规距离约为3.8mm左右,这样便于在任何位置及方向上进行切割。
(3)材料性能。被加工材料的力学性能即是影响射流作业速度的主要因素,也是确定作业射流压力及功率参数的决定因素。在采用高压射流加工时,一般以抗拉强度作为材料可加工性的主要判断依据。
环氧玻璃布层压板为纤维质复合材料,由质软而粘性大的基体和抗拉强度高、硬度大的纤维混合而成的二相或多相结构,其力学性能呈各向异性,且纤维复层方向对切割质量也会产生一定程度的影响。在使用水射流切割该类材质时,强度较低的树脂基体受到高能水流冲击产生断裂,而增强纤维抗拉强度较好,通常为普通碳纤维的2~3倍。增强纤维和基体树脂的塑性和韧性等物理力学性能不一致,在受到载荷后微观组织变形不协调,故出现纤维撕裂滞后或材质分层,影响切缝质量。
(4)水垫效应。水射流冲击靶体后形成三个区域(见图4),即自由射流区、冲击区和壁面射流区。当高压水射流统计靶体滞点位置时,水流向四周反射,形成水垫,水垫覆盖范围以滞点位置为圆心,半径约为14mm的圆形区域,水垫有中心向外厚度逐渐减薄,内部压强随之降低。在平台式靶体和穿透性靶体粉碎实验对比可知,前者冲击点附近产生水垫,而后者加速后冲击把题部分无水垫。当水射流内层高效加速区与水垫层高压区在靶体上重叠,该区域物料比外层区物料消耗更大的冲击能量克服水垫层阻力,造成能量损失,影响粉碎效应。
由此可见,射流冲击区水垫效应对粉碎不利,在水射流能量一定的情况下,应尽量使物料靠近水射流束本体,但是该区域又在靶体上与水垫区域重叠,影响粉碎效果,因此采用穿透性靶体消除冲击区水垫是一种非常有效的技术手段。

图4 水垫效应示意图
3 工艺实验研究及措施
综上所述,主要针对切割时穿孔分层这一现象进行工艺试验,设备采用Dwj2030三轴水切割机,切削参数设定为压力值300Mpa,进给量320 mm/min。试验靶体采用目前较容易分层的3240玻璃布/环氧层压板,厚度为5mm。在上述条件不变的情况下,首先将靶距设定为2mm,实验结果如图5所示。由图可见,在该实验条件下,部分孔周围区域出现了不同层度的分层、开裂现象。为了改进效果,第二次实验将靶距调整为4.5 mm,其余参数未改变,实验结果如图6所示。由图可见,在该条件下,切割同等厚度及材质的实验靶体,未出现分层或开裂。
随后,针对同等材质,就喷嘴直径对切割质量的影响进行实验。在同等试验条件下,首先采用直径为0. 1mm的喷嘴进行切割,实验结果如图7所示。由图可见,试验靶体出现了不同程度的分层及开裂现象。在随后的试验中,更换了直径为0.33的宝石喷嘴,在同等试验条件下,结果如图8所示。由图可见,试验靶体并未出现分层及开裂现象。

图5 靶距2mm切割3240层压板实物图
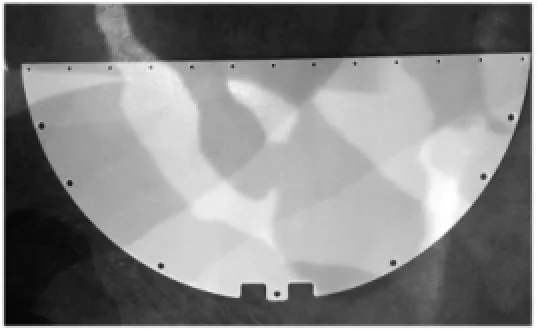
图6 靶距4.5mm切割3240层压板实物图
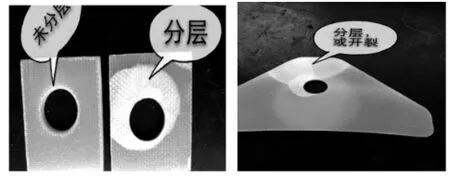
图7 喷嘴直径为0.1mm切割3240层压板实物图
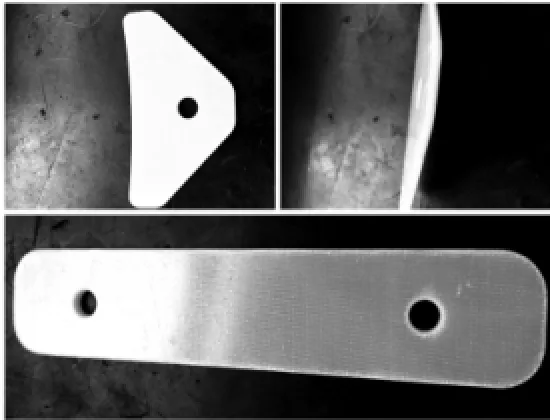
图8 喷嘴直径为0.33mm切割3240层压板实物图
经工艺试验分析可知,在切割3240层压板材料时,靶距,喷嘴直径两类因素对切割质量的影响较大。由于此类材料的树脂基于增强纤维之间的性能差异较大,当采用小直径喷嘴,靶距较小进行切割时,高能水流冲击靶体表面,引起水垫效应,在高能水流切割树脂基体同时,水垫高能区对材料纤维铺层之间产生冲击,引起切缝局部分层或开裂。当选择较大直径喷嘴,采用较大靶距进行切割时,由于喷嘴直径的增大使水流喷出时压强降低,同时由于靶距较长,水流在高达靶体表面时损失了部分能量,因此在冲击靶体时产生的反射水垫能量也有所下降,当反射水垫能量低于纤维铺层间树脂基体的强度时,不足以冲开纤维铺层,因此分层情况出现的程度大大降低。
4 实验总结及改进方法
综上所述,高压水切割虽然是一种比较万能的切割方式,但在切割类似类似纤维层压或逐层叠类复合材料时,尤其是中空类产品且厚度较大时,由于选择的切割参数不合理,会在穿孔时在产品上表面有分层或开裂现象,在击穿材料一瞬间偶尔也会在下表面造成一点 “起皮”的微弱现象。
通过上述实验我们可知,高压水切割是一种能量切割,增压器产生的高压水射流冲击在靶体上,就会在以滞点为圆心半径约为14mm的范围内反冲进而造成产品上边面的分层,开裂现象。
根据上述分析,减少分层现象出现可从以下几个方面进行改进:
(1)根据材质不同选择适当的靶距。
(2)针对树脂基体复合材料切割时,可适当增大宝石喷嘴口径,减小射流对靶体的冲击能量,从而降低反射水垫对材质基体的影响。
(3)适当的调低增压器压力。
(4)在切割时先开砂再开高压水。(最好开砂后有几秒延迟)
(5)在滞点位置开引刀孔,使平台实体靶体变为穿透式靶体,避免反射水垫的出现。
(6)在切割材料底面垫一层相对较软的材料(减轻产品下表面“起皮”)。
(7)在零件形状允许的情况下,沿平行于纤维的切割方向进行切割。
5 结束语
高压水射流技术正向高效、多功能、智能化、精细化方向发展,但是在复合材料应用方面的问题以及切缝质量的进一步提升还有待于进一步研究,必须使所有的工艺参数与工件的材质、形状、厚度完全匹配,才能最大程度的发挥该项技术的优势,在此基础上,该项技术的应用领域和手段必将更为广阔。
[1]裴镜蓉.复合材料的高压水射流加工[J].宇航材料工艺,1992,6.
[2]万继伟,牛争鸣,牛助农.高速水射流粉碎中射流冲击区水垫的增阻效应[J].化工进展,2012,1.
Application of High Pressure Water Jet Technologyin the Process of Epoxy Composite Materials
GU Yan,FENG Yi-Na,LIU Bin
(Xi'an Aerospace Composites Research Institute,Xi'an Shaanxi 710025,China)
Aiming at the characteristics of high pressure water jet technology,combined with in epoxy composite cutting operation process of fiber tearing,layered materials such as quality problems,discuss the key factors affecting the cutting quality,composite material water jet machining mechanism is analyzed.Based on the result,the process of improvement,avoid all kinds of machining quality problem.
compound material;high pressure water jet;layered
TH-39
Adoi:10.3969/j.issn.1002-6673.2015.05.048
1002-6673(2015)05-130-03
2015-06-25
谷岩(1975-),男,陕西西安人,工程师,大学本科。主要从事机械加工工作。研究方向:非金属机械加工技术。
猜你喜欢
黑龙江科技大学学报(2022年6期)2022-12-19 10:18:44
爆炸与冲击(2022年3期)2022-04-11 03:14:32
工程爆破(2020年6期)2021-01-05 10:27:40
制造技术与机床(2019年4期)2019-04-04 12:21:18
制造技术与机床(2018年12期)2018-12-23 02:41:10
建筑科技(2018年6期)2018-08-30 03:41:04
制造技术与机床(2017年3期)2017-06-23 08:11:39
汽车文摘(2016年5期)2016-12-06 20:43:17
焊接(2015年5期)2015-07-18 11:03:40
弹箭与制导学报(2015年1期)2015-03-11 15:32:09
