
复合钢板压力容器的制造工艺应用分析
2015-10-28 01:10刘鹰浙江博凡动力装备股份有限公司浙江嘉兴314300
机电产品开发与创新 2015年5期
刘鹰(浙江博凡动力装备股份有限公司,浙江 嘉兴 314300)
复合钢板压力容器的制造工艺应用分析
刘鹰
(浙江博凡动力装备股份有限公司,浙江 嘉兴314300)
科技发展提高了复合钢板的自身性能,不少行业都在大量运用复合钢板,不过其制造工艺却很复杂。复合钢板压力容器在制造工艺上的要求比较多,要想完善制造工艺,以便于做出更优质的产品,论文重点对复合钢板压力容器的制造工艺进行详细分析,以供参考。
符合钢板压力容器;制造工艺;应用分析
0 引言
现如今,复合钢板在很多行业都有着广泛的运用,比如:石油、医疗、化工等。在石化等重大危险环境中,复合钢板压力容器使用较多,既可以承受压力,又能承受较强的腐蚀性。相对于碳钢压力容器而言,其优势在于具有更高的耐腐蚀性,拓展了容器的适用范围;相对于不锈钢压力容器而言,其优势在于低廉的原材料价格,降低了制造成本。复合板压力容器作为新兴的技术,需要得到更多的推广。同时由于制造工艺比较复杂,要求很严,因而只有少部分厂家愿意制造,而且工艺水平有待提高。所以,探讨复合钢板压力容器制造工艺有着重要的现实意义。
1 用作压力容器的复合钢板
严格的制造工艺要求使得不少厂家不愿接触,工艺水平也不高,制造中很容易出现各种问题,比如:筒体下料尺寸不规范、焊缝蠕变断裂等等。一般的复合钢板的基层通常使用低碳钢以及低合金钢,以满足结构强度与刚度要求;复层则使用铬、铬镍不锈钢、铜基合金、镍铜合金,为的是满足耐腐蚀性要求[1]。复合钢板有着优质(贵重)金属的特殊性能,还能够节约很多不锈钢、钛等贵重金属,在满足技术要求的同时降低成本,有着很高的经济价值。
2 复合前的准备
做好复合前的准备工作是复合钢板压力容器制造工艺流程的基础,也是之后的下料、拼接、焊接工作顺利完成的保障。准备过程中最重要的是解决复合钢板基层与复层问题[2]。基层与复层材料根据制造要求来选择,基层材料一般使用Q345-R,复层材料则使用06Cr19Ni10不锈钢复合钢板。两种材料规格各异,特别是复层材料不锈钢板壁厚比较薄,且板长 (板宽)的规格比碳钢板小,所以要进行拼接。下料和拼接前应该根据容器尺寸来决定封头、筒体的实际板长L(板宽B)。基层板材下料长宽至少应该是L+100mm、B+100mm,下料过程中宽度接近B+100mm的标准宽度是最合适的。要是从长度方向截取焊接试板,那么下料长度不能低于L+500mm。根据复合工艺要求,复层长宽需要比基层的长宽大50mm,也就是每边大25mm,如图1所示。根据实际需要来选择复层板材的长宽并拼接,其焊缝要焊透磨平,然后进行渗透无损检测,不能有裂纹或者超标问题,基层板、复层板要平整。相关厂家应该根据国家标准以及行业标准提供质量证明书,以双方协议阐明交货情况,包括板面有没有整平、厚度均匀与否。
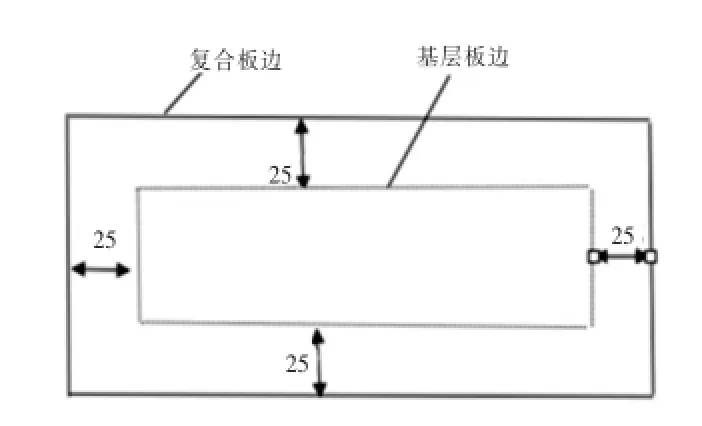
图1 基层与复层下料尺寸关系Fig.1 Material size and the complex relationship between the grassroots level
3 筒体下料及排板
为便于筒体和封头组对,下料过程中应准确掌握筒体和封头直径,两者的直径应该一样。传统的容器制作工艺是根据已成型封头的实际中径确定筒体尺寸。如果是均质板,这样做是可行的,展开时筒体和封头在焊接中的环缝错边量太大的问题也会被避免[4]。如果是复合板,就会出现筒体直径和封头不一样的问题,由此使得环缝错边量超标过大。因此,根据封头中径尺寸确定复合钢板压力容器的筒体下料尺寸不合理。板材在卷圆过程中受到弯曲作用,而其中应力为零的是那层是中性层,其周长不变,以封头中性层周长来明确筒体展开长度是可行的。另外,复合板筒体或者封头的中性层所处的直径小于中径,筒体展开长度的应根据L=π(Di+2Yh)(Di代表封头实测内径,Yh代表中性层离内壁的距离)来计算。无论运用什么方法焊接,筒体和封头对接时的错边值必须合理,不能超过2mm,同时要小于钢板复层厚度的50%。
在筒体排版时,顺时针展开下好料的筒体。按照实际情况将接管孔位置在筒身进行标记,孔径的确定需以接管孔位置为依据。根据纵环焊缝错开接管孔的原则确定板材尺寸长宽,纵环焊缝与边缘距离不能小于100mm。
4 焊接
复合钢板压力容器制造焊接的材料及防腐是根据其材质、坡口尺寸等来决定。CO2保护焊、手工电弧焊等是运用得比较多的焊接法。从Q345-R/06Cr19Ni10复合板来看,J507、J507R焊条能够用于基层,焊好以后,以砂轮打磨复层侧面。复层用A132焊条。A302或A402焊条则可用于过渡层,为防止焊接中基层金属出现在复层,产生焊缝缺陷,过渡层焊接时应使用小的线能量,过渡层焊接应该一次完成,如果再次焊接会增加工作量及成本,在使用中也会对压力容器的性能有不良影响。焊接时先从复层侧将基层焊缝焊好,再反过来对焊缝进行碳弧气刨或打磨,把夹渣与熔渣除去,然后根据要求填满基层焊缝[5]。每一步焊接工作必须做好以后才能进入下一步。基层焊接完成后,在复层侧用角砂轮打磨,确保所有基层焊接时产生的飞溅、熔渣、夹杂等杂质以及表面缺陷全部去除,然后焊接内侧过渡层,复层最后焊接。焊接时一定要控制好内侧基层的焊接温度,不要直接焊到复层,要与复层有1~1.5mm的距离。焊接过渡层时只焊一层焊缝,其熔焊金属必须将基层覆满,防止出现焊缝缺陷,降低产品质量。
为简化制作工艺,复合板容器上的接管一般采用与复合层材质相同或相近的不锈钢管,接管应插入筒壁并伸出4~5mm,焊接时确保接管与复合层之间的焊缝完全熔合覆盖,不得露出基层材质,焊缝不得出现气孔、裂纹等贯穿性缺陷,必要时应对焊缝进行液体渗透检查。接管与基层侧的焊接应注意采用异种钢焊材。
5 复合钢板压力容器制造工艺注意问题
(1)根据复层位置切割、弯曲复合钢板,通常复层应该放置在下方,如有必要,设置保护层,避免复层材料在切割、弯曲时划伤,出现缺陷。
(2)弯曲或者拉伸复合钢板时,一般会运用冷卷加工方法,如果必须运用热加工方法,应该注意的是:加热前把油污与附着物除去;燃料含硫量低;加热时间是2min/mm,不能超过15min;加热火焰、固体燃料不能和复层直接接触,温度分布应该平均,避免出现渗碳;不能在敏化温度中加工,否则会有晶间腐蚀;加热气氛应该是弱氧化性而非还原性;按照复层材料的不同对加热温度范围进行控制,加工以后最好空冷。
(3)由于复合钢板两种材料热膨胀系数的差异很明显,因而热加工时残余的应力容易加大,所以要运用有效的方法对进行应力退火。如果母材的材料是低碳钢,而且其厚度又低于25mm,或者厚度在25~28mm之间且预热温度超过100℃,则不用消除应力,如果母材厚度大于28mm,则一定要进行应力消除调整。
(4)因为基层焊缝对复层焊缝存在稀释作用,最终让焊缝里的金属元素含量降低,最终使得焊接质量不高,无法正常使用。因此,应该使用铬、镍等金属含量较高的焊条来焊接,对流失的金属元素进行补偿,也能够有效避免焊缝有冷裂纹。
(5)焊接之前,应该事先确保通气,将管路里面的空气排除掉:在CO2气体保护焊对复合钢板进行焊接时,应该保证保护气体的流量要足够,从而不让空气入侵焊接区域。当焊接完成以后,应该把焊嘴上的飞溅物立即清理掉;焊丝伸出长度以伸出焊嘴10~15mm为宜。
(6)除了根据图样及规定用射线或者超声波检测复合钢板焊缝以外,还需要运用渗透检测法对复层进行拼接焊缝检测,主要检测焊缝表面有没有裂纹。
(7)利用酸洗钝化来处理具有防腐蚀要求的复层表面,其目的是为了清洁表面,形成致密的钝化膜,增强抗腐蚀性。
6 检验复合钢板压力容器
因为密封、承压和介质之类的因素影响,压力容器很容易出现爆炸、燃烧起火,从而使得人员、设备及财产安全受到威胁,更有可能出现环境污染事故。所以,当制造完成复合钢板压力容器以后,需要经过国家承认的专业机构根据国家相关法律法规和标准进行监督检查,做好技术检验。运用直观目视、量具、无损探伤、理化性能、水压试验等检测方法,重点检查压力容器本身以及重要零部件的外观及其内在质量。检验的主要内容是受压元件材质、外观尺寸和成形质量、焊缝质量、组装质量、内部装置及安全、附件是否齐全有效、各受压元件相互的几何位置和耐压性能等。在性能检验中,技术资料审查、实体检验通过的压力容器应该对其性能实施检验,检查其是否符合规定的技术与经济指标。而关键要检验的就是复合层和基层连接处的焊接缺陷,检验是否有夹渣与热裂纹,要是查出超标了,就一定要进行返修,直至合格为止。还要检验纵焊缝位置有没有内向角变形的缺陷,要是超标了,需要以机械法或者局部加热的方式进行矫正。
7 结束语
综上所述,目前很多行业都在使用复合钢板,但我国现在的复合钢板生产与研究都在处于初步发展之中,相关的制造工艺与制造技术还不全面,复合钢板压力容器的制造经验也不十分丰富,所以有不少的问题亟待克服、解决。不过,只要我们一直认真探究、持续完善当下的复合钢板压力容器制造工艺,完善制造技术,强化产品质量,那么我们就会在复合钢板压力容器的制造之路走得更远。
[1]林莉,等.复介钢板压力容器制造工艺[J].石油化工设备,2003,32.
[2]迟凤芝.压力容器制造质量控制研究[J].内蒙古石油化,2011,1.
[3]刘彩梅.压力容器制造质量控制[J].科技创新导报,2010,14.
[4]韩眷九,吴国强.我国压力容器制造的现状特点和存在问题[J].装备制造技术,2009,11.
[5]王伟滨,等.不锈钢复合板过渡层的焊接[J].化工装备技术,2005,2.
Manufacturing Process Analysis Composite Steel Pressure Vessel
LIU Ying
(Zhejiang BOFINE Power Equipment Co.,Ltd.,Jiaxing Zhejiang 314300,China)
Technological development to improve the performance of composite steel itself,many industries are in extensive use of composite steel,but its manufacturing process is very complex.Composite steel pressure vessel manufacturing process requirements more,in order to improve the manufacturing process in order to make better products,manufacturing processes paper focuses on composite steel pressure vessel for detailed analysis,for reference.
accord steel pressure vessel;manufacturing process;application analysis
TH16
Adoi:10.3969/j.issn.1002-6673.2015.05.018
1002-6673(2015)05-048-03
2015-08-04
刘鹰(1976-),女,浙江嘉兴人,本科,工程师。研究方向:机械制造及自动化。
猜你喜欢
石油化工设备(2021年4期)2021-07-21
工程与建设(2019年1期)2019-09-03
山东冶金(2018年6期)2019-01-28
海峡科技与产业(2017年6期)2017-07-01
广西林业科学(2016年1期)2016-03-20
大型铸锻件(2015年5期)2015-12-16
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
河南科技(2015年7期)2015-03-11
