
4L-20/8型空压机故障分析
2015-10-27 00:31:15周畅张岩梁曼君
压缩机技术 2015年2期
周畅,张岩,梁曼君
(1.沈阳远大压缩机股份有限公司,辽宁沈阳110000;2.沈阳鼓风机集团股份有限公司,辽宁沈阳110869)
4L-20/8型空压机故障分析
周畅1,张岩1,梁曼君2
(1.沈阳远大压缩机股份有限公司,辽宁沈阳110000;2.沈阳鼓风机集团股份有限公司,辽宁沈阳110869)
机械设备在运行过程中都会存在出现故障的可能性,关于空压机故障的文章很多,针对4L-20/8型空压机易发生的故障以及以往文章被大家忽视的一些问题加以说明,以供广大压缩机用户参考。
4L-20/8型空压机;故障分析
1 润滑油的流失
新安装的4L-20/8型空压机常发生的故障之一是润滑油的流失,一台新机组安装之后,运行平稳,各项指标参数(工作压力,温度)均在设计规定值之内,表面上看一切都很正常,但运行几天后发现润滑油少了很多。检查机身也不漏油,大量润滑油莫名其妙的流失了。发生这种情况的原因是一级填料泄漏造成的,4L-20/8型空压机填料部件结构是底部(靠近机身侧)为刮油环,上部(靠近气缸侧)为密封环的合二为一结构,该填料部件即起到刮油作用,防止机身内的润滑油进入气缸,又起到防止气缸内的气体外泄,密封气体作用。当刮油器工作状态不佳,不能把粘附在活塞杆上润滑油全部刮掉,润滑油就会沿着活塞杆与刮油环之间的间隙进入气缸内,致使润滑油耗损;如果填料的密封环工作不佳,当活塞部件向缸盖方向运动时(即向盖行程),一级气缸的活塞下部空间就会形成负压(气缸内的吸气压力低于大气压力),机身内的大量油气就会被吸到气缸内,尤其是刮油环工作效果欠佳时,油雾及液态润滑油就会进入气缸内。试想,每分钟几百次的活塞往复运动将会有多少含油气体(严重时候是液态润滑油)被吸到气缸里,其润滑油的流失速度是非常惊人的,这就是压缩机机身并不存在缺陷造成泄漏而润滑油大量流失的重要原因。有人会提出疑问,为什么新机器会出现这样问题呢?原因在于压缩机生产厂家虽然在压缩机出厂前做过空负荷试车或负荷试车,但空负荷试车的目的是检查压缩机的装配质量和零部件相互关系的正确性,如润滑油路是否畅通,传动机构及各摩擦部位工作是否正常,根本检查不出填料是否漏气的问题。即使经过负荷试车的压缩机,因为运行时间较短,填料的轻微泄漏问题也不会被发现,往往都会被忽视掉,给压缩机用户带来麻烦。
经过长期运转的压缩机也会出现润滑油流失的问题,原因大多是因为填料的密封环、刮油环与活塞杆经长期的摩擦,磨损较严重时就会发生杆与环的缝隙加大。刮油环工作状况不佳,润滑油刮不净被活塞杆带进气缸里,密封环的密封性能下降,气缸内出现负压,加速了润滑油流失速度,这时必须更换新的密封环和刮油环,同时检查活塞杆摩擦部件,看是否出现划痕等影响密封性能的缺陷存在,磨损严重时要更换新的活塞杆。
判断润滑油是否由气体带入气缸最简单的方法是打开中间冷却器的排污阀,当排出冷凝液为清水状时,说明压缩机的填料部件(密封环及刮油环)工作状况良好,气缸注油的有油润滑压缩机排污阀放出的油水混合物如为很清淡的乳白色,也是正常的。如果从排污阀放出的液体为乳白色(润滑油与水混合形成的乳白色溶液,类似肥皂水状态)就说明已有较大量润滑油进入气缸内,此时应及时更换刮油环、密封环。
为了压缩机机身内的通风换气,防止润滑油气体形成高浓度的可燃性气体引起爆炸燃烧的危险发生,4L-20/8型空压机在机身上设有一个呼吸器来达到这个目的,呼吸器的另一个功能是起到缓解填料部件泄漏形成负压吸气造成润滑油损耗的平衡作用。所以,对于呼吸器部件也应该引起重视,经常检查该部件是否堵塞,如果呼吸器的金属网被油污堵塞应拆下呼吸器用清洗剂(如四氯化碳)清洗干净,吹干后装回原处。同时呼吸器还有另一个功能,就是当从呼吸器排出的气体有烟雾状时,说明填料部件的密封环已经密封不严,泄漏严重,赶快停机检查填料部件。
2 排气量的下降
4L-20/8型空压机排气量达不到20 m3/min(进气状态),并且逐渐在减少,可能由于下列原因造成的:
2.1活塞环磨损或开口处同一方位安装在活塞上
长期运转的压缩机,活塞环必然要磨损,活塞环均设计为开口结构,因此气体会通过开口处泄漏,磨损使活塞环径向和轴向的厚度都在减少,径向厚度的减少使活塞环开口处的尺寸加大(活塞环的外径在气体力的作用下会贴紧气缸径面),活塞轴向厚度的减少使它在活塞环槽内的间隙加大,这2个原因都会造成气体泄漏量的加大。当活塞环磨损到一定程度时,气体力已经不能使活塞环外径紧密贴合在气缸径面上,排气量将急剧下降,笔者在一水泥厂走访时曾建议将一台严重排量不足的4L-20/8压缩机停机检查,发现活塞环的径向厚度已经磨去一半。
所以像灰尘较大的水泥厂类空压站,应设置进气过滤器,防止灰尘进入压缩机造成气缸、活塞、活塞环的快速磨损,延长设备使用寿命。
更换活塞环时,一定注意各活塞环的开口不要在活塞体上处在一条直线位置上,活塞环开口处应错开安装在活塞体上,如图1。
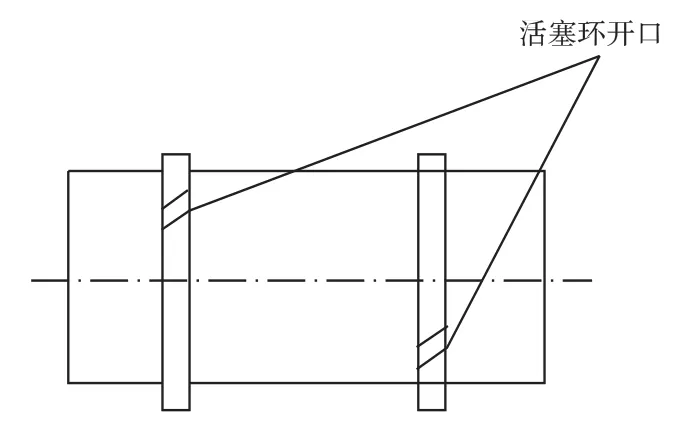
图1
这样,活塞环在往复运动时气体的泄漏量才能降至最低,新更换活塞环的压缩机如果排气量不足,可能就是活塞环开口处于同一方位造成的。
2.2吸排气阀的损伤
气阀工作寿命的长短基本上决定了压缩机正常工作周期。当压缩机的排气温度超过正常值时,大多由于排气阀出现了故障,吸气阀侧的气缸温度升高则可能是吸气阀出了问题,而气阀的故障大多是由于气阀弹簧损坏造成的,故气阀弹簧虽小,但却是压缩机能正常运转的关键。气阀弹簧的损坏一般并不是一组气阀弹簧同时损坏,一组气阀部件中,往往是先坏掉一两个弹簧,其余的弹簧还是完好的,有的用户为了节省成本,通常会用新弹簧直接补上损坏的弹簧,其余弹簧并不更换,然后组装后装机。这是非常错误的,按技术要求,压缩机同组气阀弹簧的自由高度差不得超过0.2 mm,目的是使阀片压在弹簧上时,每个弹簧受力均匀,这样气阀工作起来才能使阀片受力均匀,气阀工作寿命才会长,而新旧弹簧混装在同组气阀上时,由于旧弹簧已接近疲劳破坏周期,导致新旧弹簧刚度不同,也就是说新旧弹簧作用在阀片上的力是不同的,无法保证阀片运动的平稳,这将加速气阀的损坏,缩短了整台压缩机的正常工作时间,所以新旧气阀弹簧混装是得不偿失的,一定注意不要混装弹簧。
阀盖、阀座、阀片都会磨损造成气阀漏气,使排气量下降,气体排气温度升高,此时应更换新气阀组,有加工能力的企业可将阀盖、阀座、修理加工。如果阀片平面用磨床磨平后,重新回用,以减少生产成本,但一般情况下阀片应更换新的不再重新利用。
往往会出现这种情况,一台运行良好的压缩机停机数日后,再启动压缩机后明显感到排气量下降,排气温度也高了,大多数情况因为吸排气阀锈蚀造成的。因为气阀的阀盖、阀座大多都是用铸铁制造的,或用20Cr13马氏体不锈钢制造,铸铁很易生锈,马氏体不锈钢也易生锈,较长时间停机的压缩机,特别是南方湿度较大地区,气阀的锈蚀是避免不了的,锈蚀的气阀由于密封不严,漏气是自然的,排气量自然下降,建议长期停机的压缩机应将吸、排气阀拆下涂上防锈油(阀片为PEEK塑料材质的,阀片单独拆下保管不要涂油),开机前将气阀用煤油清洗干净,吹干组装后回装到压缩机上,没有经过防锈处理的压缩机开机前应拆下气阀检查一下,确定是否需要除锈工作,以确保压缩机的正常运转。
3 气缸缸径的损伤
气缸径面与活塞环在摩擦过程中,除正常的磨损外,当气体中含有灰尘杂质时,缸径磨损将加快,硬质的颗粒状灰尘将气缸径面划成沟痕,高压端气体会沿着沟痕向低压端泄漏。排气量随着泄漏量的加大而降低,因此空压站设置进气过滤器,较大空压站设置过滤室就显得尤为重要。
这里着重提醒压缩机操作者注意,当压缩机停机较长时间时,应定期盘车,每星期至少盘车一次,以便更换压缩机的活塞部件在气缸里的相对位置,目的是防止气缸径面发生腐蚀。
铸铁材料的活塞环、支撑环与铸铁气缸径面长时间接触会形成缝隙腐蚀,聚四氟乙烯环与气缸径面长时间接触处会发生化学腐蚀,这些都会使气缸径面长时间接触处发生腐蚀,都会使气缸径面形成环状沟痕,当活塞部件在气缸内作往复运动时,这些沟痕就会像刮刀一样对活塞环、支承环进行刮削,活塞环密封气体的作用很快就会被破坏掉,排气量将急骤下降,压缩机将被迫停机。可见,盘车对长期停运的压缩机日常保养是多么的重要。
4 填料部件的泄漏
填料部件的作用是防止气缸中气体泄漏,一台压缩机能否正常运行,排气量是否达到设计要求,填料部件的密封性能起到至关重要的作用。
引起填料部件泄漏的原因:(a)活塞杆拉毛或磨损严重及烧坏等情况;(b)填料密封环轴向间隙太小,有卡环现象(冷态时有间隙,而热态时由于材料热膨胀,使间隙过小或过盈),或者轴向间隙过大,活塞杆做往复运动时,密封环窜动量过大,无法达到良好的密封作用;(c)填料密封环的预紧弹簧失效,不起预紧作用,密封环不能紧密贴合在活塞杆上,气体发生泄漏。
以上为常见的填料泄漏原因,下面提到的一点是往往被忽视的,而却最容易引起填料泄漏的因素,即填料盒中填料环安装顺序错误,如图2。
4L-20/8型空压机的填料部件密封环多为两种环组成,分别是切向密封环和径向密封环。安装时一定要将径向密封环安装在靠近气缸侧(即迎着压力侧),切向密封环安装在靠进机身侧(如图2),只有按照正确的顺序安装才能达到最佳密封效果,如安装错误将会使密封效果大幅降低,密封环与填料盒的轴向间隙亦应符合随机图样的规定值。
5 压缩机有效转数减少
一台正常运转的4L-20/8型空压机排气量逐渐减少,检查填料部件无气体泄漏,气阀部件完好无损,气缸镜面没有划伤,活塞、活塞环也没有毛病,运行参数除指示功率略有下降外,吸排气温度,压力都很正常,气量到底为什么减少了呢?
其实,人们忽视了4L-20/8型空压机是由皮带传递运动的,属于摩擦传动的机械类型。这类机械的特点是带在工作时,由于带与轮间的弹性滑动和可能存在的几何滑动而产生的滑动损失。正常的滑动损失率一般在1%~2%,滑动损失随紧、松边拉力差的增大而增大,随带体弹性模量的增大而减少。
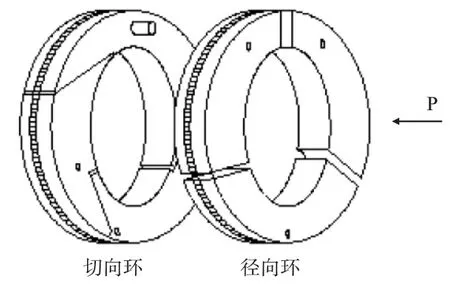
图2
皮带和皮带轮在传递力运动过程中,必然都会产生磨损,无论是带或者轮磨损都会使带的张紧力减小,从而使紧、松边的拉力差增加造成滑动损失加大,通俗的说法就是皮带轮的转数丢失了。带、轮磨损的越严重,转数丢失的越多,排气量减少的也就越多。解决的方法是:带磨损严重时,更换同一标准规格的新带;当带尚可使用时,可通过调整电机下面的调整螺栓提高带的张紧力,减少滑动损失来实现,特别提醒注意不要将带调整过紧,要适可而止,(观察两皮带轮下方的皮带一定要存在挠度,不要拉直),防止皮带断裂伤人。
6 结语
4L-20/8型空压机仍然是空压机的重要机型之一,所以对4L-20/8型空压机的故障分析以及故障的排除具有重要的意义。对于此类机型出现的问题也要引起高度的重视。
[1]郁永章.往复活塞压缩机[M].西安:西安交通大学,2006.
[2]郁永章,姜培正,孙嗣莹.压缩机工程手册[M].北京:中国石化出版社,2012.
[3]活塞式压缩机编写组.活塞式压缩机设计[M].北京:机械工业出版社,1974.
[4]王迪生,杨绍侃.氮肥工业用活塞式压缩机[M].陕西:陕西科学技术出版社,1983.
Failure Analysis of the 4L-20/8 Type Air Compressor
ZHOU Chang1,ZHANG Yan1,LIANG Man-jun2
(1.Shenyang Yuanda Compressor Co.,Ltd.,Shenyang 110000,China;2.Shenyang Blower Works Group Corporation,Shenyang 110869,China)
Mechanical equipment has the possibility of failure in the process of operation.There are many papers about the air compressor fault.This paper aims at failure of the 4L-20/8 air compressor occurred easily and some problems overlooked by other papers.So it can make reference for the compressor users.
4L-20/8 type air compressor;failure analysis
TH457
B
1006-2971(2015)02-0054-04
2014-08-10
猜你喜欢
工程设计学报(2021年6期)2022-01-10 10:27:12
大众汽车(2019年9期)2019-11-26 09:40:32
成功(2018年9期)2018-11-07 08:58:40
设备管理与维修(2016年5期)2016-03-16 02:20:45
现代制造技术与装备(2015年4期)2015-12-23 10:20:18
合成技术及应用(2015年3期)2015-12-11 08:36:28
压缩机技术(2015年5期)2015-10-27 06:32:48
压缩机技术(2014年3期)2014-02-28 21:28:12
汽车与新动力(2014年4期)2014-02-27 12:10:32
汽车与新动力(2013年4期)2013-03-11 16:08:09
