
基于ANSYS的真空玻璃激光焊接应力应变分析
2015-10-26 09:22刘峻朱敏红
机电产品开发与创新 2015年1期
刘峻,朱敏红
(江海职业技术学院,江苏 扬州 225101)
基于ANSYS的真空玻璃激光焊接应力应变分析
刘峻,朱敏红
(江海职业技术学院,江苏扬州225101)
运用有限元分析软件ANSYS对真空平板玻璃激光焊接进行了模拟分析,采用热结构耦合理论建立应力应变场的模型,分析了温度梯度对应力应变产生的影响。从ANSYS软件计算分析可以得出,焊接时存在着焊接变形,尤其是在边角处,变形最大,但最大应变不超过破坏极限。真空保温状态下是边角处变形较大,常温下冷却时周边变形较小而中间部位变形最大。
激光焊接;ANSYS;应力应变分析
0 引言
激光焊接是一种利用激光束与材料相互作用的原理来实现材料固态连接的一种焊接方法,激光焊接能量集中使得线能量小、热影响区窄、焊接变形小。激光焊接技术,在金属或非金属材料的焊接方面运用的越来越广泛。真空平板玻璃是目前国际上最先进的透光保温材料之一,具有优良保温隔热性能、防雾防露、隔音性能、抗风压性能、超长的耐久性。真空玻璃属于非金属材料,能运用激光焊接来进行侧封。机械手、计算机的运用能够实现激光焊接的自动加工,能很大程度上提高侧封的效率[1]。
焊接过程的技术核心通常是构建局部加热融化,随后是连续的冷却。由于焊接等局部加热及材料本身受到的约束作用,材料在温度较高时发生了塑性变形或相变在冷却之后被保留了下来,在构件内部形成了一个自相平衡的内应力场,即残余应力场。对焊接残余应力进行预报、测量和分析,掌握其产生和存在的规律性,并采取相应的技术措施改善其分布特性,对于提高焊接结构或接头的承载能力,延长使用寿命具有重要的工程实用价值。
1 激光焊接热源施加
在激光焊接过程中,热源具有集中、移动的特点,易形成对空间和时间梯度都很大的不均匀温度场,同时激光焊接真空平板玻璃的特点要求在激光热源加热的区域内是一个相对均匀的温度场,有利于焊料对上下两片玻璃基材的浸润,因此考虑在模拟中均采用激光功率分布相对均匀的矩形光斑模式。研究表明:在ANSYS温度场解析中,激光热源模型一般分为点热源、线热源和面热源,面热源分布是一种比点状热源和线状热源更切实际的一种热源分布函数[2],在本文中采用近均匀分布的面热源形式,其热流分布函数[3]为:

式中:A—低熔点玻璃焊料对激光的吸收系数,这里A=0.32;P—激光功率;S—光斑面积。
在焊接过程中,激光能量是以热流密度的形式输入到低熔点焊料层中,并以一定的速率移动,因此利用ANSYS参数化设计语言(APDL)建立载荷的矩阵表格将空间域离散到时间域上,采用生死单元技术,在不同时刻不同位置提供相应的热源载荷输入,并设定一定的时间步长,通过循环加载分析来处理[4]。
完成真空平板玻璃在热源加载后,按实际生产过程,需要对产品进行真空保温然后在置入常温常压下进行冷却,所以对边界条件的处理需分两步进行操作:一是在真空保温室中对平板玻璃的下表面进行固定约束,上表面不做任何处理,即保持真空状态,并对外表面进行对流边界条件处理,对流系数设为5;二是常温常压下冷却过程只对平板玻璃的上表面施加标准大气压的力,对流系数设为10,其他边界条件与真空保温过程相同。
2 应力有限元分析
图1是在真空保温开始时的应力图。从图1中可以看出应力值最大不超过0.05Mpa,远远小于玻璃的强度极限,其中Z轴方向的应力最大不超过0.035Mpa,X、Y轴方向应力较小,最大为0.174Mpa,且三轴均受拉应力作用较大,压应力较小。所以,不会产生破坏,满足要求。图2是在真空保温结束时的应力图,从图中可以看出应力值最大为1.2Mpa,远远小于玻璃的弹性模量值6.89×104MPa,其中Z轴方向的拉应力为最大0.95Mpa,X、Y轴方向拉、压应力较小,最大不超过0.31Mpa。不会产生过大应力破坏,满足应力要求。
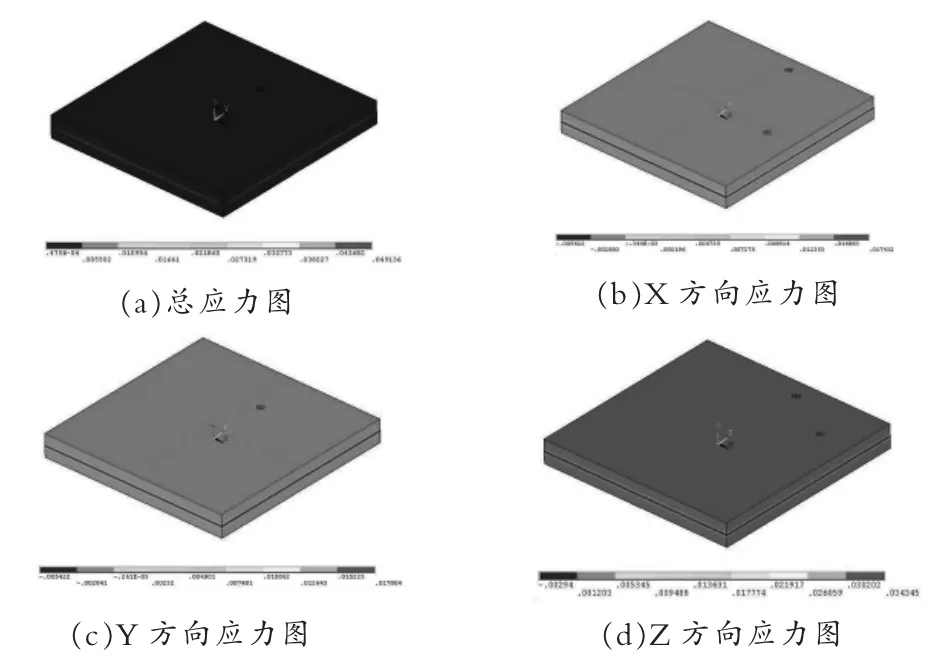
图1 真空保温开始时的应力图Fig.1 The stress diagram at the beginning of vacuum insulation
图3是在常温冷却开始时的应力图,从图中可以看出应力值最大为295.285Mpa,小于玻璃的弹性模量值(6.89×104)MPa,其中Z轴方向的压应力为最大220.11Mpa,X、Y轴方向压应力较小,最大为61Mpa,且三轴受压应力作用远大于拉应力作用。不会产生破坏,满足应力要求。
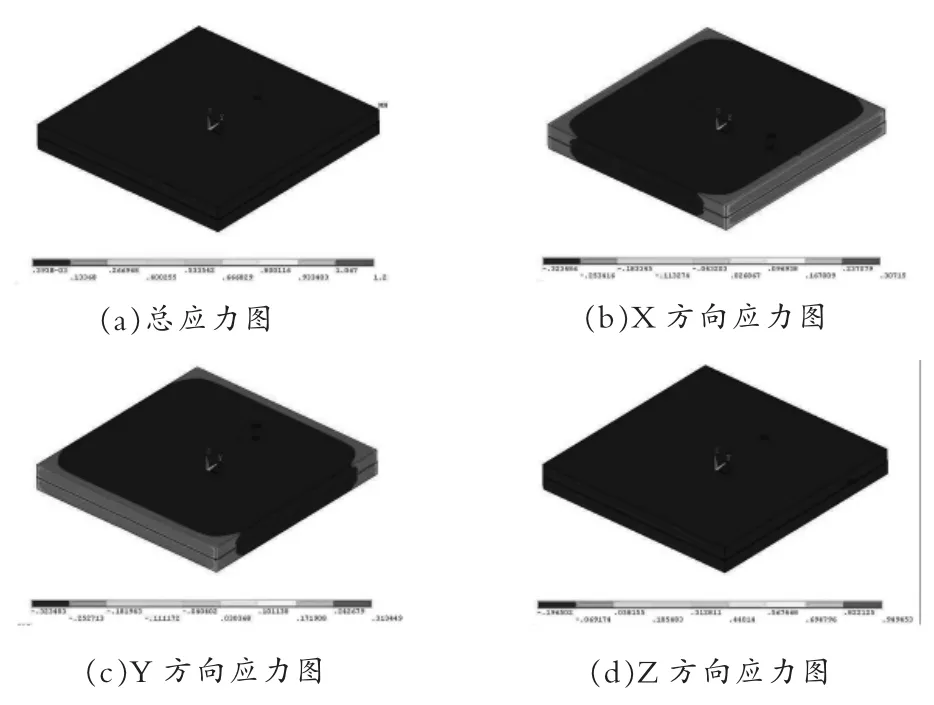
图2 真空保温结束时的应力图Fig.2 The stress diagram at the end of vacuum insulation
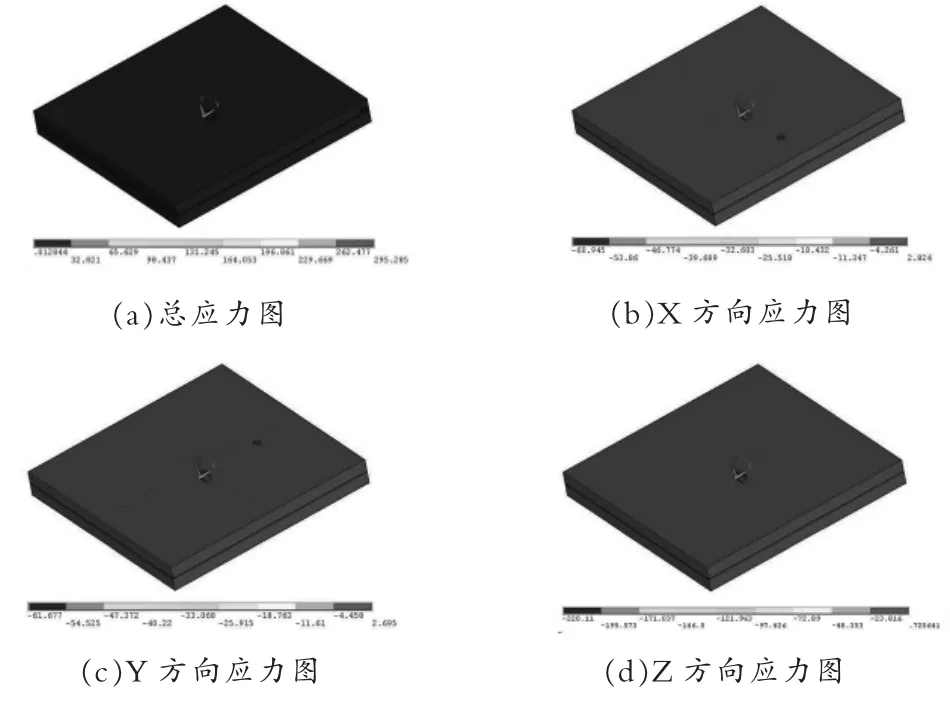
图3 常温冷却开始时的应力图Fig.3 The stress diagram at the beginning of room temperature cooling
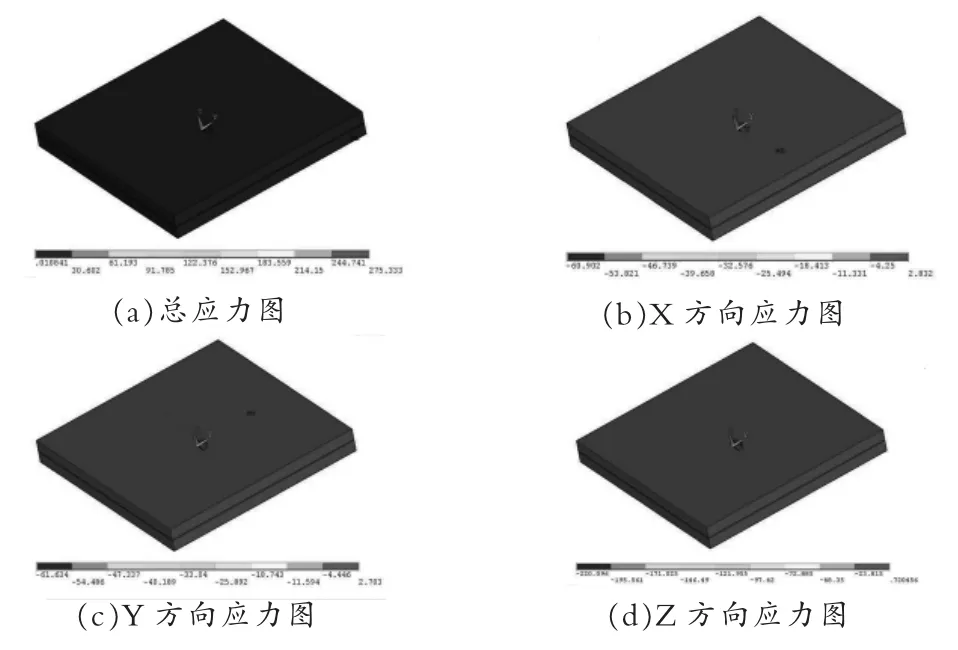
图4 常温冷却结束时应力图Fig.4 The stress diagram at the end of room temperature cooling
图4是在常温冷却结束时的应力图,从图中可以看出应力值最大为275.333Mpa,小于玻璃的弹性模量值(6.89×104)MPa,其中Z轴方向的压应力为最大220.096Mpa,X、Y轴方向压应力较小,最大不超过62Mpa,且三轴受压应力作用远大于拉应力作用。不会产生破坏,满足应力要求。
3 应变有限元分析
图5为真空保温开始时应变图。由图5知:最大应变值为0.194E-05mm,显然很小,并且X、Y轴方向的压变最大为0.164E-05mm,Z轴方向拉、压应变较X、Y轴较小。由以上分析可知,不会产生过大变形,满足应变要求。
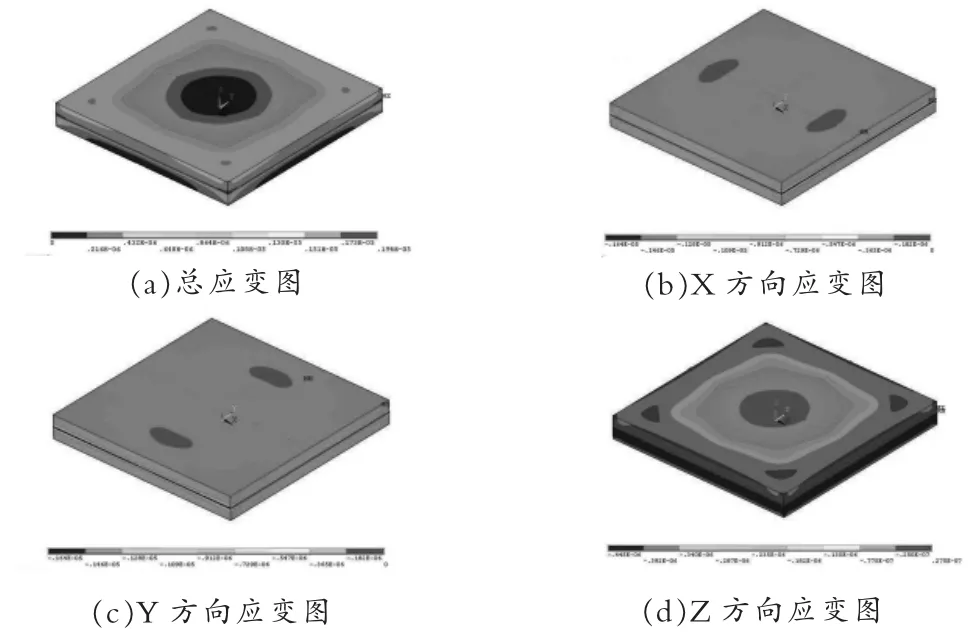
图5 真空保温开始时应变图Fig.5 The strain diagram at the beginning of vacuum insulation
图6为真空保温结束时变形图,由图知:最大总体变形值为0.136E-04mm,显然很小,并且Z轴方向的变形最大为0.116E-04mm,X、Y轴方向应变Z轴较小。由以上分析可知,满足应变要求。
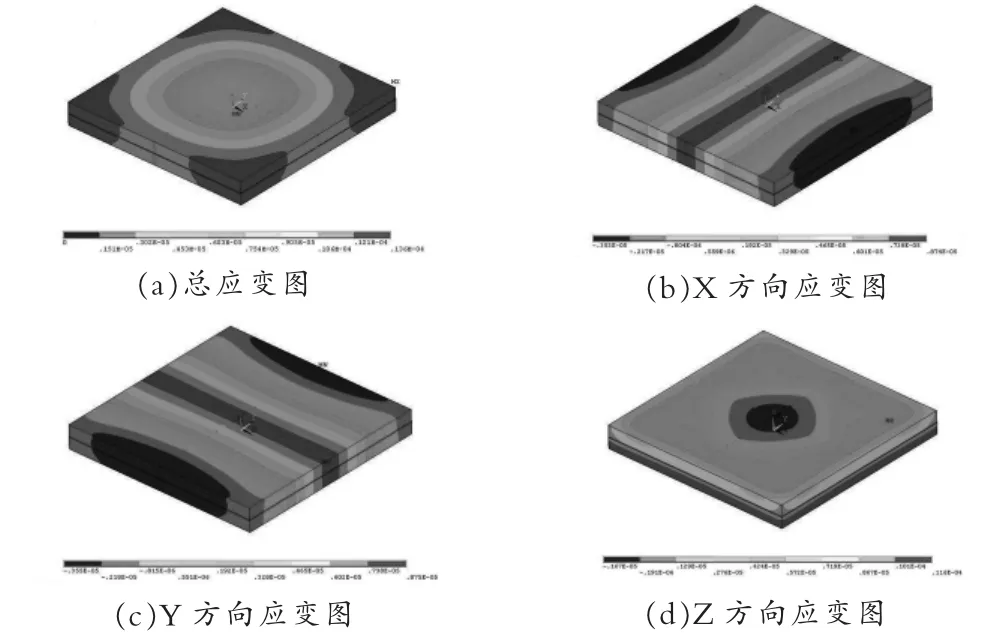
图6 真空保温结束时的应变图Fig.6 The strain diagram at the end of vacuum insulation
图7为常温冷却开始时应变图,由图知:最大总体变形值为1.335E-02mm,显然也很小,并且X、Y轴方向应变最大为0.165E-03mm;Z轴方向的应变较大1.335E-02mm,且为受压应变。由以上分析可知应变很小,满足要求。
图8为常温冷却结束时时应变图,由图知:最大总体变形值为1.341E-02mm,显然也很小,并且X、Y轴方向应变最大为0.163E-03mm;Z轴方向的应变较大1.341E-02mm,且为受压应变。由以上分析可知应变很小,满足要求。
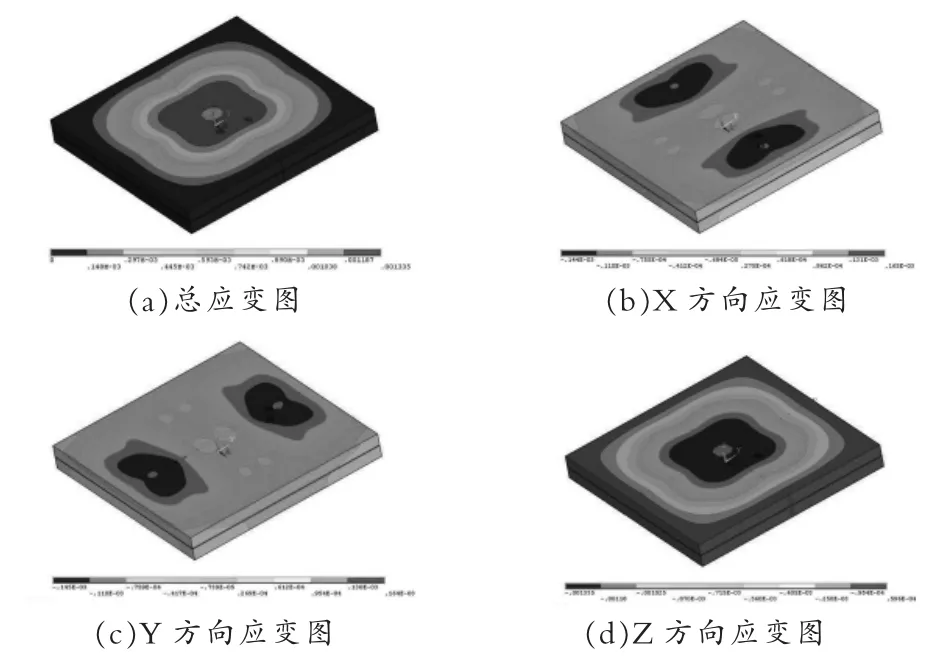
图7 常温冷却开始时应变图Fig.7 The strain diagram at the beginning of room temperature cooling
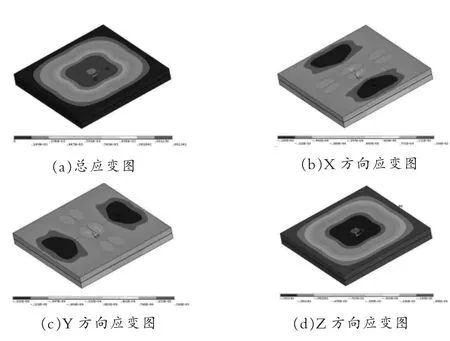
图8 常温冷却结束时应变图Fig.8 The strain diagram at the end of room temperature cooling
4 结束语
由以上分析可知,整个真空保温过程中,应力与应变均比较小,且为边角处变形较大。其中,边缘材料变形较大是材料受热膨胀造成的。而在常温冷却状态下,应力应变比真空状态变大许多,但仍没有超过安全应力值。常温状态下周边应力应变变小,而中间部分应力应变变大,究其原因,是周边材料冷却凝固速度较内部较快造成的。周边材料冷却后,内部材料仍有较高余温,相对而言,内部材料受热膨胀,周边材料冷却缩小,这必然会使中间部位材料产生压力及压应变。
[1]郑启光.激光先进制造技术[M].武汉:华中科技大学出版社,2002.
[2]关振中.激光加工工艺手册[M].北京:中国计量出版社,1998.
[3]鹿安理,石清宇,赵海燕.焊接过程中的温度场、应力场的三维有限元数值模拟[J].中国机械工程,2001,2.
[4]吴言高,李午申,等.焊接数值模拟技术发展现状[J].焊接学报,2002,3.
Stress Strain Analysis of Vacuum Glass Laser Welding Based on ANSYS
LIU Jun,ZHU Min-Hong
(Jianghai Polytechnic College,Yangzhou Jiangsu 225101,China)
By using finite element analysis software ANSYS on laser welding of vacuum plate glass is simulated and analyzed by using thermal structure coupling theory,the establishment of the stress and strain field of model,analyzes the influence of the temperature gradient produced by stress strain.From the ANSYS software calculation and analysis can be drawn,welding the existence of welding deformation,especially the maximum deformation at the corner,but the maximum strain,no more than the failure limit.Vacuum stateis the corner of large deformation under normal temperature cooling the surrounding deformation is small and middle position maximum deformation.
laser welding;ANSYS;stress strain analysis
TH132
A
10.3969/j.issn.1002-6673.2015.01.035
1002-6673(2015)01-097-03
2014-12-01
刘峻(1970-),男,江苏扬州人,副教授,硕士,扬州大学访问学者。研究方向:机电设计、数控技术;朱敏红(1969-),女,副教授,高级工程师,大学本科。研究方向:机械电子工程。
猜你喜欢
英语文摘(2021年4期)2021-07-22
哈尔滨轴承(2021年1期)2021-07-21
煤气与热力(2021年3期)2021-06-09
现代临床医学(2019年4期)2019-09-10
中学历史教学(2017年12期)2018-01-19
电镀与环保(2017年3期)2017-06-23
电子制作(2017年19期)2017-02-02
焊接(2015年8期)2015-07-18
中国工程咨询(2015年2期)2015-02-14
现代检验医学杂志(2015年6期)2015-02-06
