
研制YJ29接装机烟支导块支架调整装置
2015-10-21 18:31吴树清
科技与企业 2015年18期
吴树清
引言
YJ29接装机从卷烟机接收双倍长烟支,经第一圆刀分离成两支无嘴烟支段,在综合鼓轮处两烟支段中间放入一滤嘴段,通过靠拢鼓轮压缩成167mm长烟支滤嘴组合,经搓接成型为168mm长双倍烟支,双倍长烟支经过烟支导块导向,进入最后分切圆刀切割成两支等长烟支。内、外排烟支长度主要取决于烟支导块的位置。
1、存在問题
内、外烟支导块间的距离是通过167.5mm长烟支量棒进行调整,而固定内、外烟支导块的支架的位置调整,则是通过松开支架上两颗固定螺丝,用手(或榔头敲击)来移动支架的内外位置实现。这种调整方法费时费力,需多次反复调整才能基本满足生产要求,调整过程中产生大量的废品烟支,且内外排烟支长度偏差大,烟支长度CPK指数处于1.0以下水平。
2、设计思路
在机械设计中,需精确调整零部件位置的部位通常采用螺纹机构。螺纹机构具有传动比大、传动精度高等优点,因此也常用于机床的刀进给、零部件位置的微调等。螺纹机构对机件的同轴度要求较高,一旦同轴度不能满足要求,则螺纹机构失效。在烟支导块支架处,直接采用螺纹机构,则安装后螺纹机构同轴度很难保证。只有对螺纹机构进行改进,消除因同轴度不一致导致螺纹机构失效的影响,烟支导块支架的精准调整才能实现。利用推块装置对同轴度没有要求的特点,将螺纹机构与推块装置结合在一起,组合成螺纹推块机构,即可实现螺纹传动的精准控制,又能消除因同轴度不一致所造成的影响。
3、螺纹推块装置制作
3.1材料的选择
在螺纹调整装置制作材料的选择上,由于螺纹调整装置需要承受约200N的力矩,主要考虑材料的抗拉强度、硬度和经济性,选用45号钢作为加工材料。
抗拉强度:ób=Pb/Fo
Pb——试样拉断前的最大负荷
Fo——试样原横截面积
?b根据手册得出最大为600Mpa
Fo=ΠR2=3.14×0.012=0.000314m2
Pb=?b×Fo=600000000×0.000314=188400N
188400N>200N;选用45号碳素钢能满足抗拉强度要求。
3.2螺距的选择
考虑到烟支长度最小有效数值为0.1mm,选择螺距为1mm的单线螺纹,螺纹转动1/10周,则可实现0.1mm的调整量。
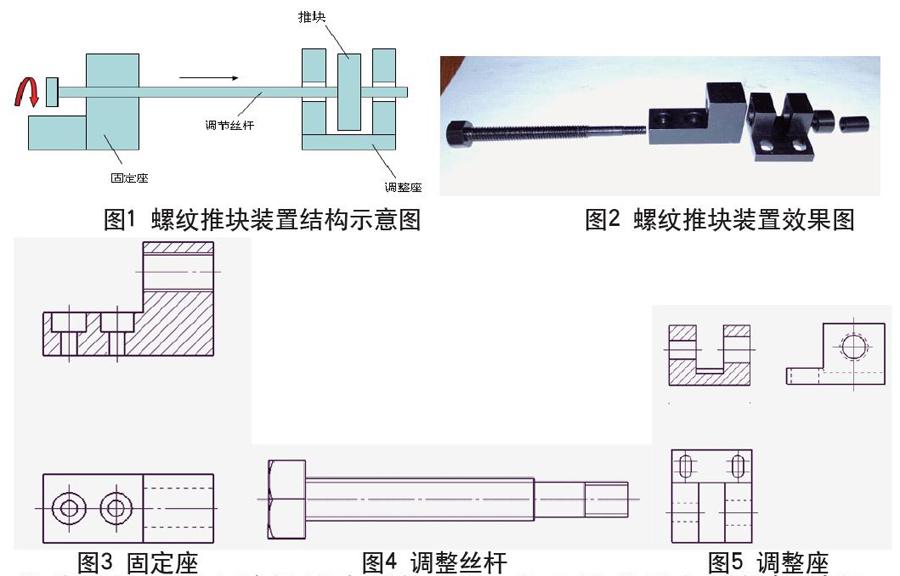
3.3螺纹推块装置的结构
烟支长度导块调整装置由螺纹机构和推块机构变形组合而成,其结构为:固定座、调整座、推块、调节丝杆、衬套等组成。固定座、调节丝杆组成螺纹机构,用于将调节丝杆的回转运动变为直线运动;调整座、调节丝杆、推块、衬套等组成推块装置,使调节丝杆的直线运动转化为调整座的直线运动。调整座固定在烟支长度导块支架上,从而实现烟支长度导块支架的里外位置精准调节。
4、改进效果
通过设计改进最后分切圆刀处的烟支长度导块调整机构,烟支长度从改进前用手(或榔头敲击)调节变为螺纹装置精确调节,耗时从原来的至少5次以上反复调整才能基本满足要求,到采用螺纹装置只需一次就能精确调整到位。从改进前后实测数据看出,烟支长度缺陷烟支从0.1%降低至0.05%以内,烟支长度标准偏差从0.17mm降低至0.14mm以内,长度CPK指数从0.6上升至1.33以上。该螺纹推块机构已在多台YJ29设备上进行使用,具有较好推广价值。
猜你喜欢
数码设计(2020年3期)2020-08-21
祝您健康·文摘版(2019年3期)2019-06-11
科学与财富(2018年18期)2018-08-09
作文大王·低年级(2017年11期)2017-12-05
环球市场信息导报(2017年6期)2017-06-15
中学教学参考·理科版(2016年3期)2017-05-19
中学生数理化·八年级物理人教版(2017年2期)2017-03-25
学苑创造·A版(2017年1期)2017-01-19
数学大王·低年级(2016年3期)2016-03-11
汽车之友(2016年3期)2016-01-30
