卡套式管接头密封的可靠性分析
2015-10-21 18:40杨圣龙
华人时刊·中旬刊 2015年4期
杨圣龙

【摘要】为了有效掌握卡套式管接头在油、水、汽中的密封性,文中提出了基于卡套在管路系统中密封的可靠性分析,通过对卡套的预装、密封的原理、造成泄漏的可能性、所用的材质、不同规格卡套的对比而得出卡套在实际工作中的可靠性。
【关键词】卡套;管接头;钢管;密封
中图分类号:TH13
文献标识码:A
文章编号:1006-0278(2015)04-096-02
卡套式结构在中重型卡车管路上的应用很多,主要是因为它具有如下优点:结构简单、密封性能良好、耐压性能好、重量轻、体积小、使用方便以及不用焊接。是液压、气压系统中较为理想的管路连接结构。
卡套式结构中主要分为三部分:具有24°锥形孔的管接头1,带有尖锐内刃的卡套3和起压紧作用的螺母2。
卡套式接头预装准备:
准备钢管:卡套接头所用钢管必须是精密冷拔无缝钢管。
1.将钢管垂直锯断,管端面与管轴线的垂直度允许误差为±0 5°,锯断后不得影响钢管锯断处圆度和直径。
2.在钢管的端口,内外表面轻度去毛刺,允许的倒角为0.2×45°。
3.如果钢管需要折弯,则钢管端面至弯曲处的直线段长度至少为螺母高度的3倍。
卡套预安装:为保证接头安装效果建议用预安装接头体或其他相应预安装设备进行预装配。
1.在螺母的螺纹上,预安装接头体的螺纹和锥面上以及卡套上涂少量油脂.不锈钢接头需使用专用润滑脂。
2.将螺母和卡套推上钢管,并确认卡套没有装反。
3.将钢管压紧在预安装接头体内(钢管一定要插到底),用手将螺母拧入预安装接头并拧紧画上记号,将钢管向外拔出1mm的距离,再用扳手拧紧螺母,直到卡套抱紧钢管,这时将明显感觉到拧紧力的增加,保证钢管不跟转,然后用扳手继续将螺母拧紧大约1.3至1.5圈,对于φ12mm以上较大规格的钢管要用加长的扳手。
4.检查钢管是否在卡套前端受挤后形成了一个明显突起,并已将卡套前沿包住,如已形成而且卡套在钢管上不能前后移动,只能略微转动说明预安装完成。
5.為了避免在卡套收紧时,钢管收缩变形,钢管壁厚不能太薄,对于φ8-φ15的钢管壁厚>lmm φ16-φ18钢管壁厚>1.5mm,φ20-φ35的钢管壁厚>2mm,φ38-φ42的钢管壁厚>2.5mm,如必须选用薄壁管,请在钢管内塞衬套,增加连接处壁厚。
6.预装后的卡套外圆,不得因中部拱形凸起过大,而被接头体内锥孔端面卡出痕迹,卡套的刃口部外圆也不应损伤接头体内锥面。
7.预装后再装配时,从手感到拧紧力矩突然增加,再拧紧大约1/2圈,卡套止推环到卡套尾部产生一定的弹性变形,以增加卡套86°外锥与螺母的摩擦力,以防螺母松动,另外贮存在卡套里的弹性力可抵削吸收管道的震动能量。
卡套式接头预装的优点:由于预装体为合金工具钢制造,在淬硬状态下使用,所以卡套与锥体,本体与螺母间的摩擦系数要比奥氏体不锈钢对奥氏体不锈钢的摩擦系数要小得多。这样,使得拧紧力矩能在较小损失的情况下,直接作用于卡套的切入,预装体装配拧紧力矩与拧紧圈数能很好匹配,不可能出现拧紧还不到一圈时就拧不动的情况。用本体直接装配时,只有采用一些防咬合减磨措施,如螺纹特殊表面处理。另外,加润滑剂,才能保证正确装配。不锈钢接头直接装配时,如果出现拧紧力矩与拧紧圈数不匹配时,正确的做法应该按规定的拧紧圈数执行。
技术的发展随着管端成型机的出现,大大降低了管端成型的工作时间,只需将卡套套在管端放在管端成型机的口部成型模中,通过冲压原理挤压成型,不紧效率高而且冲压效果还好,卡套的内刃口嵌入钢管外壁,卡套前端受挤后形成了一个明显突起,并已将卡套前沿包住,冲压卡套锥面形成的角度为26°。
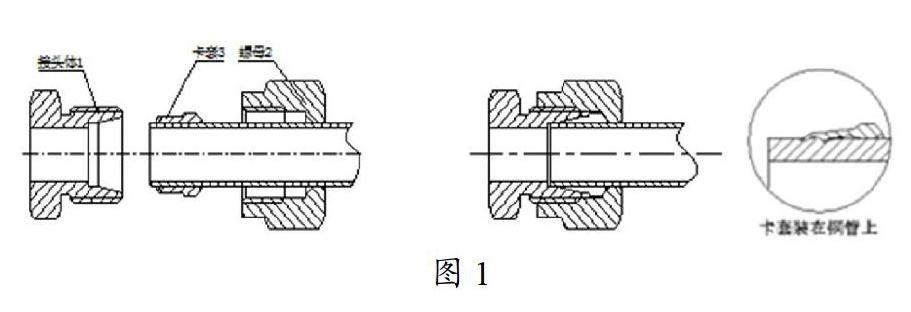
卡套式管接头的密封原理:如图1所示在装配紧固之前先将管子插入接头体的内孔,卡套右端在螺母的拧紧项压下,左端被挤进接头体内锥孔与管子间的间隙里,使卡套的外锥面形成锥面接触密封。卡套的内刃口嵌入钢管外壁,在钢管的外壁压出一个闭口环槽起切入密封,进一步拧紧螺母,使卡套中部稍微凸起,产生弹性变形,弹性应力使卡套右端面与螺母锥面产生摩擦力,以防螺母松动,弹性变形部分可吸收液压管道中的震动,卡套式接头通过拧紧螺母将卡套26°锥面收紧在接头的24°锥面内,在卡套咬住钢管的同时形成有效的硬接触密封,卡套右端的孔对管子有支撑作用。此种管接头有较好的抗振和抗液压冲击性能,另外相对于焊接式接头不会在安装过程中由于产生氧化皮污染管路清洁度。
在正式装配前将卡套固定在管端的工序称为预装。预装后的卡套允许在管子上有周向旋转,但不允许沿轴线方向移动。正式装配时,卡套被推进24°锥形孔并随之变形,使卡套与接头体内锥面形成线接触密封。同时,卡套的内刃口嵌入钢管外壁,在外壁上压处一个环形凹槽,从而起到可靠的密封作用,有利于密封和防止螺母移动。当然作为卡套式结构中重要组成的卡套,制造精度按国家标准GB3764-2008,其表面需热处理,表面硬度范围在(550~800)HV,硬层深度为(0.03~0.05)mm,芯部硬度范围(220~300)HV,这样保证了卡套有足够的硬度和韧性,保证刃口锋利不损坏,同时卡套中部弹性良好,以便产生中部外凸的弹性变形。与卡套相互作用的钢管需作退火或正火处理,表面硬度在HRB80以下,这样有利于卡套内刃口的切入。卡套切入钢管表面后,卡套的刃口不得变钝,管子被切的刃痕需规整。卡套尾部沿径向收缩应抱住被连接的管子,允许卡套在管子上稍转动,但不得松脱。(卡套式结构实际装配后,接头体内锥面和螺母后内锥面的沿管子轴向合力使得卡套被挤压的中部外圆弧凸起而形成外密封;沿管子径向合力使得卡套牢牢切入管壁而产生内密封。二者同时发挥作用保证卡套式结构体的密封性。)
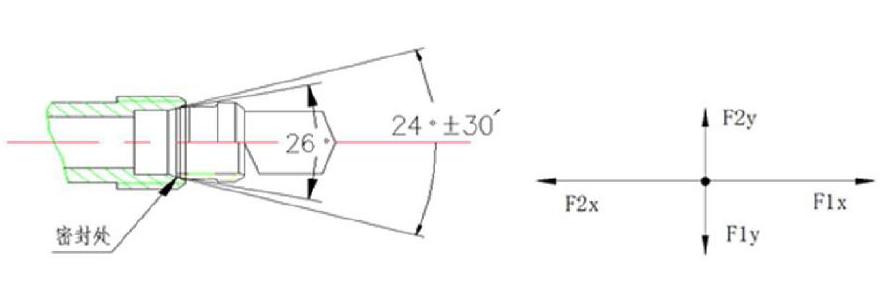
结合下面卡套式结构装配图来对卡套的受力情况进行分析。要定义以下分力:a.管接头锥面对卡套锥面的压力为Fl,其沿轴向分力为Flx,沿管径方向分力为Fly;b.螺母尾部锥面对卡套尾锥面的力为F2,其沿轴向分力为F2x,沿管径方向分力为F2y。沿轴向分力Flx和Fly的合力使卡套被挤压,并在前端产生球形拱面,其与接头内锥面形成接触密封。同时卡套被挤压而产生弹性变形,对螺母和接头的连接紧固也起到一定的作用。沿管径方向分力为Fly和F2y的合力使得卡套紧紧收缩包在钢管上,对卡套和钢管间的内密封起到一定的作用。
以上对卡套式结构的卡套受力分析后,卡套与接头体内锥面的外密封和卡套内刃切入钢管外壁形成的内密封决定了卡套式结构的优良密封性能。
用要点
A.卡套是这种接头的关键零件,要求卡套不仅要有较高的制造精度,而且要有足够的硬度和韧性,保证刃口锋利不损坏;同时中部弹性较好,以便产生中部外凸的弹性变形,所以卡套质量的好坏是密封性能的决定因素。
B.管子表面硬度在HRB80以下,以利于卡套切入,但是管壁也不能过软过薄,以免卡紧时变形。
C.切断管子时,要保证管端与轴线相垂直。切管子所用的夹具形状尺寸要与钢管外表面相适应,以免管子变形。装配前应去掉切口处的毛刺和内外棱角,但是倒角尺寸不得大于管壁厚的1/4。
D.要求外径公差及失圆度小的管子,如冷拔无缝钢管,因为管子与卡套内孔间隙过大,会影响到卡套的切入深度。
E.接头体的内锥面和卡套左端的外锥面不得有任何刀痕或檫伤。装配前应将接头体檫洗干净。
F.组装前将准备插入接头的管子端部清洗干净,避免铁屑、砂尘等损坏卡套刃口或进入工作液内。
G.紧固力矩是卡套式接头装配的关键之一。紧固力矩不够时,卡套刃口不能切入管壁或切入深度不足;紧固力矩过大又可能卡坏管子。
H.为了装配可靠,在正式装配前必须进行预装配。
卡套式管接头泄漏的原因
A.接头装得不紧,使密封压力不足。
B.接头安装过紧,使卡套屈服变形而丧失弹性。
C.卡套刃口硬度不足,装配后不能切入管壁。
D.润滑不良,螺纹檫伤,使摩擦力矩增大,因而力矩扳手的指示虽然己达到要求,但卡套与接头体之间并未压紧。
E.密封表面有刀痕、檫伤或有脏物。
F.管子端面不干净,妨碍管子的正确安装。
G.接头体与管子不同轴,导致装配不正,挤压不紧。
H.大口徑卡套的密封可靠性差,特别是直径28mm以上在高压管路不易使用。
卡套式管接头技术条件:
几种卡套在尺寸设计上的比较:
国内和台湾产卡套尺寸设计大体一致,只是台湾产单刃口卡套硬化层35~45um,硬度700HV,韧性较好,芯部硬度量180HV,内孔通径偏小,双刃口卡套,大直径较其它卡套大,个别规格与国产卡套不互换,但弹性变形区等强度悬臂设计较好,大大提高抗屈服能力。双刃口渐进式卡套,多一道预制变形沟,使双刃口收紧更省力,并且当双刃口切入到一定深度后,止推环限制刃口过度切入钢管外壁,在保证刃口切入深度的同时,又保证了弹性区有高的抗屈服能力,外径内孔尺寸较单刃口有所不同。
参考文献:
[1]卡套[S].GB3764-2008.
[2]卡套式管接头技术条件[S].GB3765-2008.
猜你喜欢
阅读(科学探秘)(2022年6期)2022-06-23
装备维修技术(2021年39期)2021-11-17
动漫界·幼教365(大班)(2019年10期)2019-10-28
科技资讯(2019年4期)2019-05-14
诗潮(2019年1期)2019-01-25
伴侣(2018年6期)2018-06-27
科学与财富(2018年35期)2018-01-15
学苑创造·C版(2016年12期)2017-01-17
科技与企业(2015年15期)2015-10-21
新高考·高二数学(2014年7期)2014-09-18