HZS型砼搅拌站系统研究与粉料计量的提升
2015-10-21 12:53:06王丽萍
企业技术开发·中旬刊 2015年3期
关键词:控制系统
王丽萍

摘 要:加快混凝土搅拌站升级,提升混凝土质量,对于国内基础建设有着重要的意义。文章简要介绍了HZS型混凝土搅拌站的优势、结构与原理以及主要生产系统。文章针对HZS型混凝土搅拌站存在的问题,提出提升粉料计量的技术与措施,不断提高混凝土搅拌效率和混凝土質量,提升搅拌站的稳定性。对于促进产业升级和节能减排,淘汰落后产能有着重要的意义。
关键词:HZS型砼搅拌站;双卧轴搅拌主机;粉料计量;控制系统
中图分类号:TU642 文献标识码:A 文章编号:1006-8937(2015)08-0143-03
近年来,随着国内基础设施建设的不断扩大,混凝土的需求也越来越大,而且要求越来越高。在此背景下,混凝土搅拌技术得到了很快的发展,特别是HZS系列砼搅拌站的建设与推广,大大提高了砼的生产能力和质量。HZS系列砼搅拌站由物料供给、计量、搅拌及电气控制系统组成。采用先进的模块化设计,实现了分单元运输,安装时将各单元组合,缩短了建设周期;采用人机一体化设计,具有配比储存、落差自动补偿、砂含水率补偿、可实现搅拌过程的手动、全自动控制,并配有打印系统,可进行全过程显示和监控,并配有生产管理和物料消耗统计等功能。能生产不同型号的砼满足不同的用户需求,不仅提高了砼的生产效率,而且可靠性高、能耗低等。
1 HZS型砼搅拌站的结构与原理
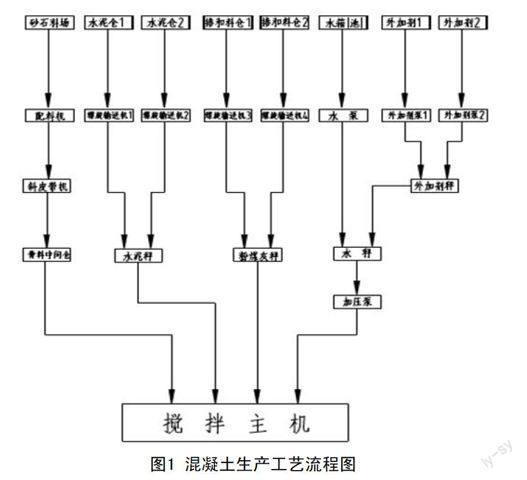
砼搅拌站设有主楼,一般为钢结构,主楼下部为双卧轴搅拌主机。骨料秤、水泥秤、水秤及外加剂等的计量设备全部在主楼内。主楼外部布置有筒仓,大小和数量由混凝土搅拌站的大小而定。骨料配料和上料系统由配料机、斜皮带机共同组成。此外,还设置有独立的控制室,对整个生产系统进行集中控制与管理。其原理为:骨料采用装载机上料,进入配料机,配料机可储存四种骨料,骨料配好后通过皮带机输送到骨料仓中。根据不同的需要,粉料仓可设置为2个水泥仓,2个掺和料仓,水泥和掺和料经螺旋机送入计量斗中。水和外加剂由泵输送到计量斗。通过控制室下达指令,将计量好的各种材料依次送入搅拌机中,经一定时间搅拌后,就可生产出合格的混凝土。同时,通过除尘系统将收集到的粉尘加入搅拌机中,避免了粉尘过大影响生产。通过打印机和监视器还可对整个生产系统进行集中控制与管理,从而实现自动化和智能化生产。其生产工艺流程如图1所示。
2 HZS型砼搅拌站主要生产系统
2.1 骨料输送、储存及称量系统
主要包括配料机、斜皮带机和中间仓,在生产之前,先将砂石储存于配料机储料仓中,在生产时,通过控制系统开启气缸,储料仓中的砂石就会先后从储料仓底部进入骨料称斗中,并进行称量,再通过水平皮带机和斜皮带机输送至骨料暂存仓。当搅拌机进行工作时,再通过控制系统打开气缸,将暂存仓内的砂石送入主机中进行搅拌。
2.2 粉料计量系统
粉料计量供给系统包括筒仓、螺旋输送机、骨料储料斗、水泥计量斗、粉煤灰计量斗、水计量斗、液体外加剂计量斗和支架组成。
2.2.1 筒 仓
筒仓为圆柱形钢结构,出口安装在底锥部,出料口上装有翻板式卸料门,控制粉料从仓体卸出。顶部装有电动除尘器,当除尘器上集尘较多时,在控制台上操纵振动电机,将集尘抖落。料仓上下部各装有一只料位计,该料位计与控制台相连,通过电信号可及时、正确地了解料仓储料情况。
为防止粉料起拱,在料仓锥部装有吹气破拱装置,利用电磁阀控制压缩空气的释放进行粉料破拱,电磁阀由微机根据粉料供给时间控制,即粉料在供料30 s后仍达不到规定量后自动破拱,也可手动控制破拱。
料仓内的料是由水泥车直接将粉料送往仓内的,仓内有一根直通仓顶的管路用于输送粉料。
2.2.2 螺旋输送机
在粉料称及粉料仓之间配有螺旋输送机,水泥或粉煤灰螺旋输送机安装需要有一定的倾角,倾角和输送量与混凝土搅拌站的规模有关。
螺旋输送机是由电机经减速机驱动螺旋轴将粉料从仓体中送往粉料称中。螺旋输送机分三节组装,每两节中间设有中间支承,螺旋叶片为变螺距叶片,以便于输送。螺旋输送机进料端通过球铰法兰连接到粉料仓出料口法兰上。螺旋输送机另一端用钢丝绳吊挂在粉料仓上,每一节上均有检测孔和维修孔。为了保证螺旋输送机正常工作,粉料不得有结块或异物,并应适当调整粉料卸料门,使粉料落量与螺旋输送机输送量相适应。当粉料长时间不用时,应将螺旋输送机内料放净,以免粉料受潮结块,造成阻塞。
2.2.3 骨料暂存仓
骨料暂存仓用于储存一罐计量好的骨料,它由仓体和卸料门组成。暂存仓由成型板配焊而成,固定于机架上;卸料门为悬臂单气缸卸料门,由单气缸控制卸料门启闭,卸料门上安装有一个关门限位,当一罐料卸完,卸料门关闭后,给微机一个信号,以运送下一罐计量好的料,卸料门底部通过橡胶套与主机盖连接,以达到防尘目的。
2.2.4 水泥、粉煤灰计量斗
水泥计量斗由斗体和卸料门组成,由三只传感器吊挂于机架上。斗体由成型好的板材配焊而成,卸料门采用WAM单法兰蝴蝶阀,密封性能好,蝶阀由气缸控制启闭。水泥料由螺旋输送机送入,螺旋输送机与料斗之间用防水帆布连接,计量斗出口与搅拌机罩盖之间用橡胶套连接。计量斗上端设有除尘口通过骨料储料斗与除尘系统相通,达到除尘效果,所有帆布(橡胶)套与除尘管不应绷得过紧,以便保证水泥计量精度。运输状态时,应将传感器卸下,用吊环代替,以防止运输时对传感器造成破坏。水泥计量斗上装有振动电机,当计量斗卸料不净时,振动电机自动动作帮助将料卸净。粉煤灰计量斗与水泥计量斗结构型式及工作原理相同。
2.2.5 水计量斗
水计量斗由斗体、蝴蝶阀等组成,由三只传感器吊挂于机架上。斗体是由板材和型钢组焊而成,蝴蝶阀由气缸、阀体和电磁阀等组成。称量好的水经卸水蝶阀及加压泵打入搅拌机内。运输状态将传感器拆下,水计量斗由吊杆吊挂,固定于机架上。
2.2.6 外加剂计量斗
外加剂计量斗是由板材组焊而成的钢圆筒,出口设有蝶阀,整个计量斗通过传感器吊挂于水计量斗机架上方的外加剂称量机架上。外加剂的出口处配有出料漏斗,可以防止外加剂外溅影响称量精度。
2.2.7 支 架
支架都是由型材拼焊而成。工作状态,机架用螺栓固定于主樓机架上,上边安装有骨料储料斗、水泥、粉煤灰、水及液体外加剂计量斗。运输状态,因各计量斗、储料斗底部伸出机架下平面,运输时需拆下支架发货。
2.2.8 除尘系统
一般来说除尘机由马达、风扇系统、喷气系统、缸体、底座、尘袋及密封胶条等组成,它分别与搅拌机罩盖除尘口及骨料储料斗罩盖相连,达到除尘目的。选用除尘机应注重低耗电量、低维修率、长使用寿命,快速除尘及单位面积除尘能力。
2.3 电气控制系统
电气控制系统由监控系统、微机控制系统和强电控制系统组成。包括两种控制方式:①手动控制方式,主要通过工作人员通过手动控制各种按钮完成混凝土的生产;②自动控制方式,主要通过计算机设置一定参数来实现混凝土的生产与管理,可根据需要对2种控制方式进行自由切换。
监控系统由彩色摄像机、自动光圈镜头、彩色四画面分配器和彩色显示器等组成。管理人员可通过监视器可清晰的观察到配料状况、搅拌状况以及混凝土的卸料状况,便于生产调度,一旦出现状况可及时行进处理,提高了生产效率。
微机控制系统的核心是计算机自控技术,具有信号监测、数据处理和人机对话的功能。目前,该项技术不仅应用于混凝土搅拌站,在其他领域都有很广泛的应用。采用计算机自动控制技术,极大地提高了商品混凝土搅拌站的生产效率,规范了混凝土的生产与管理。工业微机控制系统由电脑硬件、控制专业软件及外部打印机组成,具有配比储存、落差自动补偿、砂石含水率补偿等功能,能准确、方便地输入、调出和修改各物料的设定值及配方号;可对整个生产操作做出提示,使得整个生产和管理轻松自如,并可以将有关的生产数据储存或随时以各种报表形式打印出来。同时,微机控制系统的信号处理器有很好的抗干扰能力。
强电控制系统由电气柜和操作台组成。具有完善的自锁、互锁功能,以保证系统准确、可靠地运行,并具有常见故障检测及报警功能。
2.4 搅拌及卸料系统
搅拌系统由主机与主机盖组成,主机采用双卧轴强制式搅拌机,固定于主机架上。搅拌主机盖上设有骨料进料口,水泥、粉煤灰、水及液体外加剂进料管和除尘口等,各进料口与各储料斗、计量斗连接。此外,还有检修门并装有触点式安全开关,打开检修门搅拌机就会自动停止运行,便于维修。
卸料系统有卸料门、液压油缸、液压油泵、限位接近开关组成,自动运行时,一般设置全开、全关、半开三种状态。液压油缸采用直行程油缸,用液压油泵提供的液压油经耐压油管来推动卸料门角行程。
3 粉料计量的提升
3.1 粉料计量的原理与存在的问题
在HZS型混凝土搅拌站生产过程中,粉料计量精度是混凝土质量的关键因素,目前HZS型搅拌站粉料计量过程:粉料储存在粉料仓内,通过螺旋机将粉料输送到粉料计量斗内,称量斗下部的传感器将重量转换为电信号送到称量控制仪进行称量控制。
粉料称量控制原理:在搅拌站开始生产前,需要在称量控制仪上输入混凝土配合比(混凝土各种物料设定值),设定落差值(也可由系统自动生成),落差修正范围(依据计量精度设定)。每一盘计量过程中,称量控制仪发出螺旋机开机指令,螺旋机向粉料斗输送粉料,当粉料斗粉料重量达到定值(定值等于粉料设定值-设定落差值)时,称量控制仪发出螺旋机停机指令,螺旋机断电,由于螺旋机惯性作用,螺旋机会继续旋转一定的角度,输出部分粉料,加上螺旋机断电时出口至称量斗粉料表面之间正在下落的粉料,形成实际落差值,实际落差值加上定值为粉料的实际重量。当一盘粉料计量结束后,称量控制仪对实际落差值与设定落差值进行比较,误差在落差修正范围内时,下盘粉料计量原设定落差值计量,误差超出落差修正范围时,称量控制仪自动修正设定落差值,下盘粉料计量按修正后的落差值计量。
螺旋机断电后由于惯性作用继续旋转角度的大小受电压的波动、粉料的粘度、螺旋机润滑状态、磨损情况的影响,由于电压的波动、粉料的粘度、螺旋机润滑状态、磨损情况随机性因素较多,使得螺旋机惯性输出部分粉料无法控制,从而造成实际落差值变化较大,称量控制仪频繁修正设定落差值,结果为多盘混凝土配合比各物料重量总量不超标,单盘混凝土配合比各物料重量超标,严重的影响到混凝土质量。
3.2 粉料计量装置的提升与改进
由落差导致的粉料计量误差在生产中是不可避免的,通过修正对混凝土质量的影响较小。而螺旋机产生的惯性导致的计量误差相对要大很多,对混凝土的质量影响也比较大,在实际生产中,可通过改进生产设备来降低惯性对粉料计量精度的影响。
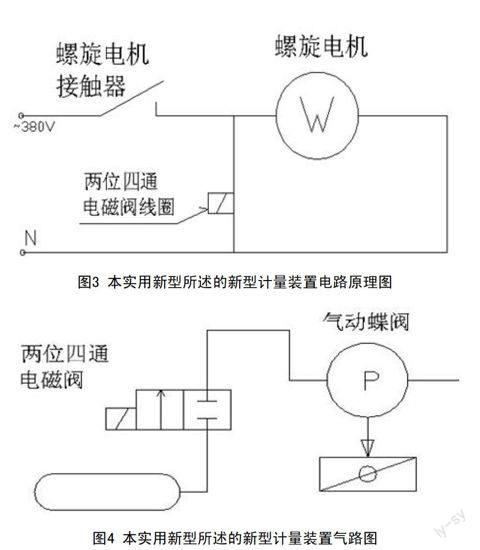
为了HZS型混凝土搅拌站粉料计量精度达到国家标准规定,保证HZS型搅拌站生产出合格的混凝土,中铁六局太原铁路建设有限公司发明了一种新型混凝土搅拌站粉料计量装置(专利号:ZL 2014 2 0551313.7),本实用新型涉及提高HZS型混凝土搅拌站粉料计量精度的装置,特别是凝土搅拌站粉料动态计量精度,确保混凝土搅拌站粉料动态计量精度控制在国家标准范围内。该项技术成功地解决上述技术问题,采用的技术方案是:在螺旋机出口处加装与螺旋机出口直径适配的气动蝶阀,包括蝶阀下连接件、控制电路及气路。
本实用新型适用于HZS型混凝土搅拌站粉料计量,采用新型计量装置后,有效的消除了螺旋机对实际落差值的影响,实际落差值只受螺旋机出口至称量斗粉料表面之间高程及粉料比重变化的影响,而螺旋机出口至称量斗粉料表面之间高程是固定的,粉料比重变化很小,因而实际落差值变化很小,保证实际落差值与设定落差值的误差在落差修正范围内。如图2、图3和图4所示。
具体实施方式为:
①在螺旋机出口处焊接与蝶阀适配的法兰。
②将蝶阀与螺旋机出口处法兰连接。
③将下连接件与蝶阀连接。
④将称量斗与下连接件用蛇形管连接。
⑤从控制螺旋机接触器的继电器上连接控制蝶阀上的电磁阀控制信号线。
⑥从称量斗下方蝶阀气路上安装气路三通,连接螺旋机下方蝶阀气路接头。
⑦计算螺旋机出口至称量斗粉料表面之间粉料重量作为落差设定值输入称量控制仪。
⑧按粉料误差要求计算落差修正范围(取值大小要适中),输入称量控制仪。
⑨开机试生产,经过几盘生产,称量控制仪将设定落差值自动调整到与实际落差值相适应的值。
4 结 语
目前,国内混凝土搅拌站生产企业众多,产品已形成系列化,但技术水平参差不齐,只有部分产品接近国际先进水平,有些技术已经超过进口混凝土搅拌站的水平,其中部分产品具有自动化程度高、生产能力高、称量精度高、投资少、搅拌质量好,能实现多仓号、多配合比、不间断地连续生产以及主机及其主要元器件的国产化程度高等优点,但国内的混凝土搅拌站还存在着整体技术含量不高、普及率不高、地区差异较大、智能化程度不高和环保性能不高等缺点。因此,加大HZS型砼搅拌站的应用与推广,不断提升搅拌系统的性能,提升粉料计量的精度。同时,引进国外先进技术与设备,消化吸收,努力创新,不断提高搅拌站质量和稳定性,降低生产成本,对于促进国家基础建设的意义重大。
参考文献:
[1] 汪立.混凝土搅拌站自动控制系统[D].长沙:中南大学,2006.
[2] 耿贵军.城市商品混凝土搅拌站粉尘及噪声控制关键技术研究[J].建设机械技术与管理,2008,(3).
猜你喜欢
科技创新导报(2016年20期)2016-12-14 09:23:38
科技创新导报(2016年20期)2016-12-14 08:49:21
农业与技术(2016年19期)2016-12-12 02:48:55
科学与财富(2016年26期)2016-12-01 21:39:24
科学与财富(2016年26期)2016-12-01 21:35:54
演艺科技(2016年10期)2016-11-26 22:09:10
考试周刊(2016年88期)2016-11-24 15:25:36
科教导刊·电子版(2016年26期)2016-11-21 09:41:18
电子技术与软件工程(2016年18期)2016-11-14 02:18:06
数字技术与应用(2016年9期)2016-11-09 22:11:46