DB44/T 1669-2015《注塑机专用机械手》标准中重复定位精度和刚性技术指标的研究
2015-10-14 07:53郑泽培
机电工程技术 2015年12期
林 敏,郑泽培
(广东省机械研究所,广东广州510635)
DB44/T 1669-2015《注塑机专用机械手》标准中重复定位精度和刚性技术指标的研究
林敏,郑泽培
(广东省机械研究所,广东广州510635)
广东省地方标准DB44/T 1669-2015《注塑机专用机械手》适用于注塑机使用时进行上下料取件等功能的机械手。该标准的研制是在分析注塑机使用过程及注塑机专用机械手使用功能的基础上,对机械手两大关键技术指标—重复定位精度和刚性进行了定义,并规定了相应的试验方法。通过大量试验获取丰富可靠的第一手试验验证数据并进行技术分析,确定了注塑机专用机械手重复定位精度和刚性的标准技术指标值,最后总结了标准研制过程中的一些经验。
标准技术研究;注塑机专用机械手;重复定位精度;刚性
0 引言
注塑机广泛应用于日用品、家具、家用电器、车辆制造和玩具等行业的塑料橡胶件生产,是国内使用量最大、用途最广的机械设备之一。而与注塑机配套使用的机械手可以提高注塑机的生产自动化水平,有利于提高注塑机的生产效率和降低操作工人的劳动强度,同时减少或避免生产安全事故的发生[1]。
注塑机专用机械手主要用于注塑机生产过程中实现自动上下料。目前国内规模较大的注塑机专用机械手生产企业已超过100家,注塑机专用机械手年产量虽与注塑机的年产量相当,但用量不足注塑机的30%。注塑机专用机械手的使用寿命约为注塑机的一半,且不断在进行更新换代。在制造业企业招工难和人工成本不断提高的严峻背景下,国家实施了制造产业的转型升级和“机器换人”的产业政策,未来注塑机专用机械手在国内将会有很大的市场应用空间。
广东省地方标准DB44/T 1669-2015《注塑机专用机械手》已于2015年9月7日发布,2015年12月7日开始实施。在广东省地方标准《注塑机专用机械手》发布之前,注塑机专用机械手无相应的国家标准、行业标准或省地方标准,而国外的标准体系也只有安全方面的标准,这种状况不利于这一高科技产业的健康发展。《注塑机专用机械手》标准的制定发布为规范省内注塑机专用机械手这一高端智能装备产业的创新研发和生产过程、保证产品在使用时的安全性和可靠性、促进产品质量不断提升提供了依据。
《注塑机专用机械手》标准在研制过程中,考虑了注塑机专用机械手应有的特定功能和使用环境,在分析设备功能和客户需求的基础上有针对性地对设备的精度和刚性这两大关键技术指标和相应的试验方法进行研究,并根据大量丰富可靠的第一手试验验证数据提出标准技术指标的具体要求。该标准的研制方法可为装备制造领域标准研制、关键技术指标的采集、研究和确定提供了借鉴经验。
1 关键技术指标和试验方法的制定
注塑机专用机械手安装在注塑机上后,一旦调整好,只要求它不断快速、准确地重复进行上下料动作(送入或取出工件),因此,其主要性能指标是重复定位精度和刚性。虽然注塑机专用机械手的大部分零部件结构及性能参数与一般数控机床和机器人类似,但由于其特定的使用范围,需要有针对性对注塑机专用机械手的重复定位精度和刚性这两项关键技术指标进行不同于一般数控机床和机器人的定义,并给出合适的试验方法。
1.1精度定义及其试验方法
基于注塑机专用机械手的功能要求,一般使用示教-再现模式,由人工导引机械手末端的执行器(夹爪)或示教盒来使机械手完成预期动作,机械手本身记忆操作动作,然后不断重复再现。因此,注塑机专用机械手对定位精度不必提出要求,但对重复定位精度要求较高,这样才能保证每一次重复到位都准确。而GB/T 12642-2013《工业机器人性能规范及其试验方法》[2]中规定的机器人运动姿态和运动轨迹准确性的要求,对于注塑机专用机械手实现上下料功能并没有太大的作用。
另外,注塑机专用机械手抓取的工件一般都是一些尺寸相对较大(从几毫米到几米不等)且结构不规则的塑料橡胶件,一般情况下,就算是一毫米的重复定位误差,也能保证机械手抓取到工件,实现其准确送料、取件功能。因此,机械手并不需要像数控机床那么高的重复定位精度,也不需要按照GB/T 17421.2-2000《机床检验通则第2部分:数控机床的定位精度和重复定位精度的确定》[3]中的方法进行精度检测。只需要限制机械手重复到位的允差就能够保证每次都夹持到工件,故可将重复定位允差作为重复定位精度值来考核。
考虑到注塑机专用机械手所需的精度值不太高,故机械手重复定位精度值的测量采用指示器(千分表或百分表)进行。同时分别挑选轴向行程的中部点和端部点作为目标位置进行测试,以使测量数据更有代表性。
该标准中注塑机专用机械手的重复定位精度试验方法如下:
(1)选定各轴向行程的中部点和端部点作为目标位置,分别把一指示器(千分表或百分表)安装在各个目标位置;
(2)分别开动机械手各臂运行、趋近目标位置10次,读取指示器(千分表或百分表)读数并记录;
(3)取这两个目标位置的各10次测量结果的最大值和最小值之差(允差)中的大值作为该轴向行程的重复定位精度值。
以Y轴方向为例,其重复定位精度的试验方法如图1所示。
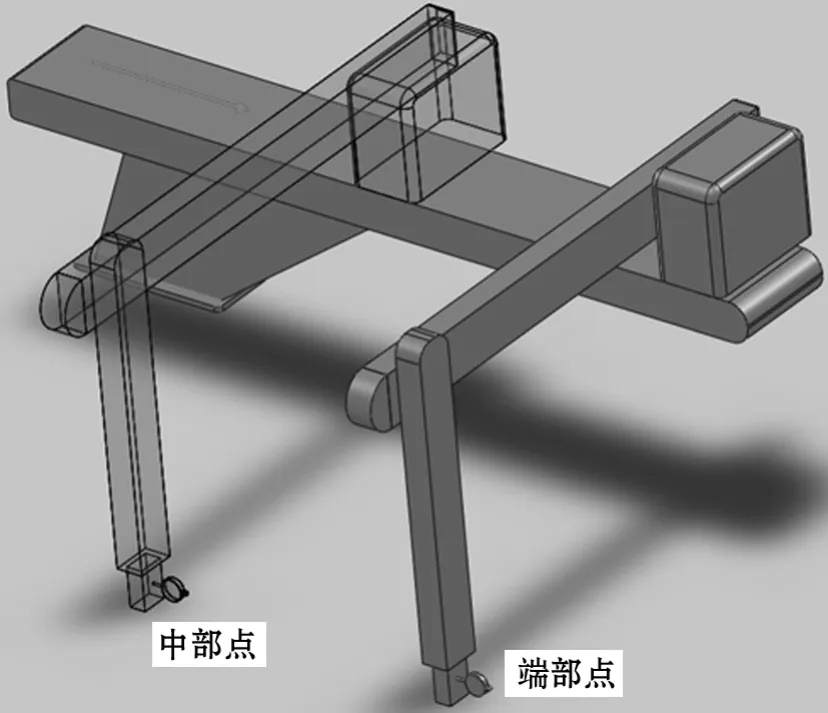
图1 机械手重复定位精度试验示意图
1.2刚性定义及其试验方法
注塑机专用机械手在抓取工件的过程中,要克服自重、负重(机械手的额定载荷一般为几千克到几十千克)和工件在模具中的附着力,而机械手的手臂为长杆结构,端部受力时容易变形,会导致不能很好到位(即降低重复定位精度),所以对其刚性要有较高要求,限制其变形量,故把其受力后的变形量作为刚性值来考核。测试刚性的位置宜选择在各轴向行程的端部,并采用与额定载荷相对应的轴向力施加作用在手臂末端(即负重时整个结构刚性的最薄弱环节部位),以测试机械手手臂薄弱环节在最大力矩下的变形量。
该标准中注塑机专用机械手的刚性按以下方法检测:
(1)开动机械手各臂运行至各轴向行程的端部,停机后锁紧,把一指示器(千分表或百分表)安装固定后,使其测量触头触碰立臂(Z臂)末端;
(2)分别在各个轴向上用测力计施加与额定载荷相等的力,使其作用在立臂(Z臂)末端;
(3)读取并记录指示器(千分表或百分表)的读数值,计算立臂(Z臂)末端的变形量(即施力前后的读数之差)作为刚性值。
刚性的试验方法示意图如图2所示,即在图中1、2、3位置上分别安装指示器(千分表或百分表),并分别施加相应的X、Y和Z轴向力。
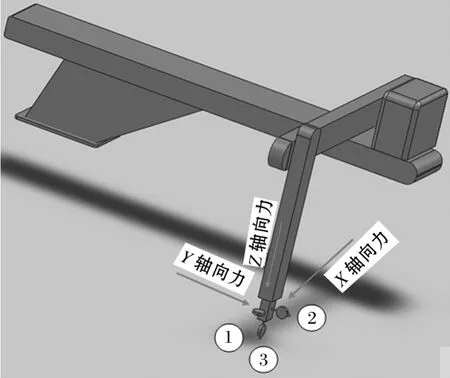
图2 机械手刚度试验示意图
2 试验数据及分析
试验是在标准的合作编制起草单位——台湾天行自动化机械股份/东莞艾尔发自动化机械有限公司内进行。该企业是国内行业的龙头企业,2014年其注塑机专用机械手产量接近广东省内总产量的20%。选择在该企业进行试验,使得获取的数据更有代表性,标准技术指标的确定更有可靠性。
由于重复定位精度和刚性还受到机械手手臂行程的影响,在试验时应对不同规格产品进行试验,才能对产品做出更加全面的技术指标要求,以使其更加准确可靠。立臂(Z臂)是三个臂中最薄弱的一个,其行程也是注塑机专用机械手的重要的规格参数,故在试验中选择不同立臂(Z臂)行程的产品进行试验。选择的型号为R900WD-S5、T1700WS-S3和T2200WS-S3,其立臂(Z臂)行程分别为900 mm、1 700 mm和2 200 mm。
2.1重复定位精度试验
试验按照上面设定的方法进行,使用指示器(百分表)测量机械手手臂趋近目标位置所到达的实际位置值。该次试验的目的是通过获取大量的试验数据以确定标准技术指标值,现将测量的次数定在100次,这样,统计数据的样本已足够大,方便了数据分布规律的研究,能通过分布规律找到最佳的重复定位允差值,同时又不至于使工作量过大。
经试验测量统计,T1700WS-S3的重复定位精度试验测量值如图3~图8所示,其中X轴表示机械手手臂运行趋近目标位置所到达的实际位置值,单位为0.01 mm(1 mm以上部分不予表示),Y轴的数值表示100次测量中对应测试值出现的次数。
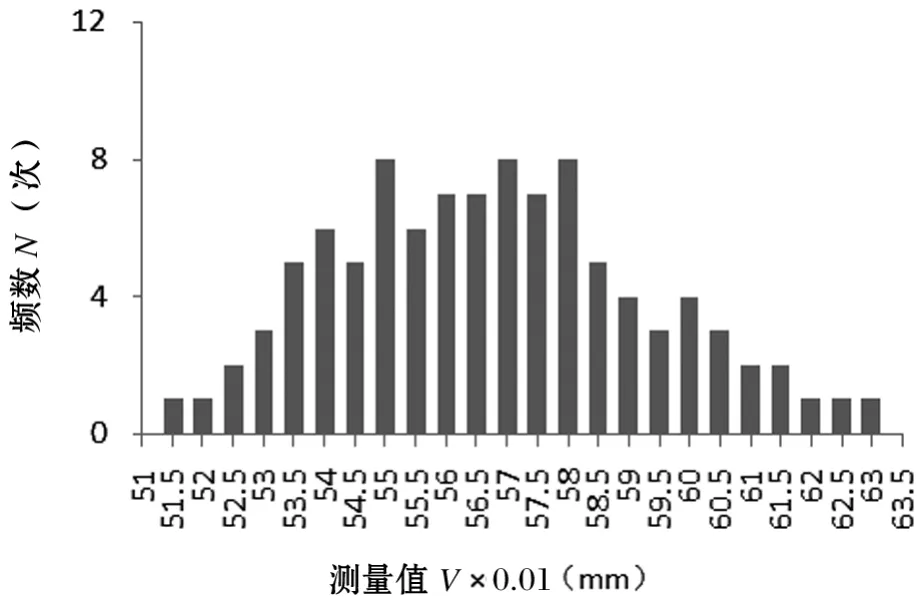
图3 T1700WS-S3型号X轴端部点重复定位精度试验数据
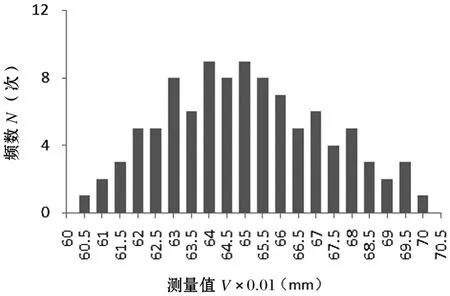
图4 T1700WS-S3型号X轴中部点重复定位精度试验数据
由概率论和数理统计理论[4]可知,机械手手臂多次趋近目标位置所到达的实际位置值是服从正态分布规律的,图3~图8的试验数据也表明了这一分布规律。根据正态分布的性质,机械手手臂趋近目标位置所到达的实际位置值落在区间(μ-3σ,μ+3σ)的概率为99.74%(μ和σ分别为样本的均值和标准差)。因此,可以取该区间的长度,即6σ作为机械手的重复定位精度允差值。对型号为T1700WS-S3的机械手的重复定位精度测量统计结果如表1所示(单位为0.01 mm)。
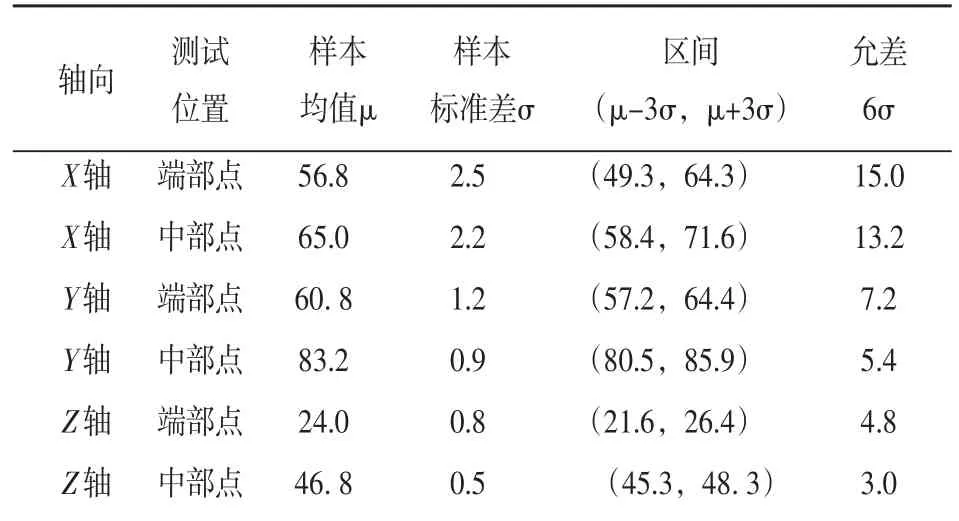
表1 T1700WS-S3的重复定位精度测量统计结果
由表1可知,机械手T1700WS-S3的重复定位的最大允差值出现在X轴的端部点,约为0.15 mm,即为该型号机械手T1700WS-S3的重复定位精度值。
对R900WD-S5和T2200WS-S3采用同样的试验统计方法,得出各型号注塑机专用机械手的重复定位精度如表2所示。
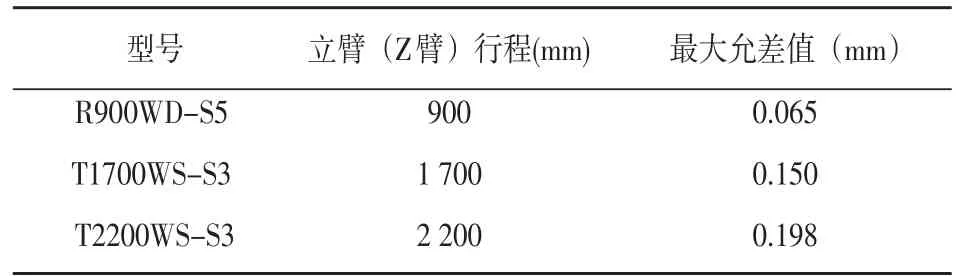
表2 注塑机专用机械手重复定位精度测量统计结果
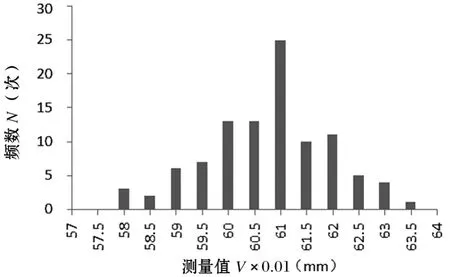
图5 T1700WS-S3型号Y轴端部点重复定位精度试验数据
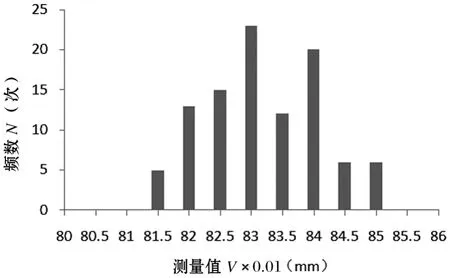
图6 T1700WS-S3型号Y轴中部点重复定位精度试验数据
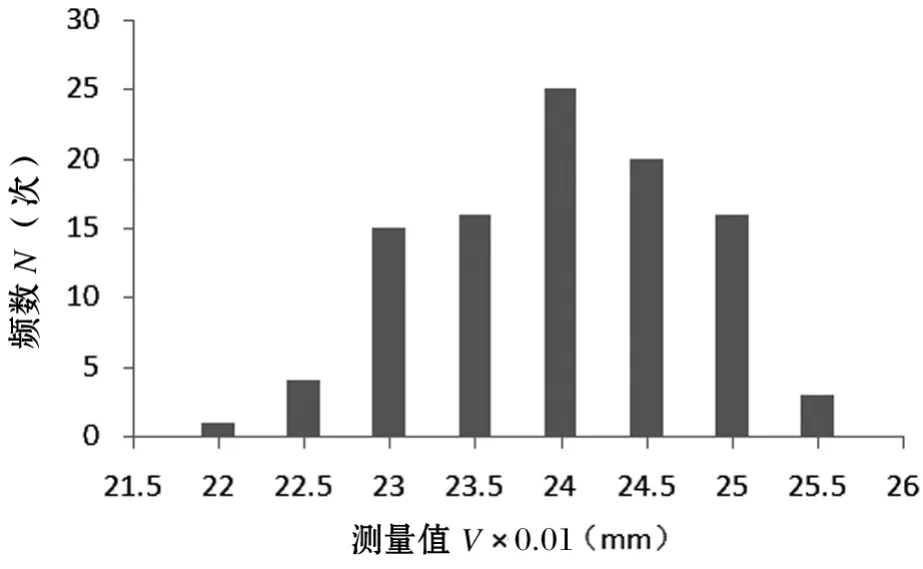
图7 T1700WS-S3型号Z轴端部点重复定位精度试验数据
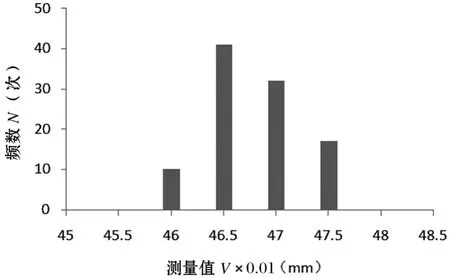
图8 T1700WS-S3型号Z轴中部点重复定位精度试验数据
2.2刚性试验数据
根据上面设定的刚性试验方法,分别在各个轴向上用测力计施加与额定载荷相等的力,使其作用在立臂(Z臂)末端,1 kg的载荷对应10 N的力。为减小测量误差,每个轴向上用同样的方法测量3次,取其平均值作为该轴向上机械手的刚性值,T1700WS-S3的刚性测量值和统计结果如表3所示。
对R900WD-S5和T2200WS-S3采用同样的试验统计方法。为提高测量的准确性,每个型号取三台样机进行测量,并取测量结果的平均值作为变形量。机械手的刚性试验测量统计结果如表4所示。
3 标准技术指标制定
考虑到标准研制过程中试验验证的设备为省内注塑机专用机械手行业龙头企业的产品,同时结合本单位(机械检验站)在对行业内其他3家生产企业的共20多个同规格类型产品的检验数据进行分析,把重复定位精度和刚性指标值在试验结果的基础上放大适当的倍数,以使该标准更能体现该行业的实际技术水平,并引导技术水平相对落后的生产企业提高产品质量。因此,最终将注塑机专用机械手各轴重复定位精度和刚性要求确定为表5和表6所示。
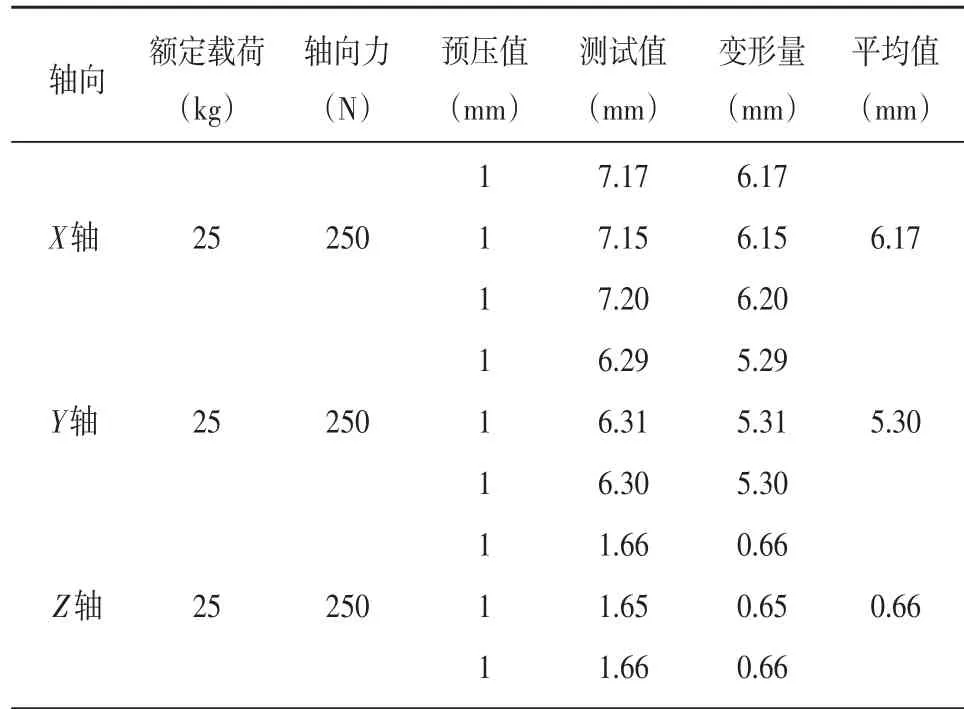
表3 T1700WS-S3的刚性测量统计结果
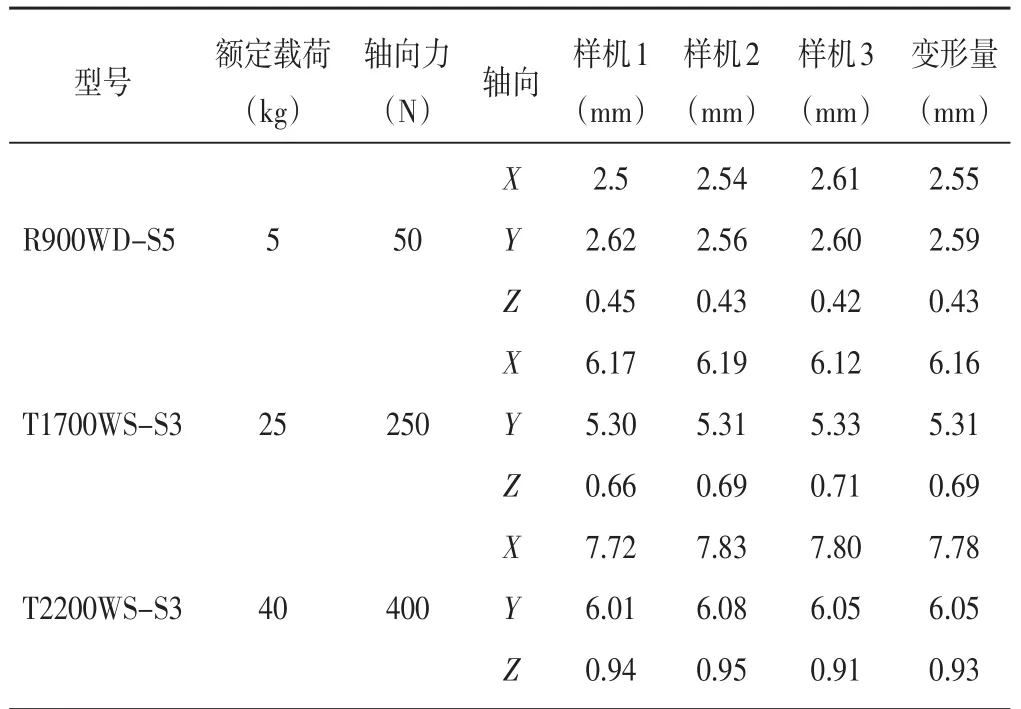
表4 刚性试验测量统计结果
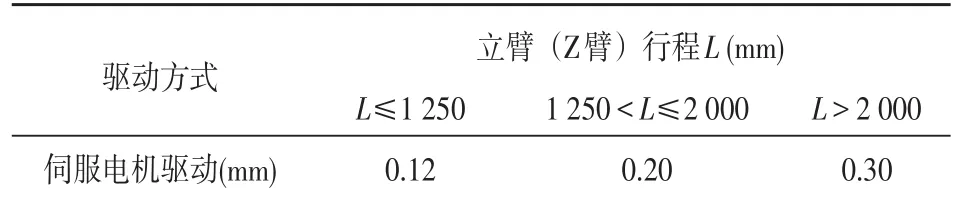
表5 注塑机专用机械手重复定位精度要求
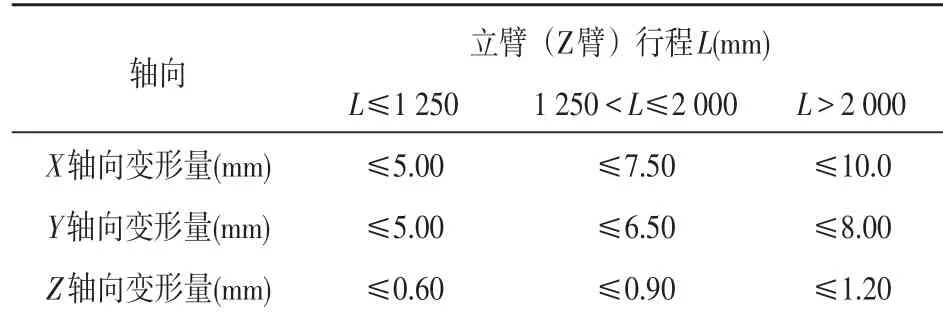
表6 注塑机专用机械手刚性要求
另外,将符合重复定位精度和刚性指标要求的机械手应用于注塑机实际生产中进行上下料取件,结果表明,机械手相应指标符合表5和表6要求的,实际生产中也能满足对注塑机进行正常上下料取件的要求。
4 经验总结
该标准的研制过程力求方法科学实用,关键技术指标的试验验证方法力求操作简便。标准研制过程中的几点经验总结如下。
(1)在分析产品的实际功能以及注塑机专用机械手与数控机床和机器人使用差异的基础上,对设备的重复定位精度和刚性进行定义,并提出相应的试验方法。
(2)通过与国内行业龙头企业的紧密合作,使标准的研制贴合生产实际,选择其产品进行试验验证并获取大量可靠数据。同时在考虑行业内其他企业情况的基础上确定标准技术指标值,使标准更具有广泛性、可靠性与实用性。
(3)注塑机专用机械手重复定位精度和刚性还受到机械手手臂行程的影响,因此标准中需要对不同规格的产品指标做出不同的要求,以使标准更加严谨。
(4)为提高注塑机专用机械手的重复定位精度,使其符合标准要求,从而能够在进行上下料取件时到位准确,机械手各臂的驱动装置推荐采用伺服电机配合高精度同步带的结构。
(5)为尽量减轻机械手手臂自身的重量,以减少手臂伸出时在自身重力和外力作用下的变形,提高其刚性,Z臂通常采用铝合金挤压型材的空心方管或工字梁结构,并应进行时效硬化处理。
[1]牟文杰.机械手在注塑生产中的应用[J].中国塑料,2000,14(10):86-89.
[2]GB/T 12642-2013.工业机器人性能规范及其试验方法[S].
[3]GB/T 17421.2-2000,机床检验通则第2部分:数控机床的定位精度和重复定位精度的确定[S].
[4]盛骤,谢式千,潘承毅.概率与数理统计[M].北京:高等教育出版社,2001.
Study of Repeatability Positioning Accuracy and Stiffness Techniques Indexes of Guangdong Province Local Standards Robot for Injection
Moulding Machines(DB44/T 1669-2015)
LIN Min,ZHENG Ze-pei
(Guangdong Machinery Research Institude,Guangzhou 510635,China)
Robot for injection moulding machines(DB44/T 1669-2015),one of Guangdong province local standards,is applicable to robots which used for injection moulding machines to load and unload workpiece.After analyzing the function of robots for injection moulding machines,two key technique indexes,repeatability positioning accuracy and stiffness,were defined,as well as the corresponding test methods.After a large number of test data were got,the standard index values of repeatability positioning accuracy and stiffness of robots for injection moulding machines were determined.Finally,experience of studying standard technique indexes is proposed for reference.
study of standard techniques;robot for injection moulding machines;repeatability positioning accuracy;stiffness
TP241.3
A文献标识码:1009-9492(2015)12-0083-05
10.3969/j.issn.1009-9492.2015.12.023
林敏,男,1963年生,广东揭阳人,大学本科,高级工程师。研究领域:机电工程、安全工程、检测、鉴定、标准化等。已发表论文3篇。
(编辑:向飞)
2015-11-07
猜你喜欢
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年4期)2017-06-22
股市动态分析(2016年24期)2017-01-07
股市动态分析(2016年23期)2016-12-27
股市动态分析(2016年18期)2016-10-11
股市动态分析(2016年4期)2016-09-29
通信电源技术(2016年1期)2016-04-16
中国塑料(2015年11期)2015-10-14
河南科技(2015年2期)2015-02-27