
长庆油田第四天然气净化厂450×104 m3/d净化装置运行评价
2015-10-13 01:26王尔珍江伟平范远韩福庆杨银银
石油与天然气化工 2015年5期
王尔珍 江伟平 范远 韩福庆 杨银银
中国石油长庆油田分公司采气一厂
长庆油田第四天然气净化厂450×104m3/d净化装置运行评价
王尔珍 江伟平 范远 韩福庆 杨银银
中国石油长庆油田分公司采气一厂
中国石油长庆油田分公司第四天然气净化厂天然气净化装置是长庆设计院自主设计的首套450×104m3/d天然气净化装置,自2013年11月进气投产,两套450×104m3/d主体净化装置已安全平稳运行至今,总体达到工程项目的设计要求。通过运行过程中不断地总结经验、优化参数,净化装置整体运行平稳,关键参数控制在设计指标范围内。总结了该装置1年多的运行情况,针对装置从投运到进气生产中存在的问题提出对策,并给出下一步的改进建议。
天然气 净化 脱硫 脱碳 脱水
中国石油长庆油田分公司第四天然气净化厂(以下简称第四净化厂)为长庆设计院自主设计建设的首套处理气量为450×104m3/d的天然气净化装置,上游气源分别为长庆油田采气一厂及采气六厂,经净化处理后通过“靖西三线”、周边用户输气管道向下游供气,工厂同时配套有集配气区、火炬放空、尾气焚烧、供热供水、供电、消防等辅助设施。
该装置于2013年11月进气投产,截至2014年12月31日,累计外输产品气15.16×108m3。装置运行1年来,原料气气质虽较设计有所变化,但产品气气质均能达到二类气气质指标要求(见表1),装置运行平稳[1-2]。

表1 原料气及产品气设计值与运行值对比表Table 1 Design and operation value comparison of feed gas and product gas
1 主要工艺流程
装置主要包括脱硫、脱碳单元和脱水单元,分别用于脱除原料天然气中的H2S、CO2和水分。
1.1 脱硫、脱碳单元
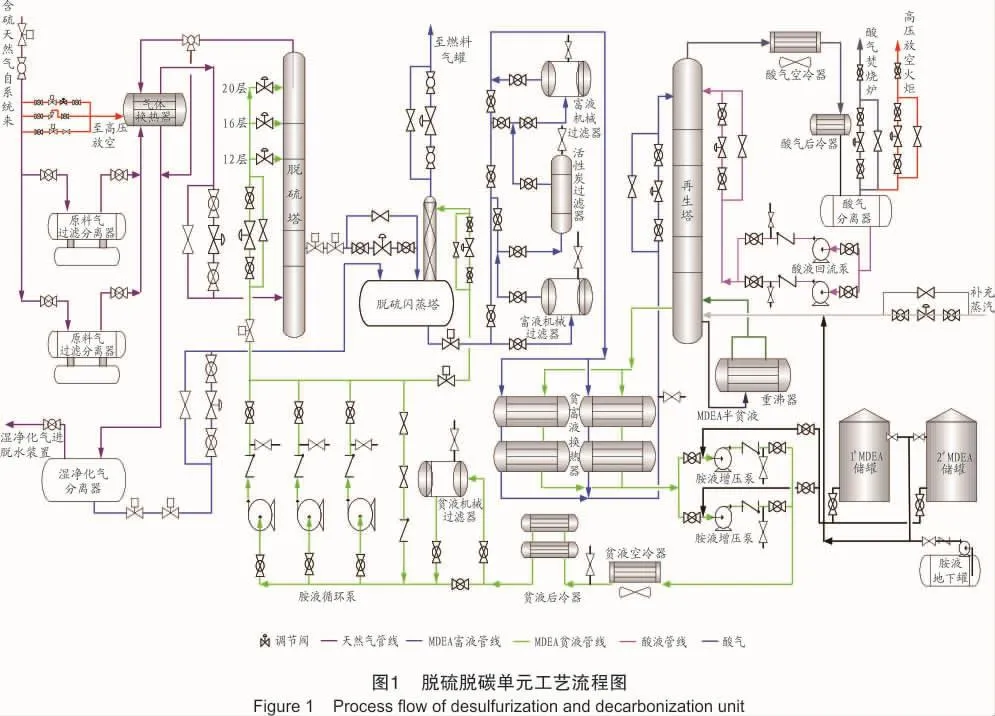
脱硫、脱碳单元采用45%(w)的MDEA溶液脱除原料天然气中酸性气体,然后将湿净化气送至脱水装置进行处理。与其他净化厂相比,第四净化厂新增气气换热器、贫液增压泵、贫液过滤器、湿净化气分离器液体回收以及中压系统定压放空等工艺设备及流程[3],其工艺流程如图1所示。
1.2 脱水单元
出脱硫单元的湿净化气进入脱水单元进行脱水处理,脱水单元采用99.6%(w)的三甘醇作为脱水剂,脱除湿净化气中的饱和水,其工艺流程如图2所示。
2 净化装置设计特点
2.1 工艺方面
在借鉴其他天然气净化厂工艺的基础上,第四净化厂改进了部分工艺,主要包括以下几方面。
2.1.1 装置加热系统
装置加热系统采用导热油供热,导热油在供热系统内密闭循环使用,与其他天然气净化厂的蒸汽供热系统相比,具有低压、安全、高效、节水和维护工作量小等特点,导热油系统全程密闭,油品几乎不损耗,对换热设备和管线无腐蚀,且在紧急停电等情况下,温度能保持较长时间,来电后油温恢复快,不会出现蒸汽供热系统的水击风险。
图3为2014年12月18日早晨6:30停电及来电响应后2#导热油炉导热油出口温度及再生塔重沸器胺液出口温度。
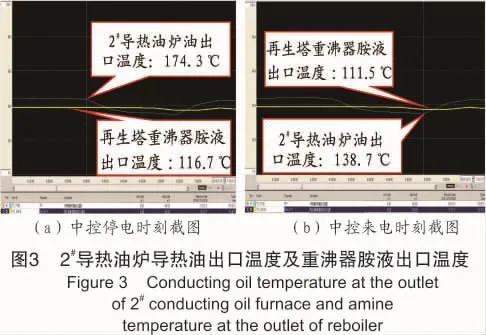
由图3可知,停电等情况下导热油温度不会下降过快,因而缩短了装置恢复正常所用时间,可最大程度地缩短不合格产品气外输时间。
2.1.2 原料气预处理系统
(1)原料气过滤器。原料气过滤器采用二级超级过滤,设备内部设置新型分离内件“叶片”及过滤聚结滤芯,双级叶片保证了液体分离的精度,充分保证原料气进入装置的纯净度。
(2)气气换热器。装置新增气气换热器,使原料气和湿净化气在进塔前进行换热,有利于分离湿净化气携带的水及少量MDEA溶液,降低脱水单元负荷。
2.1.3 溶液过滤系统
出脱硫闪蒸塔的MDEA富液经过两级机械过滤器和活性炭过滤器进行过滤,在脱硫、脱碳单元贫液后冷器后新增MDEA贫液机械过滤器(滤芯直径10 μm),进一步滤除溶液中部分杂质,提高溶液质量。
2.1.4 冷却换热系统
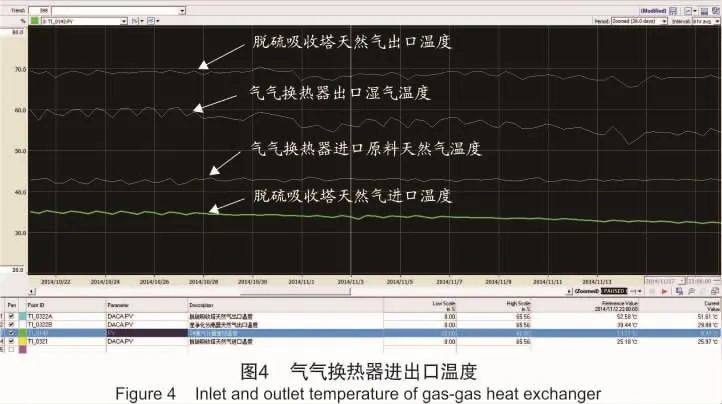
装置气气换热器和贫富液换热器换热效果良好,换热效率高[4]。
经过气气换热器后,原料气由8~15℃换热至25~26℃,提高了进塔温度,而出脱硫塔的湿天然气由50~55℃换热至35~44℃,减小了湿净化气去脱水单元的负荷。
查设计参数,气气换热器设计换热面积S=345m2,总传热系数K=359W/(m2·K),原料天然气进料流量Wc=104 621kg/h,湿净化天然气流量Wh=103 019kg/h,原料天然气比热容Cpc=2.542 kJ/(kg·℃),湿净化气比热容Cph=2.576 kJ/(kg·℃),两流体热容量流率比为CR,传热单元数为NTU,采用式(1)~式(5)中的ε-NTU法计算换热效率ε:

式中,Cmin为流体比热容最小值,kJ/(kg·℃);Wh为热流体质量流量,kg/h;Cph为热流体定压比热容,kJ/(kg·℃)。

式中,Cmax为流体比热容最大值,kJ/(kg·℃);Wc为冷流体质量流量,kg/h;Cpc为冷流体定压比热容,kJ/(kg·℃)。

式中,CR为热容量流率比。

式中,NTU为传热单元数;K为总传热系数,W/(m2·℃);S为传热面积,m2。

式中,ε为换热效率。
经计算,气气换热器的换热效率为86%。
在贫富液换热器中,富胺液由48~52℃换热至94~97℃,提高了富胺液进再生塔的温度;贫胺液由113~116℃换热至68~70℃,可减小贫胺液的冷却能耗。经计算,贫富液换热器的换热效率为93%。
2.2 设备方面
(1)装置区酸气及富液管线全部采用不锈钢材质,可有效降低腐蚀;MDEA贫富液换热器、酸气换热器及MDEA重沸器采用整体不锈钢材质,换热系数高,腐蚀小;装置区脱硫塔、脱水塔及再生塔采用不锈钢塔盘,其中,再生塔采用复合钢板制造,抗腐蚀能力强。
对吸收塔和再生塔内件进行了优化,浮阀由传统的F1型改为ADV高性能微分浮阀。ADV高性能浮阀可消除塔板上液体滞流区,促进液体分布接近理想的流动分布,使气体以均匀的泡沫密度穿过整个鼓泡区。同时,导向作用改善了塔盘上的存垢情况,延长了塔的运行时间,减小液体旁流现象,因而可提高板效率。
(2)在脱硫系统贫富液换热器后新增贫液增压泵。贫液增压泵可提高贫液在换热器和空冷器中的流速,从而提高换热效率,节约装置能耗。
2.3 自控仪表系统
PKS自控系统由过程控制系统(PCS)、四级截断紧急停车系统(ESD)及火/气系统(FGS)构成,实现对整个净化厂的生产过程监控、联锁保护、紧急停车及火气监测报警等功能。在发生紧急情况时,中控室可实现远程控制。装置在自控仪表设计方面主要有以下特点:
(1)对关键动设备设置监控点,将电机及泵体轴承驱动端和非驱动端振动、位移及温度等参数引入自控系统,设置超前预警及时干预,以确保装置安全稳定运行。
(2)对于进出装置的截断隔离位置、净化装置高中低压截断处及脱硫塔液位、湿净化器分离器液位、闪蒸塔压力等关键控制参数和截断控制部位,在仪表及联锁阀门配备上采用“多表检测,双阀控制”的方式,确保联锁保护系统响应准确,执行可靠。
(3)为保证装置在重大非正常工况下按照特定操作实现有序安全停运,在联锁动作的基础上利用ESD系统对单套装置设置了一键停车控制逻辑,在非正常工况下,可实现中控室一键远程停运净化装置。
3 净化装置运行评价
1#净化装置在180×104m3/d、270×104m3/d、360×104m3/d和420×104m3/d的处理量下的主要运行参数如表2所示。
由表2中数据可知,处理原料气量分别为装置满负荷的30%、60%、80%和90%,随着原料气处理量的增加,MDEA溶液的循环量也略有增大,产品气中H2S、CO2含量和水露点均在允许范围内,在不同处理量下,主要参数均在设计指标范围内,输出产品气气质达标。
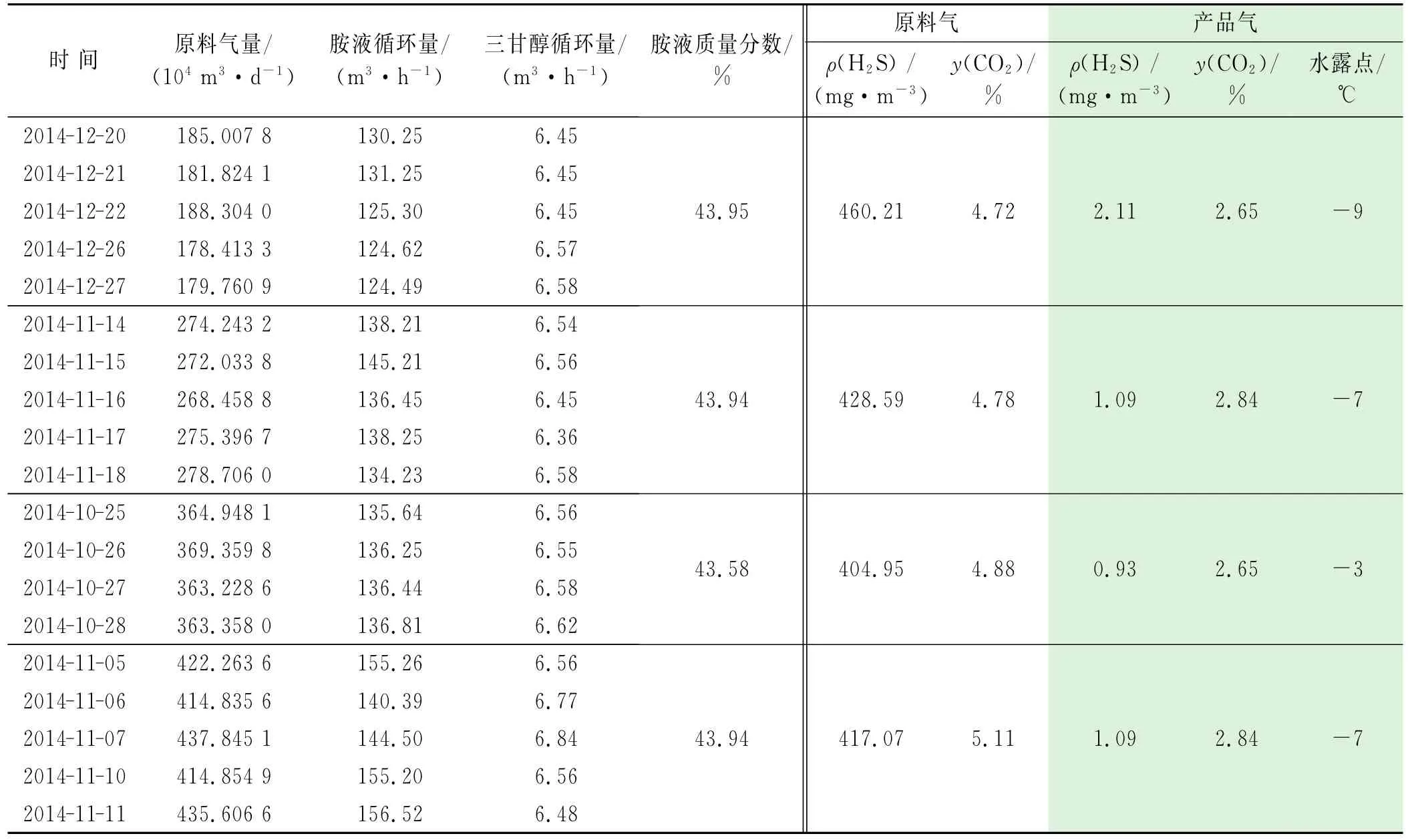
表2 不同处理气量下净化装置主要运行参数Table 2 Main operation parameters of purification plant under different treatment capacity
净化装置产生的酸气经硫磺回收装置络合铁溶液催化氧化后生成硫质量分数为65%的粗硫磺,以除去酸气中的H2S。粗硫磺经熔硫提纯后,制成硫质量分数为99.5%的固体产品硫磺颗粒外运,通过硫磺回收装置实现酸气的处理与回收,确保尾气排放符合国家对环境保护的要求。
3.1 装置性能测试情况
2013年11月和2014年4月,在装置运行过程中分别对1#天然气净化装置在270×104m3/d和360×104m3/d的稳定气量下进行了性能测试,2014年11月,短时间内在480×104m3/d的处理量下也实现了平稳运行。经测试,该装置的处理能力为设计值的40%~110%,操作弹性较大。且在测试过程中,装置运行平稳,经处理的净化天然气气质合格,符合GB 17820-2012《天然气》中规定的二类气气质指标,满足产品外输气指标。
3.2 装置检修情况
从2014年装置检修情况看,原料气过滤器过滤效果较好,检修时发现滤芯中有大量粉末状固体颗粒;脱硫塔、脱水塔、换热器等设备比较干净,设备腐蚀情况较轻,特别是再生系统,未发现腐蚀。污泥主要集中在塔器下部,其中,闪蒸塔内沉积污物较多。
3.3 装置运行成本分析
第四净化厂采用导热油系统完全可以满足全厂热源的需求。脱硫单元采用增加贫液增压泵及“空冷+水冷”的新工艺以来,装置运行平稳高效经济,节能减排效果显著[5]。表3为2014年1月~10月的能耗统计情况。

表3 2014年1月~10月能耗统计Table 3 Energy consumption statistics from January to October in 2014
从表3可知,在2014年1月~3月冬季生产高峰期,电耗略超指标,1月~10月的全年平均电耗、水耗和综合能耗均在指标范围内。导热油系统的使用极大地减小了对水资源的利用。日后生产运行中应不断总结经验,进一步优化运行参数,降低运行成本。
4 净化装置试运行过程中出现的问题及对策
过去1年中,两套天然气净化装置整体运行平稳,但在运行过程中也暴露出以下问题。
4.1 设备类
4.1.1 MDEA循环泵机械密封刺漏
MDEA循环泵机械密封频繁出现刺漏现象,判断其原因可能为机械密封材料选用不当,在机泵高速运转下对密封件的烧蚀损伤造成密封刺漏。将机械密封更换为新型硬端面密封,密切关注MDEA循环泵的运行,目前只发现少量滴漏,未再次发生机械密封刺漏的情况。
4.1.2 脱硫闪蒸塔到再生塔之间过液不畅
经性能测试发现,初始设计过滤器在气量为380×104m3/d的处理规模下,MDEA循环量为130~140m3/h时,会出现过滤器超压,对装置的正常运行产生严重影响。针对此情况,设计单位提出,可采取更换流通能力更强的过滤器或在现有基础上增加一组过滤器的方式,实现过滤器的并联运行,以增加溶液流通能力,该方案计划于明年实施。
4.1.3 脱水单元板式换热器渗液
脱水装置区板式换热器在运行过程中发生渗液现象,影响贫富液换热效果。经分析,初步判定其原因为密封垫片老化,已于检修停车时对垫片进行更换,更换后运行至今暂未发生渗液现象,后期准备将板式换热器更换为全焊式换热器[6]。
4.2 操作问题
4.2.1 脱硫塔底部溶液消泡情况不好
脱硫塔液位采用了浮筒、磁浮子及差压液位计同时检测,在装置运行过程中,根据日常运行经验发现差压液位可作为溶液发泡的预警信号:当浮筒及磁浮子维持在正常液位,差压液位呈下降趋势,且现场磁浮子液位计存在分层现象时,即可判断为溶液发泡,此时,需及时向系统中注入阻泡剂,防止音叉液位开关误报警,联锁误动作[7]。
经现场实践总结,当差压液位有所下降时,适当提高溶液进塔温度,溶液发泡现象有所减缓,差压液位有回升趋势。故控制进装置压力及脱硫反应温度对溶液发泡现象有所改进[8]。
4.2.2 闪蒸气初期无法正常投运且带液较多
装置投产初期闪蒸气投运后,燃料气罐持续超压,闪蒸气无法正常投运,必须将闪蒸气放空,造成资源浪费。打开燃料气罐去酸气焚烧支路阀门,将闪蒸气供给尾气焚烧炉做燃料气,使闪蒸气量与消耗量达到平衡,调整后燃料气罐投运正常。
此外,脱水单元重沸器初期运行不稳定,存在频繁熄火现象。其主要原因是闪蒸气带水严重,通过加强燃料气罐及燃料气管线的排水,并在燃料气罐出口增设捕雾网,情况有所改善,为彻底解决该问题,将于2015年增加1套干燥设备。
4.2.3 脱硫闪蒸塔增设中压远控放空
设计脱硫闪蒸塔放空管线阀门为手动开关,在生产运行过程中,当装置出现异常情况时,闪蒸气量波动较大,需及时进行放空,但需要现场操作人员手动开关阀门,工作量较大,且应急响应时间过长,并存在一定的安全风险。因此,在检修期间,中压系统增设通径为DN50的定压放空调节阀,可保证中压系统运行的安全性。
5 结语
450×104m3/d天然气净化装置创新采取导热油供热方式,增设了气气换热器、贫液增压泵、贫液过滤器及安全可靠的自控仪表系统等,选用了新型原料气过滤分离器,溶液再生系统全部采用不锈钢材质,投运1年多以来,解决了脱硫塔发泡严重、MDEA循环泵频繁刺漏、机械过滤器过液不畅等一系列运行难题,装置整体运行情况良好,全年溶液消耗、动力支出均控制在指标范围内,外输商品气气质指标满足GB 17820-2012《天然气》中规定的二类气气质要求。
[1]王剑,喻泽汉,罗斌,等.阿姆河第一天然气处理厂投产运行评价[J].石油与天然气化工,2011,40(增刊1):18-21.
[2]夏勇,钟伟,张超,等.天然气脱硫脱碳装置优化改造运行效果分析[J].石油与天然气化工,2013,42(4):353-360.
[3]邱斌,颜萍,李婷婷.綦江分厂天然气净化装置运行总结与问题探讨[J].石油与天然气化工,2014,43(1):24-28.
[4]王遇冬.天然气处理原理与工艺[M].北京:中国石化出版社,2011.
[5]王世建,冉文付,陈奉华.天然气净化装置低负荷运行节能措施探讨[J].石油与天然气化工,2013,42(5):447-456.
[6]李明,温冬云.新型板式换热器在三甘醇脱水装置中的应用[J].石油与天然气化工,2004,33(6):419-423.
[7]高明.MDEA脱碳再生塔泛液与工况优化[J].天然气化工,2007,32(3):52-55.
[8]张书成,李亚萍,宋丽丽.天然气净化装置脱硫溶液发泡原因分析研究[J].天然气化工,2006,29(4):29-31.
Operation evaluation of 4.5×106m3/d purification unit in the fourth natural gas purification plant of Changqing Oilfield
Wang Erzhen,Jiang Weiping,Fan Yuan,Han Fuqing,Yang Yinyin
(The First Natural Gas Plant,PetroChina Changqing Oilfield Company,Jingbian718500,China)
The fourth natural gas purification plant of PetroChina Changqing Oilfield Company is the first set of 4.5×106m3/d purification unit designed independently by Changqing Design Institute.It was put into production in November 2013,two sets of 4.5×106m3/d purification unit run smoothly up to now,which have reached the design requirements of the project in general.Through summing up experience and optimizing operational parameters in running process,the purification unit operated smoothly and well,and the key parameters were all controlled within the range of design index.This article summarized the operating condition of the fourth purification plant in the past year,put forward some countermeasures for solving existing problems of the unit,and also provided the improvement suggestions.
natural gas,purification,desulfurization,decarbonization,dehydration
TE644
B
10.3969/j.issn.1007-3426.2015.05.005
王尔珍(1988-),男,陕西周至人,2013年6月毕业于西安交通大学电气学院测试计量技术与仪器专业,硕士研究生,助理工程师,现任职于长庆油田采气一厂第四净化厂,主要从事天然气净化工作。E-mail:wrzboy1988@163.com
2015-04-08;编辑:温冬云
猜你喜欢
水泵技术(2021年3期)2021-08-14
石油学报(石油加工)(2020年4期)2020-09-27
化工进展(2020年3期)2020-04-01
中国油脂(2019年7期)2019-08-22
中国油脂(2019年5期)2019-05-13
中国油脂(2019年3期)2019-04-29
西北园艺(果树)(2019年2期)2019-02-20
中国化工贸易·中旬刊(2018年11期)2018-10-21
趣味(语文)(2018年2期)2018-05-26
当代化工研究(2016年7期)2016-03-20
