
伺服控制系统在压延机摆料控制中的应用
2015-10-12 09:46:24张亮亮张媛翟迎丽大连橡胶塑料机械股份有限公司辽宁大连116033
橡塑技术与装备 2015年17期
张亮亮,张媛,翟迎丽(大连橡胶塑料机械股份有限公司,辽宁 大连 116033)
伺服控制系统在压延机摆料控制中的应用
张亮亮,张媛,翟迎丽
(大连橡胶塑料机械股份有限公司,辽宁 大连 116033)
主要介绍压延机摆料控制系统的控制方法及其创新点,论述了伺服放大器与三菱CPU光纤通讯、伺服技术在橡胶四辊压延线的摆料装置中的应用。
三菱QCPU;光纤通讯;GT触摸屏;摆料装置;伺服驱动器;速度控制
近年来随着伺服控制技术的飞速发展,它已经广泛应用于控制交流电机转速、位置等。伺服电机可使控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高、始动电压等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。以往的摆料装置都是使用的普通交流电机,由于需要频繁的往复启动运行使得寿命要比压延机中其他电机短很多,需得经常维修电机,即浪费精力、时间也需要相当多的维护费用。采用伺服控制系统的摆料装置凭借着高精度高效往复等特点能够更可靠,更精确的连续运行。
1 控制系统的先进性
本伺服控制系统采用MELSERVO系列伺服电机,MR系列伺服放大器和三菱QCPU,MELSERVO系列伺服电机采用了分辨率为262 144脉冲/转的绝对位置编码器,可以进行更高精度的控制。此外,本套控制系统具备通信功能,可以使用装有伺服设置软件的个人计算机,进行参数的设定、试运行、状态显示的监控和增益调整等。本产品可以使用最大1 Mpps的高速脉冲串对电机的转动速度和方向进行控制,执行分辨率为262 144脉冲/转的高精度定位。当指令脉冲急剧变化时,可以实现更平稳的启动和停止。由于急剧加减速或过载产生的主电路过流会影响功率晶体管,所以伺服放大器采用了嵌位电路以限制转矩。转矩的限制可用通过外部模拟量输入或参数设置的方式调整。通过外部模拟量转矩输入指令(DC0~±8 V)或参数设置的内部转矩指令可以控制伺服电机的输出转矩。具有速度限制功能(外部或内部设定),可以防止无负载时电机速度过高,本功能可用于力矩控制等场合。
压延机摆料装置共两套,分别安装在2#、3#辊包胶处。摆料装置是采用刀轮式结构,由无杆丝杠驱动往复动作。在丝杠的两端有2个接近开关。只需要控制电机的方向,当刀轮位置到达接近开关位置时电机反向运行。同时可设定安全有效的摆动转矩控制,保证操作者的安全。
2 系统的整体构成和方案设计
2.1电气主控系统
下面以压延机摆料装置为例,来讲述一下:电气控制系统采用三菱Q系列可编程控制器。中央处理器为Q02H,伺服放大器为MR-J4-100B,伺服电机采用HG-SR102J,可靠性高,速度快。通过伺服放大器用通讯电缆将伺服电机和PLC连接起来。伺服驱动器和伺服电机间则是通过专用电缆连接,包括电机线和编码器反馈线。伺服放大器所有参数全部通过PLC编程修改。设备两端安装两个接近开关,采集信号控制伺服电机切换方向,以保证可靠精准的摆动幅度。同时摆料伺服电机的速度控制和力矩安全保护都可以通过触摸屏方便修改,以适应不同工艺的要求。控制系统见图1。

图1 控制系统框图
2.2软件编程
伺服放大器接收到指令后,将发出应答信息。发出指令的装置(个人计算机等)称为主站,根据指令返回应答信息的装置(伺服放大器)称为从站。连续读取数据时,主站必须重复不断地发送指令。先设定硬件组态QD75MH2为智能功能模块后,把上、下摆料定义为1、2号轴,在程序里分别编程更改伺服放大器的参数,并且需要分配好伺服放大器所需要的地址空间,其中包括电机的启动、停止、正转、反转、速度反馈、电流反馈、运行中改变电机速度、力矩限幅、复位等(参见图2)。通过编程手册定义好硬件地址后,便可以找出每个变量所对应的地址,在程序内进行工艺需要的具体编程。并且在触摸屏上显示电机的速度给定、反馈,还有电流、力矩的显示及控制。
3 伺服驱动器的故障代码查询
伺服驱动器的故障代码查询是在程序里读到故障代码,参照说明手册就可以查找出相对应的故障代码具体内容,也可以通过编程对伺服放大器的故障进行手动复位。报警发生时的状态显示的读出报警发生时的状态显示数据。如果发送状态显示项目对应的数据,数据值和数据处理信息被返回。与复位信号(RES)为ON相同,用以复位伺服放大器的报警,使它可处于可运行状态。该指令在消除报警原因之后,确认无输入指令的状态下进行,参见图3。

图2 编辑程序
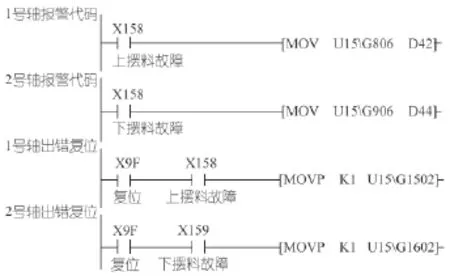
图3 梯形图
4 结束语
本套私服控制系统从根本上解决了以往普通电机控制精度低、响应慢、电机容易发热的问题,采用的伺服控制器与三菱CPU光纤通讯方式也充分保证了软件系统的稳定性,触摸屏终端操作单元也为调试和修改工艺所需的设置提供了方便,通过触摸屏也可以与供料系统传送带方便的进行整线自动控制。
[1] 李幼涵. 伺服运动控制系统的结构及应用. 机械工业出版社,2010.
[2] 钱平. 伺服系统. 机械工业出版社,2012.
[3] GX-developer培训教材. 2011.
Servo control system in pendulum feeding control of calender

TQ330.493
1009-797X(2015)17-0048-02
B DOI:10.13520/j.cnki.rpte.2015.17.013
张亮亮(1985-),男,毕业于辽宁工业大学电气工程及其自动化专业,学士学位,中级工程师,主要从事密炼机和压延机的电气设计及调试工作。
2015-01-04
猜你喜欢
微特电机(2020年11期)2020-12-30 19:42:32
中国外汇(2020年14期)2020-10-28 06:29:36
中国外汇(2020年5期)2020-08-25 12:05:02
哈尔滨轴承(2020年4期)2020-03-17 08:13:44
装备制造技术(2019年12期)2019-12-25 03:06:36
电子制作(2018年17期)2018-09-28 01:57:00
知识就是力量(2018年7期)2018-07-11 06:39:56
通信电源技术(2018年3期)2018-06-26 06:33:36
工业设计(2016年6期)2016-04-17 06:42:53
越玩越野(2015年2期)2015-08-29 01:04:56
