
浅析半圆弧凹表面的数控加工
2015-10-09 20:58卢海涛
科技资讯 2015年18期
关键词:数控加工
卢海涛

摘 要:当今的数控机床已经在机械加工部门占有非常重要的地位,是柔性制造系统(FMS)、计算机集成制造系统(CIMS)、自动化工厂(FA)的基本构成单位。随着我国数控机床应用领域的扩大,努力提高数控加工技术水平已成为推动我国数控技术制造业中应用与发展的重要环节,该文浅析了轴类回转零件中半圆弧凹表面部分的数控车床加工,首先对零件进行工艺分析、刀具设置及程序编制,然后在数控车床运行成功,最终成批量的进行实际生产,不管是从理论上进行分析,还是在生产中实践中,都收到良好的效果。
关键词:数控加工 半圆弧凹表面 工艺措施
中图分类号:TG659 文献标识码:A 文章编号:1672-3791(2015)06(c)-0081-02
1 半圆弧凹表面的轴类零件工艺分析
随着我国数控机床应用领域的扩大,努力提高数控加工技术水平已成为推动我国数控技术在制造业中应用与发展的重要环节,在数控加工过程中,如果数控机床是硬件的话,数控工艺和数控程序相当于软件,两者缺一不可。
图1所示为带有半圆弧凹表面的轴类回转零件,毛坯尺寸为φ62mm×60mm。毛坯材料为1Cr18Ni9Ti。
在数控车削加工之前首先要进行工艺分析,其主要内容有:分析零件图纸,确定工件在车床上的装夹方式,各表面加工顺序和刀具的进给路线以及刀具夹具和切削量的选择等。对于半圆弧凹表面的数控加工,当进行粗加工时我们可以根据具体情况,灵活选用不同形式的切削路线,图2切削路线为半圆弧凹表面的不同加工路线,其a为同心圆形式,b为等径圆弧(不同圆心形式),c为台阶形式,d为阶梯形式。
不同形式的切削路线有不同的特点,了解他们各自的特点有利于合理安排其走刀路线,先对上述几种路线进行分析。
(1)程序段数最少是a和b,且刀具只能用圆弧刀或小角度的尖刀。
(2)走刀路线最短为阶梯形式,其依次为b、c。
(3)计算和编辑最简单的为等径圆形式(可利用程序循环功能)其依次为a、b、c。
(4)金属切削率和切削力分布最为合理的为c。
(5)精车余量最均匀的为同心形式。
首先进行工艺分析:该零件表面为圆柱、圆锥、圆弧凹表面等组成,其中直径尺寸有精确的要求,零件材料为不锈钢,牌号为1Cr18Ni9Ti,由于不锈钢有塑性大、韧性高、粘附性强、导热系数低等特点,尤其是不锈钢的高强度和高温硬度高,所以相应的切削力、切削热也大,根据切削不锈钢的特点(1)选用硬度高、抗粘附性好、强度高的刀具材料,如YW1、YW2硬质合金。(2)选用抗粘结合散热性能较好乳化液(10%~30%),以降低切削热和切削力提高刀具寿命,(3)选用较小的背吃刀量和较低的切削速度,背吃刀量大于前道工序留下的硬化层的厚度(4)选用功率较大的机床,并尽可能的提高机床、工件、刀具系统的刚性,根据以上特点,首先进行刀具设置,T01为机夹外圆车刀(YT15硬质合金可转位);T02为60°硬质合金机夹尖刀;T03为机夹式硬质合金粗车圆弧刀;T04为可转位圆弧精车刀。
通常上述分析可来采取以下几点工艺措施:
(1)凹圆弧底径不便测量,可以采用两针测量法,测量时所用的两根圆柱形量针是量具厂专门制造的,测量时把两根量针放置在两侧对应的凹圆弧槽中,用千分尺量出两边量针顶点之间的距离,这种测量的方法是比较精密的测量方法,量针直径与凹圆弧的直径相差只在0.02mm~0.06mm之间,可以选择A表面为外圆基准面,通过控制A表面的尺寸已达到半圆弧凹表面的低径尺寸的要求。选B表面为端面基准面,用精车圆弧车刀车削B表面,A表面和半圆弧凹表面,这样可以满足端面到凹圆弧中心线的距离,而且精度准确。
(2)确定加工顺序和进给路线:按先粗后精,由近到远,从大到小的原则,先用机夹式硬质合金外圆刀粗车端面,用硬质合金尖60°尖刀车圆锥表面,外圆和粗车凹圆弧,再利用硬质合金粗车圆弧刀切削凹圆弧,最后用机夹式成形圆弧刀精车凹圆弧。
(3)确定装夹方案:采用三爪自定心卡盘定心夹紧。
(4)对图样上给定的有公差要求的尺寸,编程时取上偏差和下偏差的平均值,在设定刀具偏置量时,可采用试切削对刀法,首先用外圆偏刀试切外圆和端面,并输入刀补值,然后进行尖刀的对刀过程,特别需要说明的是圆弧刀的对刀方式,当圆弧刀轻轻接触A表面时在刀补页中输入直径值,当圆弧刀轻轻接触B表面时在刀补页中输入Z为零,在编程时圆弧刀车削程序段中其编程尺寸依据对刀过程中的对刀点而定。
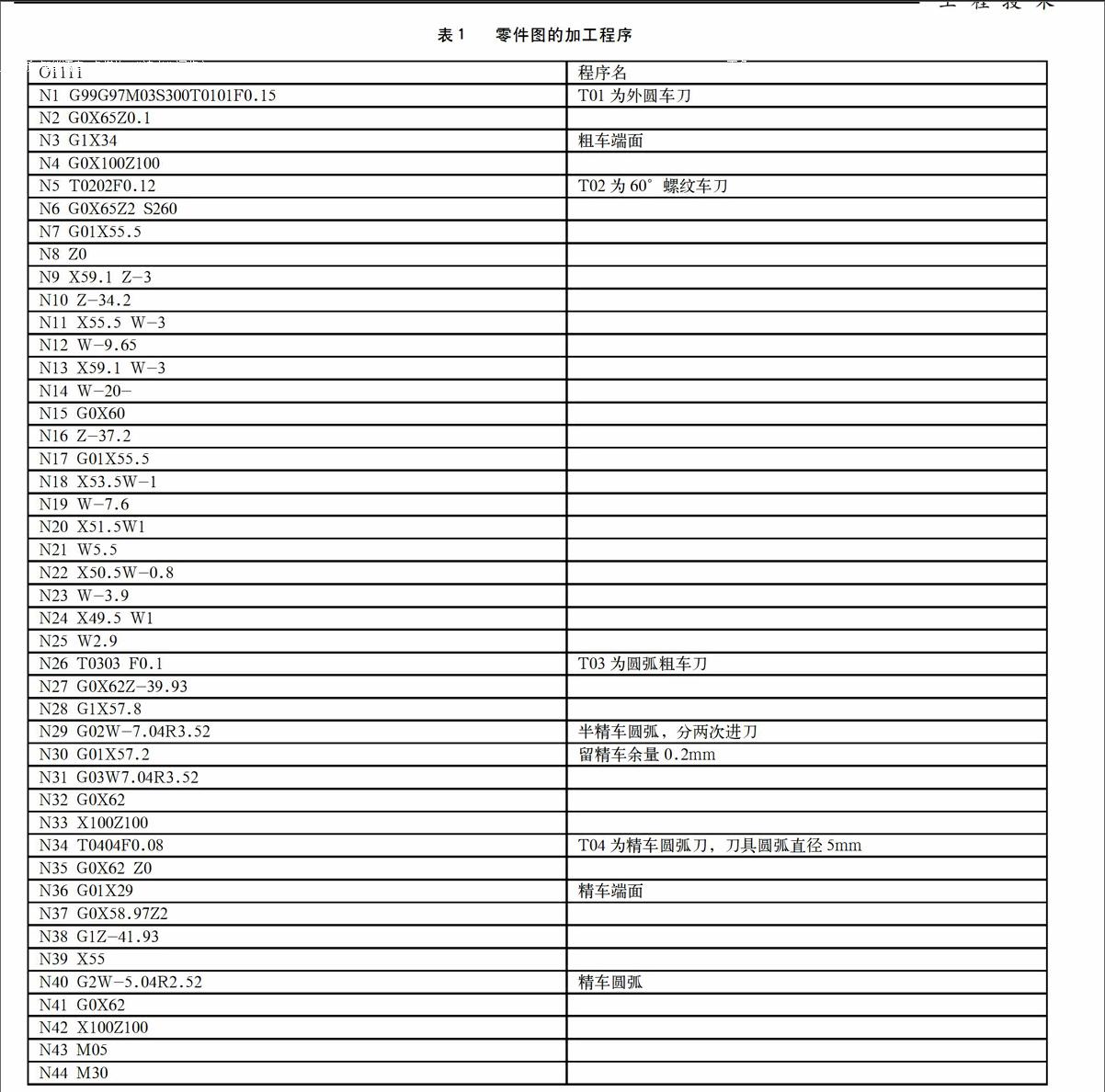
2 数控加工程序编制与加工
以大连机床厂的FANUC-Oi数控车床为例,程序编制见表1零件图的加工程序。
该程序已经试运行成功,不管是零件的尺寸精度和位置精度,还是零件的表面光洁度和粗糙度都能达到图纸的要求。按照图纸要求底径尺寸应为φ49.96mm~φ49.98mm,经计算得A表面的直径应控制在φ58.97mm~φ58.95mm之间,经测量零件中A表面的直径为φ58.97mm(与编程尺寸相同)时,那么可以算出圆弧底径为D=55-5.04=49.96mm,在零件加工中,可以通过控制A表面的尺寸达到圆弧底径尺寸的要求。车削圆弧凹表面通过粗车---半精车----精车的加工过程, 由实际生产可知,用这种加工工艺方法进行车削,能大大地提高生产效率, 而且精车圆弧刀和半精车圆弧刀的刀具寿命也得到延长,经过实践可知一个精车圆弧刀刀片可以连续生产100~150件。
3 结语
在数控车床加工零件,必须根据零件图的要求,针对不同的毛坯材料,选择正确的加工工艺,合适的刀具,才能提高生产效率高、保证加工精度、稳定加工质量。这是机械加工生产永恒不变的追求。
参考文献
[1] 沈建峰,金玉峰.数控编程控200例[M].北京:中国电力出版社,2008.
[2] 刘党生.金属切削原理与刀具[M].北京:北京理工大学出版社,2009.
[3] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2003.
[4] 徐元昌.数控技术[M].北京:中国轻工业出版社,2004.
猜你喜欢
山东工业技术(2016年23期)2016-12-23
科技创新与应用(2016年34期)2016-12-23
职业·中旬(2016年9期)2016-12-22
东方教育(2016年3期)2016-12-14
东方教育(2016年4期)2016-12-14
中国新技术新产品(2016年22期)2016-11-29
东方教育(2016年16期)2016-11-25
科技资讯(2016年18期)2016-11-15
企业导报(2016年13期)2016-07-19
