民用飞机结构再制造工程概论
2015-10-08 12:29范耀宇
科技视界 2015年27期
范耀宇


【摘 要】阐述再制造工程现状、典型工艺,并从顶层规划了民机结构再制造工程研究思路、总体框架和关键技术。
【关键词】民用飞机;结构;再制造;超声喷丸;激光冲击;疲劳;损伤容限
【Abstract】This article states the status of re-manufacture, typical re-manufacture process. It is also planning the method, outline and critical issues of civil airplane structure re-manufacture program from the top level.
【Key words】Civil airplane; Structure; Re-manufacture; Ultrasonic peening; Laser shock peening; Fatigue; Damage-tolerance
0 引言
再制造工程是以产品全寿命周期理论为指导,以废旧产品实现跨越式发展为目标,以优质、高效、节能、节材、环保为准则,以先进技术和产业化生产为手段,修复、改造废旧产品的一系列技术措施或工程活动的总称,简言之,再制造工程是废旧产品高科技维修的产业化。
国际上,欧美等发达国家的再制造已深入到汽车、工程机械、工业设备、航空结构、国防装备、电子电器等各个领域,已形成以“换件和尺寸修理”为特征的较为完善的技术体系,如美军完成了750架阿帕奇直升机的再制造,欧美每年都有大量各类民机结构件通过再制造工程进行损伤修复。
国内,再制造工程主要应用于汽车、电子工程等领域,民用飞机领域未有深入涉及,而我国民航的维修市场总量较为庞大,据统计,2010年已经达到23.2亿美元,到2015年我国民航运输总周转量增至800~900亿吨公里,相应的维修工作量将比2010年增加70%~100%,开展民机再制造工程将具有巨大经济效益,是我国绿色、可持续民机产业的重要发展方向。
同时,随着国家大力发展自主研制的民机产业和重点型号研制不断取得突破,特别是ARJ21-700飞机已成功取得中国民航适航证,进入交付使用阶段,使得国内相关研制单位具有开展民机再制造工程研究的技术基础和经济动力。
1 再制造工艺
据统计,80%以上民机结构失效事故起因于结构表面意外损伤(如刮伤、凹坑、穿孔和/或分层等)和加工缺陷(如刀痕、划伤及露于表面的冶金缺陷等),民机结构再制造主要目的是通过表面强化工艺修复结构件的疲劳性能,在种类繁多的各类再制造表面强化工艺中,以超声喷丸和激光冲击最具有应用前景。
1.1 超声喷丸
超声喷丸是一种利用由超声波转化来的机械振动冲击载荷作用于金属材料表面,以实现强化的工艺技术。
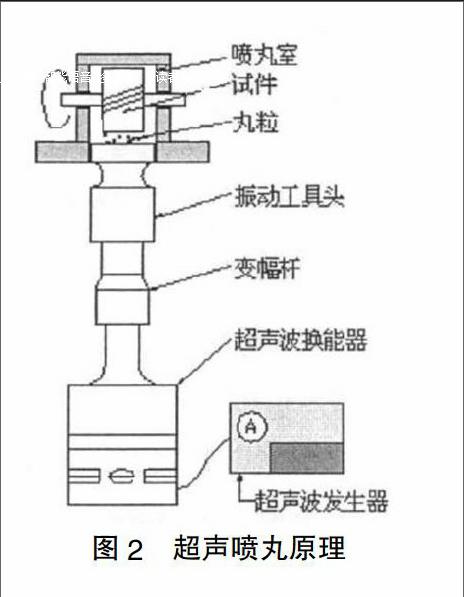
超声喷丸强化系统主要由超声波发生器、超声波换能器、变幅杆、振动工具头和喷丸室等部分组成,如图2。
2007年,C.A. Rodopoulos等人对比了数控喷丸、激光冲击和超声喷丸(工具头为撞针)三种方式对2024-T351铝合金疲劳寿命的改善效果,表明超声喷丸能在材料表面产生残余压应力、显著改善构件疲劳性能,如图3。
1.2 激光冲击
激光冲击强化( Laser shock processing/Peening)是利用高功率密度(大于109/cm2)、短脉冲的强激光诱导的高压冲击波对材料表面实施改性的一种技术。
激光冲击过程为高功率密度(GW/cm2量级)、短脉冲( ns量级)的强激光穿过透明约束层冲击金属靶材,吸收层充分吸收高能激光的能量,在极短时间内汽化电离、形成一个高温高压的等离子体层,等离子体膨胀受到约束层限制、压力进一步提升,当冲击波峰值压力值大于材料的动态屈服强度时,金属靶材强化区域的材料发生动态屈服和塑性变形,产生残余压缩应力,同时产生密集、均匀以及稳定的位错结构,从而达到改善材料强度、耐磨性、耐腐蚀性和提高疲劳寿命的目的,如图4。
2 民机结构再制造工程研究框架
2.1 总体研究思路
当前阶段,国内民用飞机结构再制造工程应以再制造工艺研究为核心、结合民机结构特征,建立有效的再制造工艺数值分析方法、并修正已有的民机结构疲劳/损伤容限分析方法,为后续民机结构再制造工程适航符合性验证积累数据、夯实基础,故总体研究框架如图5,总体研究思路如下:
1)根据已有理论和工程表面强化机理,形成再制造工艺数值分析方法,建立工艺参数的数值模型,优选出参数组合,并用大量的疲劳和损伤容限试验加以验证;
2)统计民机结构疲劳薄弱部位裂纹特征,结合再制造工艺机理,基于断裂力学理论和试验数据,形成构件实施再制造工艺后表面裂纹产生/扩展机理数值分析方法,同时制定适合工程运用的结构再制造工程疲劳/损伤容限评估方法;
3)基于民机结构典型结构形式和布置,从结构分解可行性、安全性及经济性等角度出发,结合再制造工艺操纵空间、设备厂房等实施要求和航空公司营运保障体系特征,形成民机结构再制造工程实施指南。
2.2 关键技术
民机结构再制造工程主要关键技术有:
1)典型结构疲劳薄弱部位裂纹特性研究
根据型号研发阶段的疲劳试验、分析和综合航空公司营运数据,通过目视检测、CT扫描和X光检测等无损检测技术手段,将典型结构疲劳薄弱部位缺陷和损伤类型及裂纹尺寸进行统计分析,形成民机结构疲劳损伤统计数据库。
2)再制造工艺参数数值仿真模型研究
建立典型再制造工艺数值模型,数值化各工艺参数,测定材料本构方程参数,根据接触力学等理论,建立再制造工艺的构件表面质量、残余应力、组织变化、硬度等表面特性/亚表面特性的数值分析方法。
3)再制造工艺试验验证及疲劳/损伤容限性能测定
针对典型再制造工艺,在工艺参数数值仿真分析的基础上,优选参数组合,结合结构疲劳薄弱部位裂纹特征,对于不同材料、不同类裂纹模式的构型组合进行材料级或零件/组件级的疲劳和损伤容限特性试验、测定相关性能数据。
4)再制造工艺疲劳/损伤容限评估方法研究
根据弹塑性理论和工程力学方法,基于再制造工艺数值分析和试验数据,发展典型结构再制造工艺裂纹扩展仿真技术,修订成熟的典型结构疲劳/损伤容限评定技术,形成再制造构件疲劳/损伤容限评估方法。
3 结束语
2003年8月,科技部和中国工程院在论证制定我国2020年中长期科学技术发展规划第三专题《制造业发展科学问题研究》时,将“机械装备的自修复与再制造”列为19项关键技术之一,经过十多年的发展,当前,初步具备了将再制造技术引入民用飞机领域的基础。本文所阐述的再制造工程现状、典型工艺、民机结构再制造工程研究思路、总体框架和关键技术的顶层规划,可为国内民机结构再制造工程实施指明方向。后续,民机结构再制造工程需进一步研究再制造的适航符合性,特别是对于具有广布疲劳特征结构的再制造适航安全性工作。
【参考文献】
[1]王仁智.金属材料的喷丸强化原理及其强化机理综述[J].中国表面工程,2012,25(6):1-9.
[2]刘海英,等.超声喷丸强化产生残余应力的有限元分析[J].新技术新工艺,2008(1):25-28.
[3]陈瑞芳,等.不同约束材料对激光冲击强化效果影响的实验研究[J].应用激光,2008,28(2):89-91.
[责任编辑:汤静]
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
民用飞机设计与研究(2020年4期)2021-01-21
民用飞机设计与研究(2020年1期)2020-05-21
读者·校园版(2016年20期)2016-11-17
商场现代化(2016年25期)2016-11-15
瞭望东方周刊(2016年29期)2016-08-12
民用飞机设计与研究(2015年3期)2015-12-07