
超大平面钢桁架高空散装安装工艺研究
2015-09-18 02:14
建筑施工 2015年8期
中国建筑第八工程局有限公司 上海 200125
1 工程概况
大连中心·裕景ST1塔楼是大连裕景项目的最高建筑,地下4层,地上80层,建筑高度383.45 m,总建筑面积1.75×105m2。主要建筑功能为高档写字楼和超五星级酒店。主体结构形式为型钢混凝土组合结构。钢结构主要分布于塔楼的外框,外框结构由巨型柱、转换大桁架、斜向大支撑、框架柱与框架梁共同组成。其中,巨型柱分布于塔楼的5个角,转换大桁架每隔15层1道,将上面14个楼层的荷载传递到周边巨型柱上,每2道桁架之间设置斜向大支撑,组成结构的抗侧力体系(图1)。工程总用钢量约3.45×104t[1]。
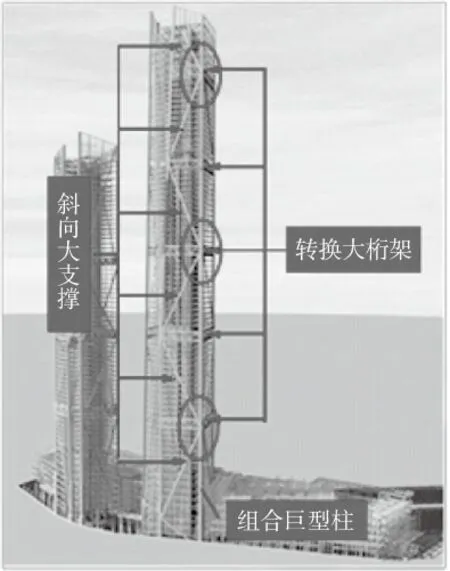
图1 ST1塔楼结构体系透视图
本工程共有20榀超大平面转换钢桁架,转换大桁架最长40.30 m、高8.50 m,单榀最重达291 t(图2)[2]。
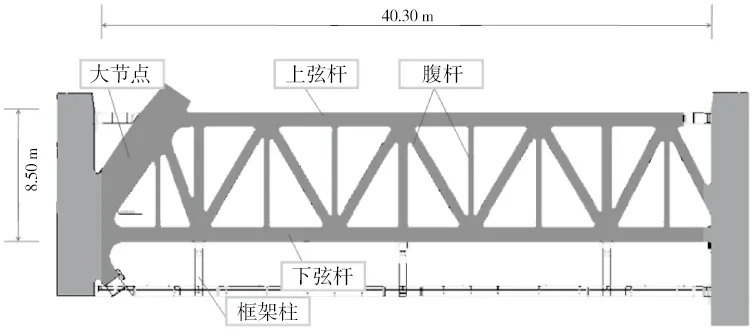
图2 超大钢桁架立面布置示意
2 工艺流程及操作要点
2.1 工艺流程
施工准备→安装桁架牛腿、临时支撑→加固支撑底部框架梁→安装柱顶马凳→桁架吊装→桁架测量校正→桁架焊接
2.2 操作要点
2.2.1 安装桁架牛腿、临时支撑
在进行桁架安装之前,首先要将与巨型柱相连的桁架连接牛腿和支撑桁架下弦杆的临时支撑安装完毕,如图3所示。

图3 桁架牛腿及临时支撑安装示意
临时支撑的长度根据桁架下弦杆底面与下一层钢框梁上表面的高差确定。支撑顶部处理措施如图4所示。

图4 临时支撑顶部处理措施
2.2.2 加固支撑底部框架梁
在临时支撑生根部位需要进行框架梁加固,采用厚20 mm板与框架梁腹板和翼缘进行双面角焊缝焊接。临时支撑加劲板与外框梁焊接,待桁架安装、焊接完成后,将它们割除,并把外框梁打磨平整。
2.2.3 安装柱顶马凳
根据设计要求,在桁架下弦杆底面与框架柱之间有150 mm的下挠变形调节空间。桁架安装时,在框架柱顶需要增加马凳用以调节。马凳高度则根据现场每个框架柱的柱顶标高与桁架下弦杆底面设计标高的高差确定,这就要求对每一个框架柱及其对应的马凳进行一一对应编号。马凳与框架柱顶的连接方式如图5所示。
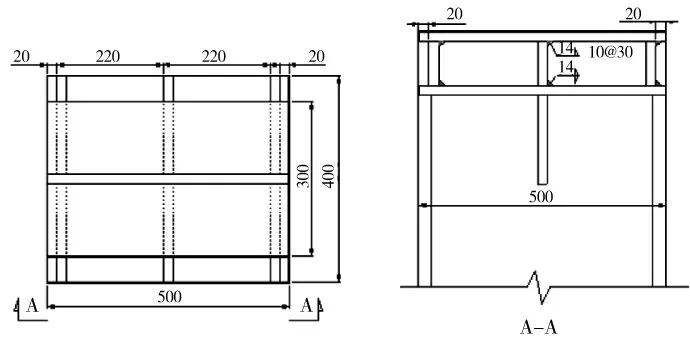
图5 框架柱顶马凳处理措施
2.2.4 桁架吊装
1)桁架弦杆的组对就位。由于桁架弦杆截面大、质量大,为了防止安装过程中出现平面内失稳,保证安装的安全并缩短吊装及校正的时间,在桁架弦杆与连接牛腿、桁架弦杆与弦杆的对接位置设置楔合接头进行组对后就位。
2)桁架安装流程如下[3,4]:
(1)安装临时支撑,连接节点牛腿焊接完毕后,吊装桁架靠近连接节点牛腿的下弦杆。同时吊装与该下弦杆连接的相关平面梁,确保该构件在空间上形成稳定体系。校正后,焊接与牛腿相连的下弦杆。
(2)同样的方法依次安装剩余的2根下弦杆,与平面梁同步安装,确保每一段下弦杆摘钩前均已形成空间稳定体系。
(3)下弦杆安装完毕后,依次安装竖腹杆,校正后,再依次焊接。
(4)竖腹杆安装完毕后,在每一个竖腹杆两侧各悬挂一个倒链,用于斜腹杆的调整。而后,再依次安装斜腹杆,并分别与相应的倒链连接,经初步校正后,再紧固连接耳板。
(5)安装上弦杆连接节点,校正固定后,开始焊接。
(6)安装第1段上弦杆,与之相连接的平面梁同步安装。校正固定后,焊接上弦杆与连接节点的对接焊缝,如图6所示。
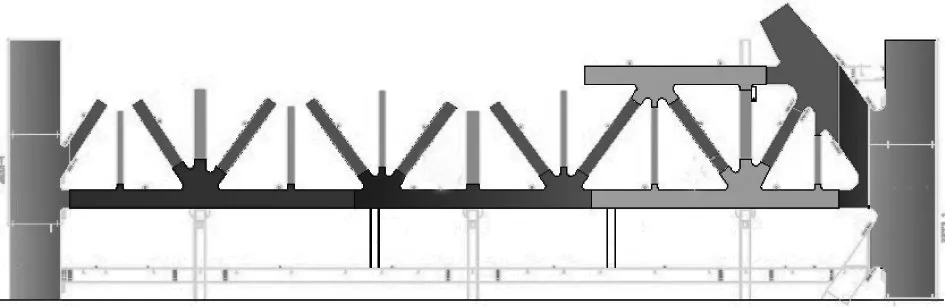
图6 安装上弦杆
(7)同样的方式安装剩余的上弦杆及对应的相关平面梁。
2.2.5 桁架测量校正
1)下弦杆的测量控制。根据A′、B′点的标高连线设置临时支撑。同时,测出A、B点的标高;安装第1段下弦杆,根据A、B点标高连线,复测C点标高。与设计标高有偏差时,微调临时支撑上的千斤顶确定C点标高。考虑到焊接收缩变形,在A点处组对时,轴线相对于设计位置预偏4 mm,用全站仪控制弦杆水平位置,用同样的方法确定第2、3段下弦杆轴线及标高位置(图7)。
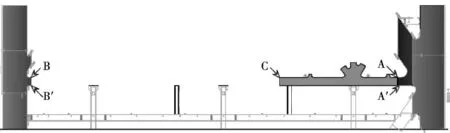
图7 下弦杆安装测量示意
2)竖腹杆的测量控制。在竖腹杆安装前,对各腹杆的设计标高进行计算;复测下弦杆上各腹杆的标高,并对各腹杆的加工尺寸进行复核。若腹杆高度与下弦杆上的腹杆底标高之和大于设计标高,则须在安装之前对腹杆进行处理后再吊装。根据与框架柱对应的3根竖腹杆的轴线,控制其余竖腹杆轴线,在竖腹杆的安装中,根据竖腹杆底端的标高与设计标高的差值控制该吊装单元竖腹杆和下弦杆的对口。同时每吊装1根竖腹杆即对其进行垂直度的校正调整(图8)。

图8 竖腹杆安装标高控制示意
3)连接节点的测量控制。以斜支撑E点作为其安装标高与平面位置的测控点。
4)上弦杆的测量控制。安装上弦杆,根据E、F点标高连线,确定G点平面位置与标高,用同样的方法控制剩余2段上弦杆(图9)。

图9 上弦杆安装测量示意
2.2.6 桁架焊接
焊接总体控制思路为:以控制焊接变形为主,控制应力为辅。采用多人对称同步施焊,以“锤击法”消除焊接应力。施工前编制焊接工艺卡,采取焊前预热、焊后保温、层间打磨等各项措施保证焊接质量。焊接工艺流程如下:
1)K形节点牛腿、下弦杆、竖腹杆的焊接分别根据其安装流程,各对接焊口逐步焊接。
2)连接节点安装后,其上、下段对接口及与竖腹杆的对接口分别焊接(图10中焊口7、8)。
3)第1段上弦杆安装后,其水平对接口及与竖腹杆的对接口分别焊接(图10中焊口9、10)。
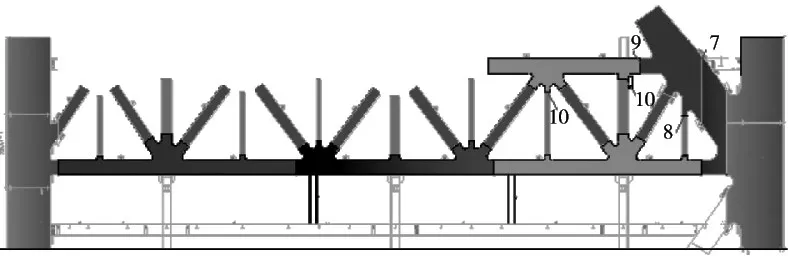
图10 桁架焊接顺序示意
4)第2段、第3段上弦杆安装后,焊接顺序同第1段。
5)最后,焊接斜腹杆各对接焊缝。
施焊前用电加热板将焊缝两侧2倍板厚范围加热至140 ℃以上,对于加热温度达不到要求的区域,用火焰加热进行补偿。焊接完成后,立即将加热板覆盖焊缝并通电,对距焊缝中心线50 mm位置进行温度测量,温度达到250 ℃时,停止通电,并外覆保温棉,使焊缝自然冷却至常温。焊接完毕以后,外观质量检查应无裂纹、气孔、夹渣,焊缝两侧比坡口略宽0.50~2.00 mm,焊缝要按规范规定及设计要求进行超声波探伤,发现缺陷要及时返修。焊缝返修时,应对照缺陷位置,采用砂轮机或碳弧气刨将缺陷除掉。采用碳弧气刨处理时,气刨完毕后须用砂轮机打磨刨口至刨口平滑后,方可进行补焊。
3 质量保证措施
在低温环境下,保证桁架大量厚100 mm钢板的焊缝一次性检测合格是质量控制中的重中之重,在施工过程中采用如下措施保证焊接质量[5,6]:
1)层间温度控制。焊接开始后,将电加热板移至焊缝一侧,继续通电,保证焊接过程温度。焊接过程中定时对层间温度进行检查,如果发现层间温度过低,应马上停止施焊,并用火焰烤枪进行热补偿,测温达到200 ℃左右后,方可继续施焊。
2)焊接小锤的应用。每层焊接结束后,用自制焊接小锤均匀敲打焊缝,既清除焊渣,又消除焊接应力,简便易行,成本低。
3)焊接过程记录。在防护棚内悬挂温湿度计、红外测温仪、风速仪等,实时对焊接环境进行监控,焊接过程中对焊接参数定时记录,保证焊接环境符合要求。
4 结语
超大平面钢桁架高空散装安装工艺具有构件分段标准化,安装过程安全可靠,便于制作、运输及现场生产等特点。该施工工艺将工程施工难点一一分解并有效解决,有效地提高了大型平面钢桁架的安装质量,且该工艺对于大型平面钢桁架施工有较强的通用性,是大型钢结构工程施工工艺及质量保证措施的有效探索成果[7]。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中国设备工程(2022年4期)2022-03-08
重庆交通大学学报(自然科学版)(2021年11期)2021-12-17
建筑机械化(2020年12期)2020-12-30
建筑施工(2020年4期)2020-08-07
制造技术与机床(2019年11期)2019-12-04
安徽建筑(2019年4期)2019-05-09
上海公路(2018年4期)2018-03-21
制造技术与机床(2017年4期)2017-06-22
河南科技(2017年3期)2017-04-15
