镀锌的故障
2015-09-18 06:30:40陈勿初
电镀与环保 2015年2期
陈勿初
(厦门华泰利表面处理有限公司,福建 厦门 361023)
镀锌的故障
陈勿初
(厦门华泰利表面处理有限公司,福建 厦门 361023)
0 前言
电镀生产中,析氢会造成氢脆、起泡、崩皮等疵病。由于这些疵病的产生原因不同,所以要根据不同情况进行处理,避免产生以上疵病。
1 弹簧钢镀后产生氢脆
可以用砂轮火花鉴别,60Si2Mn弹簧钢、30CrMnSiA弹簧钢和65Mn弹簧钢对应的火花图,分别如图1、图2和图3所示。
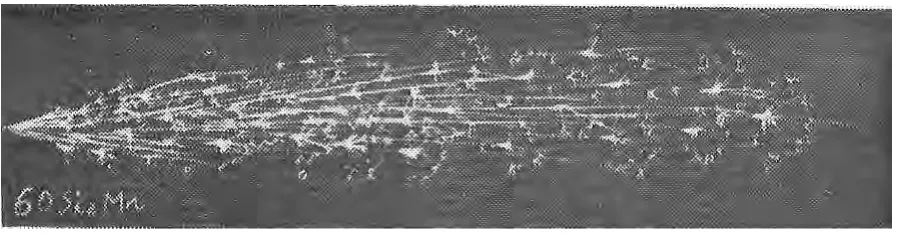
图1 60Si2Mn弹簧钢的火花图

图2 30CrMnSiA弹簧钢的火花图
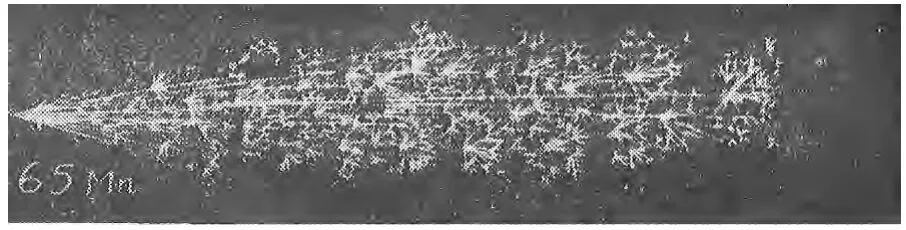
图3 65Mn弹簧钢的火花图
这些钢中锰的质量分数较高,在电镀中,晶格中的锰被置换出来,氢离子在晶格中,引起穿晶格断裂和沿晶格断裂。
解决办法:若钢丝碱性镀锌,采用镀前回火的办法,回火温度250℃,保温2h,自然冷却,然后进行电镀。弹簧件镀后除氢,除氢温度为(200±5)℃。保温2h后,关掉电源。第二天取样做压力试验,24h后松开,看是否有断裂。断裂率不大于1%才算合格。
2 镀前处理不干净
随着科技的发展,切割钢板从气割改成激光切割,这给前处理带来麻烦。靠传统酸除氧化皮已经保证不了质量,所以我们要采用新的工艺。
解决办法:对激光加工件,氧化皮较厚的,首先要松动氧化皮。具体工艺配方为:NaOH 100g/L,KMnO460g/L,90℃,松动为止(时间过长会造成过腐蚀)。取出洗净后,再在酸中除掉氧化皮。
3 清洗不干净造成起泡
因为除油粉配方中含有大量的硅酸钠,特别是在冬天,凉水清洗不干净,吸附在工件表面。当在碱性镀液中进行反应时,生成盐膜,造成镀层起泡。
解决办法:可以在钾盐镀锌槽中镀,因为这不会产生盐,所以不会起泡。若要在碱性镀液中镀,多加一道含氟酸中除硅的工序,然后再电镀,不会起泡。
4 铸钢件崩皮
铸钢件由于应力没消除,所以镀锌后在应力的作用下,使镀层崩皮。
解决办法:进行回火处理,温度控制在250℃左右,2h后自然冷却,然后进行电镀。
TQ 153
B
1000-4742(2015)02-0053-01
2014-09-23
猜你喜欢
金属热处理(2023年4期)2023-07-31 03:09:35
山东冶金(2022年4期)2022-09-14 08:59:04
山东冶金(2019年5期)2019-11-16 09:09:32
铝加工(2019年4期)2019-03-30 01:53:26
四川冶金(2017年6期)2017-09-21 00:52:22
材料科学与工程学报(2016年2期)2017-01-15 13:34:45
山东工业技术(2016年15期)2016-12-01 05:31:46
大型铸锻件(2015年4期)2016-01-12 06:35:34
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33