
国际热核聚变装置用超导电缆绞缆过程控制
2015-09-14 09:19:08薛天军魏周荣秦经刚张应俊熊志全孙慧玉
电线电缆 2015年6期
薛天军, 魏周荣, 秦经刚, 张应俊, 熊志全, 孙慧玉
(1.白银有色长通电线电缆有限责任公司,甘肃白银730900;2.中国科学院合肥物质科学研究院,安徽合肥230031;3.北京云电英钠超导电力技术有限公司,北京100080)
国际热核聚变装置用超导电缆绞缆过程控制
薛天军1, 魏周荣1, 秦经刚2, 张应俊1, 熊志全3, 孙慧玉3
(1.白银有色长通电线电缆有限责任公司,甘肃白银730900;2.中国科学院合肥物质科学研究院,安徽合肥230031;3.北京云电英钠超导电力技术有限公司,北京100080)
介绍了超导电缆结构,分析了超导电缆绞制过程中产生蛇形弯曲和外径不均匀的主要因素。非正规同向绞合的超导电缆是一种松散结构;绞制过程中,单根股线或子缆中存在的应力和放线张力不均匀是引起超导电缆产生蛇形弯曲的主要因素;绞合过程中各级子缆的排线和五级缆绞合时引起的扭转和变形以及分线的不均匀,是引起超导电缆蛇形弯曲的重要因素。通过合理配置各级缆绞合设备,控制绞制过程中收、放线张力,提升绞制设备的排线系统,改进不锈钢带绕包系统等措施,可有效防止超导电缆产生蛇形弯曲。
国际热核聚变实验堆;管内电缆导体;超导电缆;绞缆
0 引 言
随着煤炭及石油等化石类资源的日渐枯竭,绿色替代新能源的开发利用已成必然。作为一种新能源,核聚变能主要利用核聚变反应过程中释放的能量,其燃料来源是海水中有丰富蕴藏量的氢同位素氘。与常规核裂变反应不同,核聚变反应过程中产生的核辐射非常少,属清洁能源。随着科技水平的不断提高,超导磁体技术、磁约束技术等的快速发展为可控核聚变反应装置的研发创造了条件,核聚变能的利用正在成为可能。
国际热核聚变实验堆(International Thermonuclear Experimental Reactor,简称ITER)计划是由美国、欧盟、中国等七方联合筹建的大型磁约束核聚变实验装置,其目的是在物理上对长脉冲氘氚自持燃烧进行实验,在工程上对反应堆的技术可靠性进行探索。ITER装置共包括34个磁体线圈。由于需要产生强磁场,磁体中最大脉冲电流高达几十千安,限于因电阻产生的焦耳热等因素,常规导体无法满足ITER装置磁体线圈的载流需要[1-2]。
随着超导材料制备技术的发展,基于NiSn3和NiTi合金材料的低温超导股线的电磁特性已能够满足在强磁场环境下的应用条件,且已具备商业供应的条件,在此基础上研发的管内电缆导体(Cable-In-Conduit Conductors,简称CICC)已成为目前国际上公认的大型超导磁体线圈的首选导体[3-4]。根据相关协议,ITER装置用TF(Toroidal Field coils)型和PF(Poloidal Field coils)型两种CICC导体的研制由我国承担[5]。
CICC导体由超导电缆和套装在其外层的不锈钢铠装层组成。其中,超导电缆由多达一千多根超导股线和铜单线混合、以非正规绞合方式同向绞合而成;铠装层则由整根的不锈钢管组成。超导电缆套装在铠装层内并经紧压成型后成为CICC导体。套装时,超导电缆与不锈钢铠装层间最大间隙为2.5 mm,由于各型号CICC导体长度在800 m左右,要求不锈钢套管长度也必须达到上述长度,穿管时,如果超导电缆外径的均匀性和弯曲得不到保证,就会导致超导股线产生不可恢复性损伤,因此,超导电缆外径的均匀性和弯曲度是影响超导电缆绞制成功的关键技术因素。然而,由于是同向绞合,超导电缆结构自身具有不稳定性,各级子缆绞制过程中产生的预应力容易导致蛇形弯曲。
本文介绍了CICC导体用超导电缆结构及其绞制技术,重点分析了超导电缆绞制过程中产生蛇形弯曲的主要因素,并据此提出均匀控制绞合张力,优化分线环装置等技术措施,实现了各级子缆绞制过程中的股线张力的实时精准控制,有效地解决了蛇形弯曲,在此基础上完成了多根PF5型超导电缆的绞制。
1 CICC导体及其超导电缆结构
CICC导体包括超导电缆及套装于外层的铠装层两部分,套装在CICC导体铠装层内的超导电缆是一种多级缆,共由5级子缆组成。其第一级子缆由若干根超导股线按照一定的绞合节距绞合构成;第二至第五级子缆分别由第一至第四级子缆以非正规绞合结构、同向绞合而成。五级子缆是CICC导体用超导电缆成品,其外层重叠绕包一层不锈钢带,在五级子缆绞制过程中,须对超导电缆的外径进行紧压控制,以保证超导电缆外径满足设计要求,达到套装条件。
在完成超导电缆与铠装层的套装后,需对CICC导体进行紧压,以降低超导磁体线圈结构尺寸并防止载流过程中产生的巨大电动力引起的超导股线移位。紧压后,CICC导体外形可为圆形或方形。图1 为PF5型CICC导体用超导电缆典型结构,图2为PF5型CICC导体截面图。
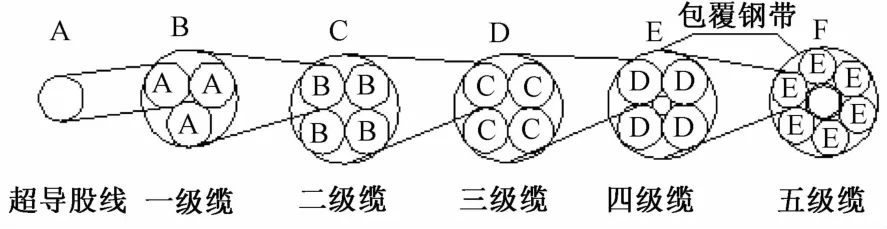
图1 CICC导体用超导电缆典型结构
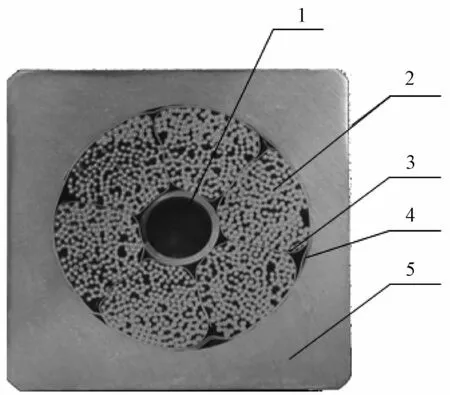
图2 CICC导体截面1—超导电缆支撑管 2—超导股线 3—绕包在第4级子缆外的不锈钢带 4—五级缆不锈钢带 5—CICC导体铠装层
2 超导电缆绞制技术难题
自2007年9月,白银有色长通电线电缆有限责任公司即开展CICC导体用超导电缆绞缆技术研发。多根模型哑缆试制表明,五级子缆的绞制过程中,即使在五级子缆处于张力情况下,也极易出现蛇形弯曲,解除张力自由放置时,这种蛇形弯曲更趋明显。通过采取不同的方式、设备进行绞制,均无法完全避免这种蛇形弯曲的出现。
由于超导电缆最终套装在长度为800 m左右的不锈钢管中,其最大套装公差仅为2.5 mm,这对超导电缆的外径均匀性和线性一致性提出了更高的要求。产生蛇形弯曲时,部分股线沿圆周方向突出,一个节距内超导电缆的整体轮廓外径明显增大。在结构方面,这将导致穿管难度加大,使得穿管拉力超出股线承受能力,损伤超导股线,图3是超导电缆局部弯曲造成穿管牵引力骤增;在电气方面,由于这种蛇形弯曲引起的超导电缆内部空隙率不均匀,将导致股线间的电流分配不均,从而引起交流损耗增加,这将严重制约超导电缆的稳定载流能力。超导电缆绞制过程中的蛇形弯曲和由此导致的外径不均匀已成为严重制约超导电缆绞制成功与否的关键技术难题。图4为张力条件下,五级子缆绞制过程中产生的蛇形弯曲。
3 导致蛇形弯曲的主要因素
经过对超导电缆绞制过程中的张力监测、分线角度、预绞角度等因素进行分析,并对绞制的超导电缆进行解剖。解剖分析表明,超导电缆各级子缆均存在一定的蛇形弯曲或损伤,但在五级子缆绞制过程中更为明显。经过对超导电缆自身结构参数进行分析,并经多根模型哑缆的多次试制,对多个影响因素进行排除。理论分析和绞制实践表明,造成超导电缆蛇形弯曲主要原因包括以下几个方面。
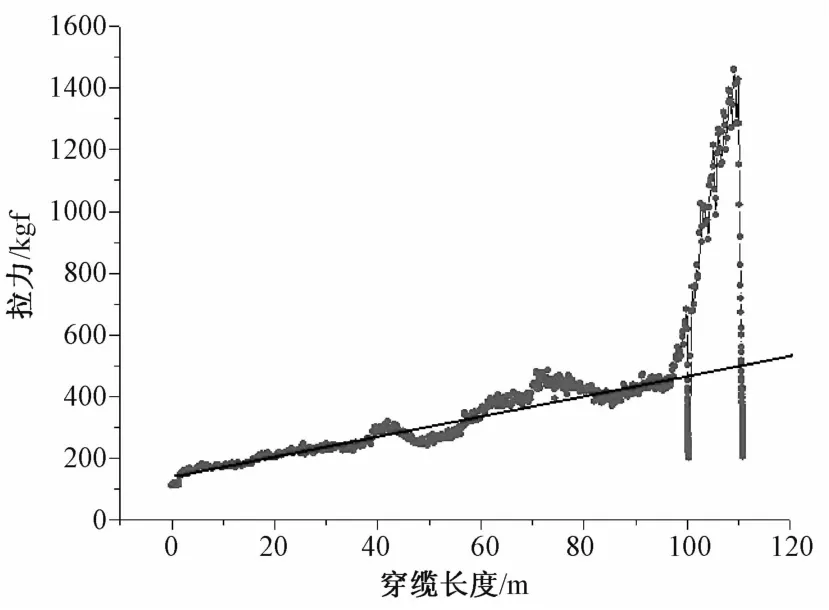
图3 超导电缆穿管牵引力曲线
3.1超导电缆自身结构和绞缆过程中的张力
超导电缆由多级子缆绞合而成,为防止绞合过程中造成超导股线局部受力受损,超导电缆多级子缆设计为同向绞合,因而其结构为非正规、同向绞合,这种结构自身是一种松散结构。单根超导电缆由一千多根超导股线或铜股线分五级绞制而成,在超导电缆子缆绞制过程中,单根股线或子缆中存在一定的应力。这种应力的存在容易导致电缆出现弯曲或外径不均匀;而绞制过程中股线或子缆的周向和轴向运动,加剧了部分股线的应力,使得产生的应力更为不均。
每根股线或子缆的张力不均匀,必然导致绞合过程中各子缆的绞入量不一致。这使得在绞缆长度方向、不同节距内,各股线或子缆中心与超导电缆中心轴线间的距离发生变化,产生外径不均匀;而绞制过程中的周向运动容易导致蛇形弯曲的产生,这是造成超导电缆产生蛇形弯曲的主要原因。
由于各股线中存在一定的应力,如果绞合中放线张力值太大,导致股线中的应力在绞合前不能释放,应力存留到绞合后的电缆中,致使电缆弯曲。
3.2绞合后各子(成品)缆产生应力
子(成品)缆应力的产生与绞合设备的绞合方式有着密切的关系,要使绞合后的子(成品)缆不产生应力,绞合设备必须完全退扭。
3.3各级子缆的排线质量
超导电缆绞制过程中,股线或各级子缆带有一定的张力,若设备操作不当,则容易出现收排线不平整现象,产生压线。在张力条件下,这种压线容易造成子缆局部压散、变形,这也是造成超导电缆产生蛇形弯曲的重要原因之一。
3.4五级缆绞合时的扭转和变形
为了保证超导电缆的外径一致,五级缆绞合时,需要经多级紧压轮的紧压和不锈钢带的强力绕包。如果各级紧压轮不能校准在一条直线上,紧压时电缆就会发生扭转,这将导致超导电缆产生局部弯曲;同时,在超导电缆不锈钢带包覆过程中,电缆晃动幅度过大,使电缆扭转,产生弯曲。
此外,各股线或各级子缆,尤其是五级缆绞合时四级子缆进入绞合前不能等距分线,致使各股线不能均匀一致地进行绞合,从而产生一定程度的弯曲。
4 解决措施
4.1设备选型
一级缆绞合的数量比较大,如采用笼式绞线机则生产效率较低。为提高效率,一级缆我们选用了φ630单绞机,并进行了改造,实现了单绞机主动放线、主动退扭。二、三级缆采用φ500/6型笼绞机,四、五级缆采用φ1250/6型笼绞机。
4.2控制收、放线张力
技术人员重点对各级缆绞合设备的收、放线张力控制系统进行了技术改造,实现收、放线张力的自动检测、自动反馈、自动调整,确保了绞合中超导电缆股线和各级子缆的张力均匀,达到精准控制。
为消除股线中的应力,应将股线收、放线张力控制在一定的范围内,表1为超导电缆绞制过程中各级子缆放线张力控制范围。
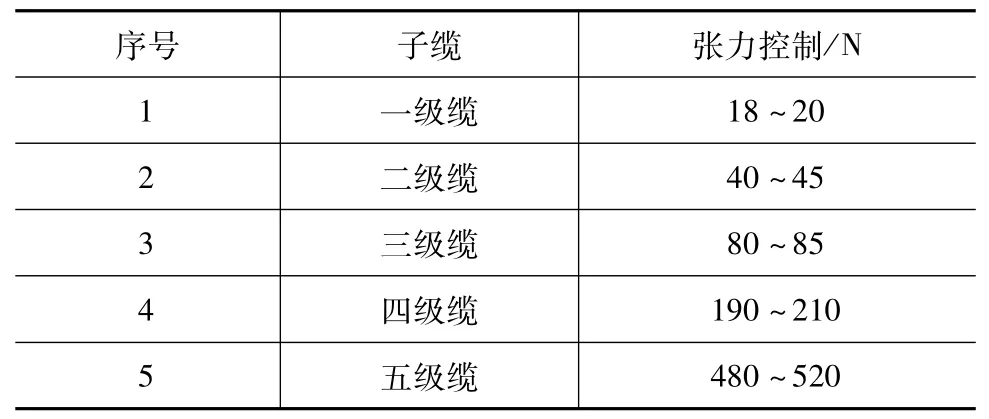
表1 各级缆放线张力控制范围
4.3改进四、五级缆绞合设备分线装置
一般笼式绞线机的分线环的设置按照放线盘数等分,因此φ1250/6型笼绞机的分线环是六等分,但CICC绞缆的四、五级缆绞合根数按照绞合规范来确定,有四、五、六根三种情况,为保证均匀分线,设计加工了四、五等分分线环,图5为四等分分线环实物照片。

图5 四等分分线环实物照片
4.4减小超导电缆绞合中的扭转、变形
技术人员合理地配置不锈钢钢带绕包模具,绕包前、后模具孔径比电缆外径分别大1~1.5 mm、1.3~1.8 mm;在实现正常绕包的前提下最大限度地缩短前后模具的距离,合理控制绕包张力,以降低电缆晃动幅度;五级缆紧压前,将各道紧压轮的中心校正在一条直线上,缩短各道紧压轮的间距,以减小紧压时的扭转;提高排线的质量,有效防止收排线中出现子缆局部压散、变形等不良现象。
图6是采取以上措施后绞制的五级缆,从图中可以看出电缆较为笔直。

图6 超导电缆五级缆绞制
5 结束语
通过采取上述措施,超导电缆蛇形弯曲问题得到了彻底解决。
2009年5月和2010年3月,白银有色长通电线电缆有限责任公司完成了ITER装置用CICC-TF型、PF型超导电缆绞缆技术工艺定型,通过了中国国际核聚变能源计划执行中心组织的工艺评审。2011年、2012年分别完成第一根765 m哑缆和750 m超导电缆的绞制,实现了ITER装置用超导电缆的产业化生产。
[1] 滕玉平,戴少涛,魏周荣,等.ITER装置超导磁体线圈导体用超导电缆的绞制[J].电工技术学报,2013,28(1):4-12.
[2] 滕玉平,魏周荣,薛天军,等.国际核聚变装置用超导电缆绞缆技术优化研究[J].电线电缆,2011(4):8-10.
[3] 蒋华伟,李国平,赵玉娟,等.基于稳定性CICC设计模型[J].电工技术学报,2011,21(1):14-18.
[4] 刘 勃,武 玉.ITER超导磁体线圈电磁分析[J].低温与超导,2009,39(9):31-33.
[5] 武 玉.ITER PF/TF导体采购包工作进展[C]//CNDA工作会议报告,2009.
Cabling Process Control of ITER Superconductive Cable
XUE Tian-jun1,WEI Zhou-rong1,QIN Jing-gang2,ZHANG Ying-jun1,XIONG Zhi-quan3,SUN Hui-yu3
(1.Baiyin Non-ferrous Changtong Wire&Cable Co.,Ltd.,Baiyin 730900,China;2.Hefei Institutes of Physical Science,Chinese Academy of Sciences,Hefei 230031,China;3.Beijing Innopower Superconducting Power Technology co.,Ltd.,Beijing 100080,China)
The structure of the superconducting cable is introduced.The main factor which resulted in the serpentine bend and the nonuniformity in outer diameter when cabling are analyzed.The superconductive cable twisted in the same but irregular direction appears a loose struction.During the twisting process,themain factor of serpentine bend caused by the tension and its inhomogeneity existed in the single or sub-stage strand(s)are presented.Another important factor for twisting,deformation and uneven line caused by both winding displacement of every sub-stage and twisting of fifth-stage cable is also described.The serpentine bend can be avoided effectively by reasonable configuration of cable stranded equipment at all levels,adjusting the take-up and pay-off tension,upgrading the wire align system,and improving the wrapping system for the stainless steel.
ITER;CICC conductor;superconductive cable;cabling
TM249.7
A
1672-6901(2015)06-0021-04
2015-03-26
薛天军(1971-),男,工程师.
作者地址:甘肃白银市白银区银山路135号[730900].
猜你喜欢
电工技术学报(2024年2期)2024-02-05 09:33:06
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
军事文摘(2021年18期)2021-12-02 01:27:58
上海大中型电机(2021年1期)2021-06-09 09:12:04
中国特种设备安全(2018年10期)2018-12-18 02:17:18
上海大中型电机(2018年3期)2018-09-22 08:06:44
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
电站辅机(2017年3期)2018-01-31 01:46:38
