
面向离散型制造业精益生产管理集成化系统研究
2015-09-13 11:50曾鹏飞郝永平
制造业自动化 2015年17期
张 星,曾鹏飞,郝永平
(沈阳理工大学 CAD/CAM技术研究与开发中心,沈阳 110159)
0 引言
随着产品生命周期和交货期的缩短,企业的快速交货能力和响应需求变化能力是企业在未来竞争中取得成功的关键[1]。离散型制造业在生产过程中信息繁多,且包含着很多的变化和不确定性。生产数据多,标准难制定,数据维护工作量大等问题急需解决。为解决生产过程中的信息准确、快速的传递,提升生产环节与产品设计、生产计划等环节的信息交互,企业迫切需要一套集成化生产管理系统来有效整合生产过程中内外部物流、资金流、信息流,实现生产资源优化配置。
近年来,国内外在制造业生产管理集成方面做了大量的研究。文献[2]引用了齐套工位的概念,建立统一的数据结构,解决了机加和装配系统相连接的问题;文献[3]建立了一种基于现代敏捷制造环境的系统集成框架模型;文献[4]提出了在虚拟制造环境下包括系统布局、仿真规划和虚拟漫游三个阶段的大批量生产的制造系统集成规划方案;文献[5]提出了一种基于面向服务架构的PDM(Product Data Management)系统和生产管理系统集成的方案;文献[6]提出了一个网络化制造环境下的数字化制造车间集成管理系统结构,实现了生产管理、单元控制、DNC远程控制及检测监控子系统之间的集成。
以上研究大多数只是单一的集成几个系统,或是提出了一些集成方法,没有结合制造业的管理模式以及复杂多变的市场环境所带来的需求的变化。离散型制造业在管理模式及执行方面,缺乏先进及创造性的管理方式。仅单单是对各信息系统的集成并不能从根本上提高管理水平,提高竞争力。因此迫切需要在生产管理系统集成的过程中融入精益管理思想,从管理和信息两个方面提高集成化生产管理系统的效率。因此本文根据以上研究成果,结合离散型制造企业生产管理的特点和需求,引入精益生产思想,构建了精益生产管理集成化系统模型,设计了系统集成功能结构并实现了生产业务流程集成。
1 精益生产管理集成化系统模型
1.1 精益生产管理系统概述
精益生产管理是一个复杂的系统工程的概念,它包括从产品设计、生产线设计和建设、生产计划制定、组织职能和结构设置,人员、资金、设备、物流、信息统筹等多个方面的管理与控制[7]。精益生产理论强调生产现场的重要性,因为所有的生产活动都是在车间里完成的,车间里的信息复杂多变,如何处理好车间内部的信息,并且和上层的计划管理系统、产品设计系统,下层的控制系统进行信息交互变得尤为重要。许多企业已经实施了ERP、PDM、CAD等系统,但并未真正的实现业务流程的自动化,数据仍不能流畅传递,导致ERP不能正常工作。生产制造时常会出现订单更新变化不及时,生产信息及异常不能及时反馈,车间生产状况难以实时监控等问题。精益生产就是以不断减少浪费和持续改善为核心的。精益生产管理是一种以客户需求为拉动导向,是企业以最少的投入获取最低的成本,以效益显著改善为特征的全新的生产管理模式[8]。精益制造业会使用看板作为作业指南,但这只是在生产执行过程中的手段,需要最新的关于生产的数据。生产管理系统能够创造出质量分析和生产线过程改进所需数据,这就需要精益与生产管理系统相结合,用精益生产作为指导,信息系统作为信息追踪、监督、控制、管理和信息传递的工具,使生产过程透明化。
1.2 精益生产管理集成化系统模型
从离散型制造业的实际出发,在充分调研企业的业务流程的基础上,结合精益管理思想,建立精益生产管理集成化系统模型,如图1所示。

图1 精益集成化系统模型
1)精益计划
精益计划是在实时变化的需求基础上,通过滚动预测和滚动订单不断循环制定生产计划。零件的需求计划基于BOM,但BOM的层级应该尽量少,产品结构扁平化可以减少中间在制品库存。使用采购订单来和供应商沟通,使用生产看板和车间沟通。优化生产线排程,流水线按节拍和客户的实际需求生产产品,以达到准时交货。
2)精益销售
当接收到客户的订单时,应该先和生产部门和采购部门沟通,决定是否有生产能力和可用的物料,根据精益生产原理,成品应该基于实际客户需求,这就需要销售订单来触发产品的生产。对于交货期不能满足客户需求的情况,就需要根据预测来生产,建立一定的成品库存,基于成品库交货,用看板来控制成品库。
3)精益采购
精益采购需要和供应商建立好合作关系,和供应商有效沟通。对于具有较长提前期的物料仍需要MRP等计划的支持,对于短提前期的物料基于看板来触发采购。采购看板一般分为两类:按单看板和补充看板,当物料库货位一空或达到触发数量,补充看板和按单看板就出发采购,需要供应商填满。
4)精益生产
产品和零件的生产是由生产看板控制的,要做到当有生产看板时才生产,避免多余生产而造成的库存积压。相对应于采购看板,生产看板也分为按单看板和补充看板,按客户的需求生产是基于按单看板控制的,补充看板用于控制有稳定需求的产品和零件。对于混流生产的生产线要使生产均衡化,各工序间生产同步化,进行小批量生产,缩短换摸时间。
1.3 精益生产系统拉式模型
拉式生产方式是响应快速变化的实际需求和减少库存最好的方式。拉式系统相比较于传统的推式生产方式最大的区别就是物流和信息流的一致性,用信息拉动物料流动,如图2所示,当生产计划下达后,根据实际需求量和产品的提前期来确定生产顺序,使生产均衡化。生产计划只下达到最后一项任务,通过看板把生产指令传递给上道任务,有生产看板就生产,没有就不生产,以减少半成品库存。看板作为传递给上游任务的需求信号,是进行精益拉式生产最基本的手段,它是一种通过补充代替已消耗资源的物流控制方法。

图2 精益系统拉式模型
2 精益集成化系统设计
2.1 精益集成化系统功能结构设计
根据离散型制造业的生产业务需求,结合精益生产原理,将集成化系统分为计划管理、工艺设计管理、采购管理、质量管理、现场作业管理、库存管理和销售管理七个功能模块,集成化功能结构如图3所示。

图3 精益生产集成化系统功能结构
1)计划管理:经过预测和订单制定的主生产计划,根据实时的销售订单情况,每周都要用滚动的方式制定周计划,用周计划甚至是日计划来适应市场的快速变化。保证计划的透明度,装配计划和零件加工计划要步调一致,通过生产看板实现计划的拉动。
2)工艺设计管理:完成生产所需要的加工工艺,产品结构BOM,加工标准等数据的制定和管理。优化加工路线,改进设计和加工工艺,减少BOM层级,为实现均衡化生产、单元生产、扁平化生产做准备。
3)采购管理:根据库存和生产需要情况,区别于通常的采购模式,精益生产的采购是由生产需求拉动的,采用小批量采购看板和年度一揽子采购计划模式。遵循小批量、多次采购原则。
4)质量管理:生产过程中的工序标准化在精益质量管理中具有很重要的地位,对生产工人进行培训,达到标准化作业。在生产过程中,车间检验人员和技术人员检验不合格品、超差品、工废料废等情况,记录数量、生产单元、产品代码、零件代号等信息,再经质量部门确认审理,分析产生原因,生成质量报告。
5)现场作业管理:根据一定的标准将结构和工艺相似的零件组成一个零件组,确定出零件组的典型工艺流程,再根据工艺流程等信息将生产设备组成一个制造单元,实现单元化生产。通过看板、安灯系统等可视化工具实现成产车间的全面监控。形成生产报表,提供生产完成情况等数据的反馈。
6)库存管理:实现成品库存、中心库、线边库等各级库存的分级管理。生产计划和采购计划和库存息息相关,通过混流生产来减少成品库存,通过准时采购提高进货频率来减少原材料和外购件库存。
7)销售管理:客户的需求拉动是一切生产活动的动力,可以为客户建立一揽子销售订单,当系统接受到客户的订单时,订单就记录在一揽子销售订单里。当一组产品需要从同样的交付库位给客户,且发运日期一样,就可以建立一个发货计划。
2.2 生产业务流程集成设计
生产管理系统业务流程集成要保证信息传递的准确性、快捷性,根据实际业务需求减少流程浪费,实现信息的连续传递,如图4所示。
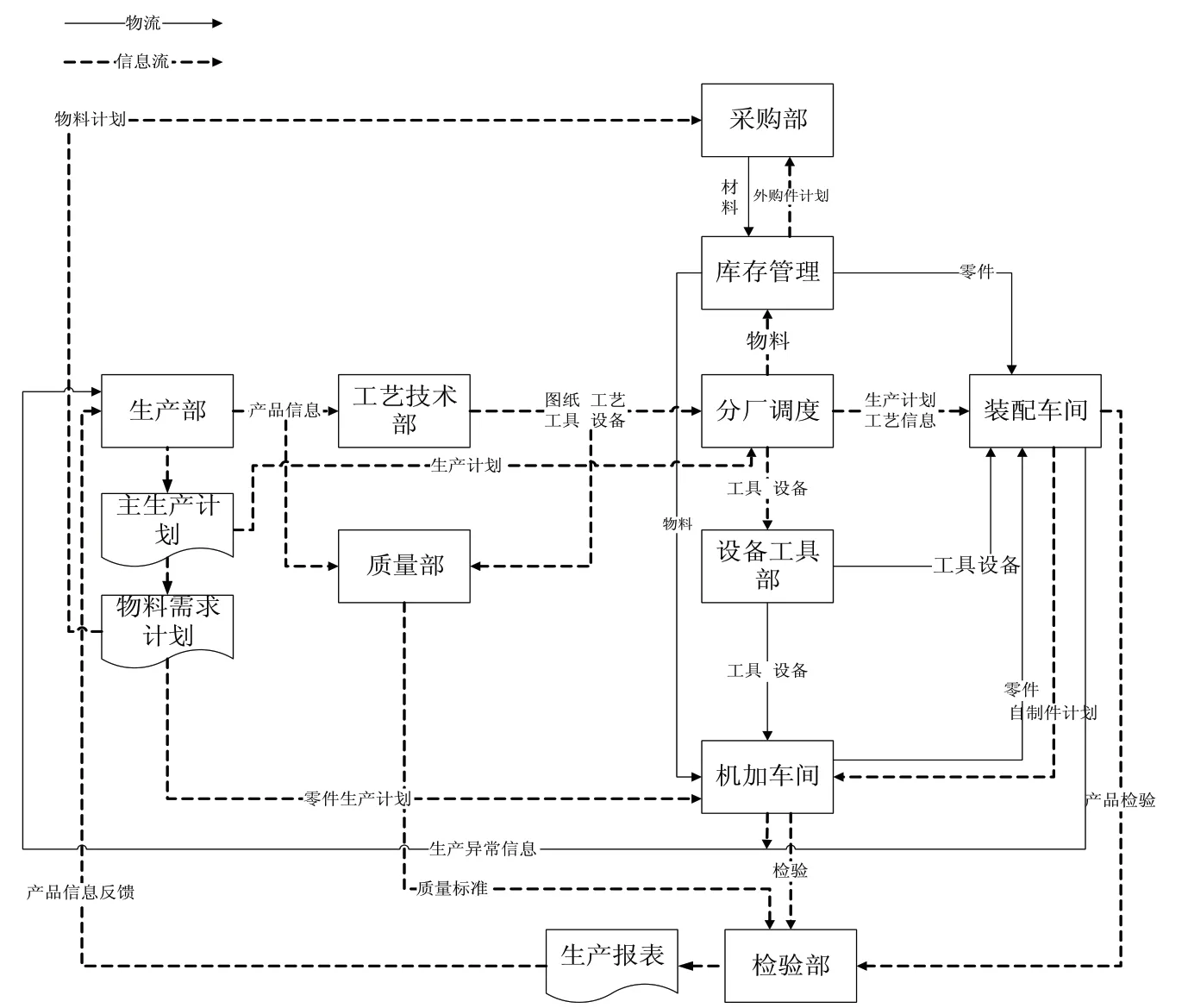
图4 生产业务流程集成设计
工艺技术部根据产品信息制定图纸,工艺等。经各分厂调度把生产所需要的工具设备发放到各生产车间。生产部经过计划分解把制定的月成品计划信息发送给装配车间,装配车间再根据计划以及实际情况制定周计划与日计划,周计划以滚动的形式制定,每周制定一次。根据物料需求计划制定的零件生产计划信息发送给机加车间,但只是一个大致的计划,机加车间再根据装配车间的零件需求来制定每周每日的生产计划,以实现需求拉动,减少库存。物料需求计划把制定的采购计划发送给采购部,采购部通过库存管理把物料、外购件等送到机加和装配车间。质量部通过产品信息、图纸、工艺等制定质量标准,检验部根据质量标准检验产品的完成情况并生成生产报表把生产过程中的异常信息及时反馈给生产部处理。
3 应用实例
根据以上分析及设计,建立集成化系统的各功能模块,完成业务流程集成,实现了各部门信息的传递与交互。
不同的人员登录系统后,根据其业务接收和处理相应的信息。生产部门制定好生产计划传递到相应的机加和装配车间,车间计划管理人员根据生产计划以及实际的生产需求、设备工具等能力信息制定合理的车间生产计划(如图5所示),对生产任务进行监控,动态调整生产计划;设备工具部门也会根据生产计划等信息进行设备工具的调整以及准备,如工具工装等需要外购,工具管理管员就需要填写工具工装需求计划以及时通知采购部制定采购计划(如图6所示);经过质量检验后质量管理人员进入产品管理模块可以填写不合格品通知单,对不合格品进行分类,如返工、返修、报废等(如图7所示)。

图5 车间计划制定

图6 工具工装需求计划

图7 不合格品管理
4 结束语
本文针对离散型制造业特征以及需求,为适应多变的市场环境,结合了精益生产管理思想,以需求拉动为动力,通过建立精益生产管理集成化系统模型,使计划、采购、销售和生产协同运作,提高企业对市场需求的响应能力。设计了生产管理集成化系统的功能结构,实现了生产业务流程集成,从而解决生产信息传递以及管理问题,提高生产效率,实现企业信息化制造。
[1] Wang Jianhai,Zhang shu.Architecture of manufacuring execution system in the extended enterprise[J].Chinese Journal of Mechanical Engineering,2002,15(1):90-93.
[2] 高焕明,王爱民,陈华伟,蔡智渊.面向机加与装配混合生产系统的建模与仿真技术[J].机械工程学报,2010,46(19):155-164.
[3] 万麟瑞,徐峰.敏捷制造系统集成框架研究.计算机工程与应用,2000.
[4] 范秀敏,顾民强,马登哲.生产系统的集成规划及案例分析[J].工业工程与管理,2001,(1):40-43.
[5] 徐宗云,王世伟.基于SOA架构的PDM系统与制造管理系统集成设计与实现[J].冶金自动化,2010,34(1):10-15.
[6] 汪惠芬,刘婷婷,张友良.数字化制造车间集成管理系统设计与实现[J].国防制造技术,2009,(2):44-48.
[7] 丁伯慧.面向离散制造系统的管理过程设计研究[D].天津大学,2008.
[8] 门田安弘.新丰田生产方式[M].王瑞珠,译.石家庄:河北大学出版社,2001:32-35.
猜你喜欢
智能制造(2021年4期)2021-11-04
中国市场(2021年34期)2021-08-29
化工管理(2021年7期)2021-05-13
今日农业(2020年23期)2020-12-31
造纸信息(2019年7期)2019-09-10
小学生学习指导(中年级)(2018年11期)2018-11-29
汽车观察(2018年9期)2018-10-23
农村农业农民·B版(2018年11期)2018-01-28
制造技术与机床(2017年5期)2018-01-19
电子制作(2017年22期)2017-02-02
