
GB/T 31727-2015《透明薄膜磨花程度试验方法》标准解读
2015-09-11 13:33:25亮胡建王明贞汪仕韬卫荣严
塑料包装 2015年5期
许 亮胡 建王明贞汪仕韬卫 荣严 菁
(1、江阴市产品质量监督检验所 2、江苏中达新材料集团股份有限公司)
技术发展方向—标准解析
GB/T 31727-2015《透明薄膜磨花程度试验方法》标准解读
许 亮1*胡 建1王明贞2汪仕韬1卫 荣1严 菁1
(1、江阴市产品质量监督检验所 2、江苏中达新材料集团股份有限公司)
国家标准GB/T 31727-2015《透明薄膜磨花程度试验方法》已发布,自2016年1月1日实施。本文介绍标准制定的背景和概况,并阐述了试验设备的要求、试验条件以及磨花程度评定方法,包括观察法,光泽度差比值法,雾度差值法。同时对试验参数的确定进行了讨论。
透明薄膜;磨花程度;解读
1 标准制定背景和概况
目前,《烟用包装膜耐磨性能的测定》[1]的行业标准中规定了烟用薄膜耐磨性试验方法,标准中规定磨擦垫材为3.2mm厚的氯丁烯橡胶,硬度为50-53hs,频率为85±2次/min,频次为10次,这种耐磨性试验方法在烟草行业内得到应用,但无法直观判定其磨花程度。如今,还有其他的透明薄膜如双向拉伸聚酯(简称BOPET)、双向拉伸尼龙(简称BOPA)、流延聚丙烯(简称CPP)、聚乙烯(简称PE)、消光膜等材料急需磨花程度的试验方法,以改变在包装运输后才进行验证,或者简单地手动磨擦,或者用油墨磨擦仪进行磨擦,磨擦条件不统一,导致结果存在不同程度的差异。目前控制透明薄膜磨花程度,统一透明薄膜的磨花程度试验方法迫在眉睫。
2008 年,国家标准化管理委员会下达了标准制修项目计划。项目编号为20080819-T-607,项目名称为《透明薄膜磨花程度试验方法》,该标准由中国轻工业联合会提出,由全国塑料制品标准化技术委员会(SAC/TC48)归口。
2010年5月18日在上海召开了本标准第一次工作组会议。会上成立了《透明薄膜磨花程度试验方法》标准起草小组。经过全国塑料制品标准化技术委员会批准后,起草小组分别于2013年2-3月和2013年8-9月,向大学院校、国家级检验机构、薄膜使用单位和薄膜制造企业发放本标准第一轮、第二轮征求意见稿。综合两次意见反馈情况,形成了《透明薄膜磨花程度试验方法》意见汇总处理表,在组织数据再验证和统计分析后,形成了标准送审稿。
2015年6月2日,国家质量监督检验检疫总局、国家标准化管理委员会发布《透明薄膜磨花程度试验方法》,编号为GB/T 31727-2015,于2016年1月1日实施。
2 标准的主要内容
标准中对不同透明薄膜,提供了3种磨花程度试验方法。
2.1 方法A—观察法
试样在自然光或40w日光灯下,沿与试样45°方向观察试样表面。观察不到擦伤,磨花程度评定为s0级;可观察到极少量擦伤,评定为s1级;可观察到少量擦伤,评定为s2级;可观察到有较多擦伤,但无雾状的擦伤,评定为s3级;可观察到有较多擦伤,且有雾状的擦伤,评定为s4级;可观察到密集有雾的擦伤,评定为s5级。
2.2 方法B—光泽度差比值法
试样要求平整,试样测试区不应有任何污染。试样尺寸一般为100mm×100mm(不应小于光泽度仪测试窗口)。除有证据表明各向同性外,应按纵横向分别取样5片进行试验。
试样在附有特定材质磨擦垫的荷重的作用下,按照一定的磨擦条件,沿纵向和横向分别进行相互往返磨擦,制备成用于测试耐磨花试样,磨擦试验仪平视图如图1所示。
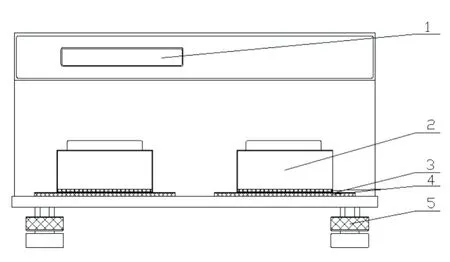
图1 磨擦试验仪平视图注:1——控制部分;2——荷重;3——试样;4——磨擦垫;5——水平调节螺母Fig1.The plan view of friction testerNote:1—Control section;2—Load;3—Sample;4—Friction pad;5—Horizontal adjustment nut
按照GB 8807-1988[2]的要求进行参照样和试样的光泽度测试,参照样和试样的入射光面和方向应一致,光泽度仪入射光口应对准试样磨花严重部位测得单片试样光泽度。5片试样结果的算术平均值为试样光泽度值。光泽度差比值按式(1)计算:

式中:
△G——试样光泽度差比值,以百分数(%)表示;
G1——试样光泽度,以百分数(%)表示;G0——参照样光泽度,以百分数(%)表示。
光泽度差比值评定法磨花程度:光泽度差比值│△G│≤1.5%,评定为g0级;光泽度差比值1.5%<│△G│≤4.5%,评定为g1级;光泽度差比值4.5%<│△G│≤7.5%,评定为g2级;光泽度差比值7.5%<│△G│≤10.5%,评定为g3级;光泽度差比值10.5%<│△G│≤15.0%,评定为g4级;光泽度差比值│△G│>15.0%,评定为g5级。
2.3 方法C—雾度差值法
试样要求平整,试样测试区不应有任何污染。试样尺寸一般为50mm×50mm(不应小于积分球入口窗)。除有证据表明各向同性外,应按纵横向分别取样5片进行试验。
试样在附有特定材质磨擦垫的荷重的作用下,按照一定的磨擦条件,沿纵向和横向分别进行相互往返磨擦,制备成用于测试耐磨花试样。
按照GB/T 2410-2008[3]的要求进行参照样和试样的雾度测试,参照样和试样的入射光面和方向应一致,积分球入口窗应对准试样磨花严重部位测得单片试样雾度。5片试样结果的算术平均值为试样雾度值。雾度差按式(2)计算:
△H=H1-H0(2)式中:
△H——试样雾度差,以百分数(%)表示;
H1——试样雾度,以百分数(%)表示;
H0——参照样雾度,以百分数(%)表示。
雾度差值评定相对磨花程度:雾度差│△H│≤0.5%,评定为h0级;雾度差0.5%<│△H│≤2.5%,评定为h1级;雾度差2.5%<│△H│≤4.5%,评定为h2级;雾度差4.5%<│△H│≤6.5%,评定为h3级;雾度差6.5%<│△H│≤8.5%,评定为h4级;雾度差│△H│>8.5%,评定为h5级。
3 试验参数的确定
3.1 试验条件的确定
本标准参照GB/T 2410-2008透明塑料透光率和雾度试验方法,确定了试样尺寸和最少试验次数。参考YC/T 315-2009烟用包装薄膜耐磨性能的测定,确定了试验影响因素、试验次数。通过一些列的试验数据,充分验证了该试验方法可行,荷重、磨擦垫、频率、磨擦次数等其它磨擦条件的适宜性,磨擦前后雾度极差之差的合理性,磨花程度试验结果的可靠性。在试验结果符合正常偏离之后,选定了试验精度最好的磨擦条件,作为试样制备的磨擦条件。
3.2 磨花程度的评定方法的确定
考虑到实际运用中需要对使用后的透明薄膜直接或按照附件A中的技术要求制备的耐磨花试样进行磨花程度进行判定,以观察不到擦伤确定为s0级,是磨花程度最好的等级。以极少量擦伤、少量擦伤、较多无雾擦伤、较多有雾擦伤和密集划伤依次确定为s1、s2、s3、s4和s5级,作为磨花程度评定方法A评定的标准,适用于无参照样的场合。
对于一些涂布或消光的透明材料,其磨擦前后光泽度有变化,但这些材料的雾度变化却不明显,也能看到擦伤,但消光材料一般光泽度较小,雾度较大,而涂布材料大多雾度和光泽度都较大,而且单个试样间偏离也较大,采用光泽度差比值法可以减少偏离,考虑到光泽度不确定度较雾度大,故分别将光泽度差值比≤1.5%确定为0级,每个等级间的差值为3.0%,以减少因不确定度带来的偏离。从试验数据来看,观察法评定的同一等级磨花程度,对应的光泽度差值变化趋势不明显,而光泽度差比值更有规律可循,故选择了光泽度差比值法来评定磨花程度。
结合肉眼观察到的试样情况,对一些雾度较小的透明塑料薄膜,众多试验表明:按照附件A的技术要求制备的耐磨花试样与未磨擦的同批试样的雾度差值越大,磨花程度越高,故雾度差值基本可以直接反映透明塑料薄膜的磨花程度。考虑到雾度试验系统误差和随机误差,将雾度≤0.5%确定为h0级,每个等级间的差值为2.0%,依次确定了雾度差值评定法,适用于有参照样的场合。从试验数据来看,观察法评定的同一等级磨花程度,对应的雾度差比值变化趋势不明显,而雾度差值更有规律可循,故选择了雾度差值法来评定磨花程度。
三种方法运用于不同的情况,适合于不同的材料,具有存在的必要性。
4 标准制定的意义
该标准的实施,将填补国内关于磨花程度试验方面的空白,对研究薄膜磨花程度和耐磨性方面提供了至关重要的方法,以便使用方根据产品不同的流通需求选择磨花程度不同的材料,避免一些未预见的磨擦所产生的缺陷,提高潜在的市场竞争力。
[1].全国烟草标准化技术委员会烟用材料分技术委员会.YC/T 315-2009.烟用包装膜耐磨性能的测定[S].北京:中国标准出版社,2009.
[2].轻工业部塑料加工应用科学研究所.GB 8807-1988.塑料镜面光泽试验方法[s].北京:中国标准出版社,1988.
[3].全国塑料标准化技术委员会.GB/T 2410-2008.透明塑料透光率和雾度的测定[s].北京:中国标准出版社,2008.
Interpretation of GB/T 31727-2015:Test M ethod for Attrition Rate of Transparent Plastic Film
Xu Liang Hu Jian Wang Ming zhen Wang Shi tao Wei Rong Yan Jing
(1.Jiangyin Product Quality Supervision and Inspection Institute 2.Jiangsu Zhongda New Material Group Co.,Ltd)
The national standard of GB/T 31727-2015:testmethod for attrition rate of transparent plastic film was approved,and it will be implemented on January 1,2016.This paper introduced the background and general situation of the development of GB/T 31727-2015.Meanwhile,the requirements for testing equipment,test conditions and evaluation method of attrition rate are also introduced,such as observation method,gloss difference ratio method,haze of transparent differencemethod.Also,the determination of experimental parameters was discussed.
transparent plastic film;attrition rate;interpretation
猜你喜欢
广州化工(2022年20期)2022-12-01 13:11:08
塑料包装(2022年5期)2022-11-08 03:32:40
汽车与驾驶维修(维修版)(2022年11期)2022-02-24 09:16:58
高师理科学刊(2020年2期)2020-11-26 06:01:32
铝加工(2019年5期)2019-11-12 05:32:56
石油化工(2019年8期)2019-09-02 08:18:06
中国眼镜科技杂志(2019年7期)2019-07-17 02:01:12
上海包装(2019年2期)2019-05-20 09:11:00
中成药(2017年6期)2017-06-13 07:30:35
上海塑料(2015年3期)2015-11-28 06:53:48
