基于流体传热的高光注塑模温机的开发
2015-09-06 08:54:36凌中水李春波孙亭亭张秀侠
盐城工学院学报(自然科学版) 2015年3期
凌中水,李春波,孙亭亭,张秀侠
(1. 安庆职业技术学院,安徽安庆246003;2. 深圳大学广东省教育厅先进光学精密制造技术重点实验室,广东深圳518060)
基于流体传热的高光注塑模温机的开发
凌中水1,李春波2,孙亭亭1,张秀侠1
(1. 安庆职业技术学院,安徽安庆246003;2. 深圳大学广东省教育厅先进光学精密制造技术重点实验室,广东深圳518060)
为满足高光注塑过程中高温高压水蒸气、高温干空气的制备与加热模具型腔和去除残留水的控制,实现不同高光注塑模具的注塑需求,研究并开发了全新的模具温度控制机。模温机能够针对不同高光模具的注塑需要,选择不同的加热参数,满足大多数产品进行高光注塑的要求。设备不仅制造成本低,而且还易于操作,人机界面友好。
模具温度控制机;水蒸汽;高光注塑;干空气
最近几年,随着医疗、电器、建筑、机械、车辆等领域的发展壮大,注塑产品的需求量不断增加,注塑技术也在不断地提高,不断产生新技术新工艺[1-2]。高光注射成型技术是最近几年兴起的一项新的注塑技术[3-4],该技术不仅使模具表面的形状、光洁度得到了很好的保证,而且使注塑产品的表面缺陷如熔接痕、缩水、浮丝、变形等得到了很好的控制,最终使注塑产品拥有极高的表面光洁度、较大的产品强度和较好的表面硬度[4-5]。另外,该技术还省去了污染环境的喷漆工艺,既减少了工艺流程,又节约了能源、保护了环境,同时改善了工作人员的工作环境。高光无痕注塑成型技术应用前景很广,此技术的关键在于温控系统。
注塑技术通常有以下几种加热方式:蒸汽加热、油加热、电加热等,国外也有高频辐射非接触式加热方式的研究[6],国内暂无相关加热方式的报道。高光注塑技术主要采用以下几种加热方式:以水、蒸汽、油等热传导方式为主的加热方式;以太阳能、红外线等热辐射为主的加热方式;以磁感应、电阻产热的加热方式。目前,市场上主要有高温油作为介质传热的油温机[7]、蒸汽传热的蒸汽模温机[8]、电阻加热的电热模温机[9]、高温高压水传热的水温机[10],这几种模温机都是采用热传导的方式将热量传递到模具型腔表面的[2]。
为了配合蒸汽直接加热模具型腔的高光注塑技术[11-12]的需要,研究并开发了蒸汽通入模具型腔加热的模具温度控制机。该模温机能制备纯净的高温水蒸汽及高温干空气,并以此为介质,分别对模具进行加热并干燥模具型腔,然后利用低温水对模具进行冷却。相比传统的加热装置,此设备很好地满足了新型高光注塑的需要,并能提高注塑效率。
1 模温机性能需求
为了使高光注塑快速地达到注塑要求,注塑模温机需要满足在3~8s内使模具型腔表面达到设定温度,其中水蒸气使其型腔表面最高可达100 ℃,高温干空气使其型腔表面可达160 ℃。水蒸气加热时需要对型腔加热均匀且无死角,高温干空气加热时需要将型腔内的水蒸气完全去除干净。另外,为了使注塑达到更佳表面效果,高温蒸汽发生器与高温干空气产生的水与空气的来源都要经过精密的过滤,其中的自来水要经过去离子作用,目的是防止水与空气将自身的杂质带入到高光模具型腔的表面,也防止水中的钙离子等高温时在模腔中形成影响高光注塑的杂质,除此之外此模温机还需满足其它性能要求。
2 模温机的组成与工作原理
2.1模温机的组成
高温水蒸汽通入模具型腔加热的模具温度控制机是利用自身产生的高温高压蒸汽和高温高压干空气对模具进行加热与去除模腔残留水而达到高光注塑要求的模具温度控制设备。此设备由高温干空气发生器、水净化系统、高温蒸汽发生器、空气净化系统、控制系统和水蒸汽收集系统等构成,各系统关系与结构见表1。
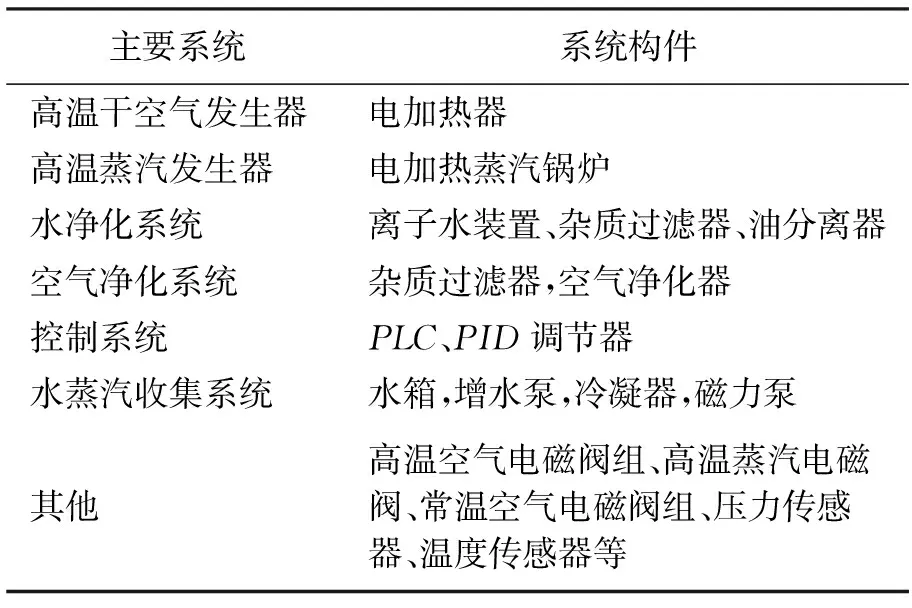
表1 模具温度控制机系统构成表
高温水蒸汽通入模具型腔加热只是将模具的模腔表层加热,加热位置大约是在模腔表面及以下1mm左右。此种方式使模具加热与冷却的速度相当快,很大程度上缩短了高光注塑周期,不仅提高了高光注塑效率,也降低了对电能的需求,降低注塑成本。与传统加热方式不同的是此种方式是对模腔的前后模面都进行了加热,当在进行注塑时,熔胶在模腔中的流动性好,溶胶的前锋温度高,这样可以克服注塑件的表面缺陷,大大提高高光注塑质量。高光模温机设计图如图1所示,高温水蒸汽通入模具型腔加热的高光模温机如图2所示。

图1 高光模温机设计图 Fig.1 The design chart of mould temperature control machine of specular injection

图2 高光模温机Fig.2 The mould temperature control machine of specular injection
2.2工作原理
根据高光注塑温度控制的需要,通过对电磁阀的控制实现对高光模具加热时间与残留水去除的控制,达到控制模具温度的目的。高光模具模温机工作原理如图3所示。
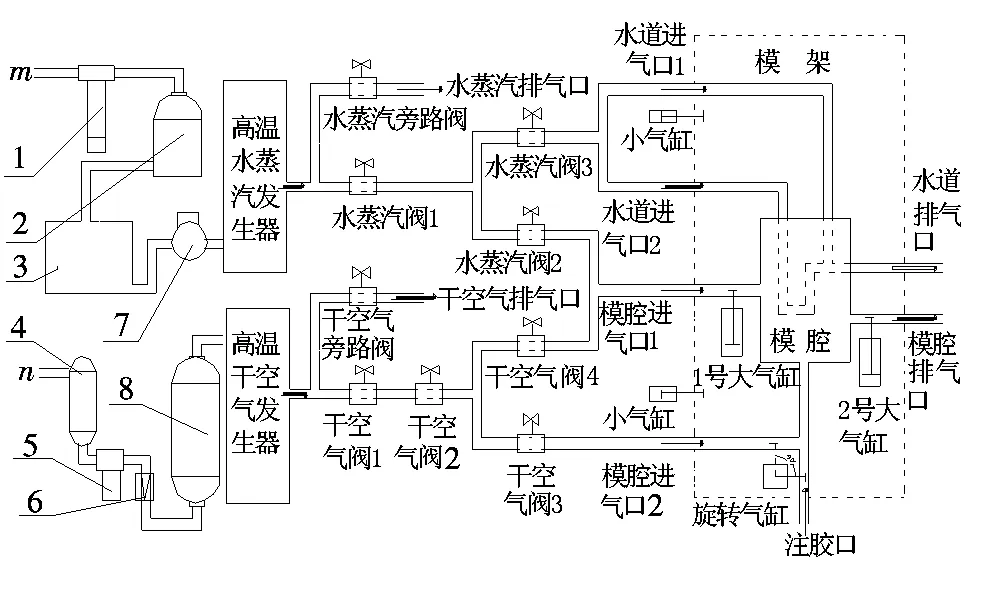
1—自来水杂质及油分离器;2—树脂去离子水装置; 3—水箱;4—压缩空气杂质过滤器;5—空气净化器;6—单向阀;7—水泵; 8—储气罐; 图3 高光模温机气阀控制系统的示意图Fig.3 The Schematic of the valve control system of mould temperature control machine
从m口接入自来水,经过装置1过滤与装置2去离子后,进入储水箱3,当高光注塑需要水蒸气时,在泵7的作用下,经过处理后的水从储水箱3进入高温水蒸气发生器进行加热,并使之达到高光注塑所设定的温度。从n口接入压缩空气,经过装置4过滤与装置5净化干燥后,在单向阀6的作用下,进入储气罐8,然后通入高温空气发生器进行加热,使之达到高光注塑所设定温度。当水蒸气与高温干空气都达到高光注塑所设定的温度时,将具有高温高压的水蒸气直接通入具有通气道的高光模具型腔,使高光模具的温度升高;当模具的表面温度达到高光注塑所需要的温度时,停止通入水蒸气,并立即向高光模具型腔通入高温干空气,去除由于高温水蒸气遇冷液化产生的附着在模具型腔表面的水,然后进行射胶、保压等注塑环节,完成高光注塑。具体的气路工作步骤为:(a)打开模腔进气口1和水道进气口1、2,打开水蒸汽阀1、水蒸汽阀2和水蒸汽阀3,进水蒸汽,两个小气缸动作(杆伸出),模腔进气口1进水蒸汽的时间可以通过触摸屏在线自行设定;(b)水蒸汽阀2关闭,同时干空气阀1、干空气阀2和干空气阀3打开,模腔进气口2进干空气,两小气缸回原位(杆缩回);(c)1s后,干空气阀4打开,模腔进气口1进干空气,模腔进干空气的时间可通过触摸屏在线自行设定;(d)一定时间后,干空气阀1、干空气阀2、干空气阀3和干空气阀4均关闭,模腔进气口1、2停止进气,同时两个小气缸动作(杆伸出);(e)1s后,1号大气缸、2号大气缸动作(杆伸出),进气口和排气口闭合。同时旋转气缸动作(转90度),模腔进气口2闭合,注胶口开启,注塑机开始注塑;(f)注塑完成后,开模,旋转气缸回原位(逆转90度),关闭注胶口,同时打开模腔进气口,1号大气缸和2号大气缸回原位(杆缩回),两小气缸回原位(杆缩回);(g)等待合模,下一个注塑周期开始。
3 控制系统
3.1控制系统原理
蒸汽直接通入模具型腔的模具温度控制机由PLC控制,与PLC控制相关的有人机界面、操作面板、限位开关、水蒸汽温度信号、干空气温度信号、驱动电机、驱动电磁阀、温度显示。操作面板取人机交互作用,可以显示蒸汽温度、干空气温度、锅炉与干空气加热器的压力等,并可以通过各种控制按钮与参数设置对设备进行控制;限位开关的作用是对模具的开合进行指示;干空气与水蒸汽温度信号的作用是对高温干空气与锅炉的温度进行指示,并通过温度信号转换为压力信号,对其压力进行监控;驱动电磁阀包括高温电磁阀与普通电磁阀,高温电磁阀主要有高温水电磁阀与高温干空气电磁阀,其作用是执行型腔加热与去水的控制,普通电磁阀用于各管道支路以协助温度控制。设备运行模式如图4所示。
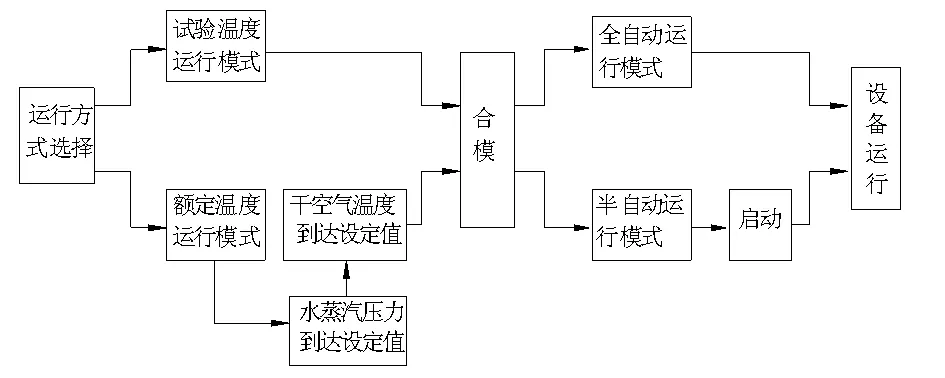
图4 设备运行模式示意图Fig.4 The Schematic of Equipment operation mode
3.2水蒸气控制原理
水蒸汽控制系统流程如图5所示。蒸汽发生器系统是一个全自动运作的系统,包括自动产生去离子纯净水、锅炉自动补水和锅炉自动加热。具体运作过程为:在储水水箱内设置液位控制器,以检测储水水箱内的水位,当储水水箱内的水高于设定水位的上限时,去离子水净化器停止工作,当储水水箱内的水低于设定水位的下限时,补水增压泵停止工作;在锅炉内设置液位控制器,当锅炉内的水位低于设定水位的下限时,锅炉加热丝停止加热,同时补水增压泵开始工作,给锅炉补水,当锅炉内的水高于液位控制器设定的上限时,补水增压泵停止工作,锅炉加热丝开始加热;在锅炉内设置压力传感器,当锅炉内水蒸汽的压力到达所设定压力的上限值时,锅炉电热丝停止加热,同时将水蒸汽温度信号输入可编程控制器(PLC)中,当锅炉内水蒸汽压力下降至压力传感器下限值时,锅炉电热丝再次启动加热,如此循环进行。高光模具加热机主电路如图6所示。

图5 水蒸汽自动控制系统程序框图Fig.5 The flow of Steam automatic control system

图6 高光模具加热机主电路图Fig.6 The circuit diagram of highlight mold heating machine
3.3高温干空气控制原理
高温干空气控制主要包括3个模块:温度检测、PID温度控制调节器和电力控制器。温度检测装置中可以选用热电偶,由于加热过程中空气加热器内温度惯性很大,因此将热电偶安装在热干空气出口的位置,得证测量温度值的准确性,PID温度控制调节器具有自整定和模拟量输出的功能,加热前,需要在温度控制器显示面板上设定好所要加热的温度,PID温度控制器根据所设的温度值与热电偶的温度值对比,输出模拟信号(如电流),通过电力控制器对空气加热器内的电热丝进行加热;当空气加热器内的温度到达所设定的温度时,空气加热器停止加热。同时,通过电气控制器将干空气温度信号输出到可编程控制器(PLC)内,如此循环工作。干空气控制系统如图7所示。
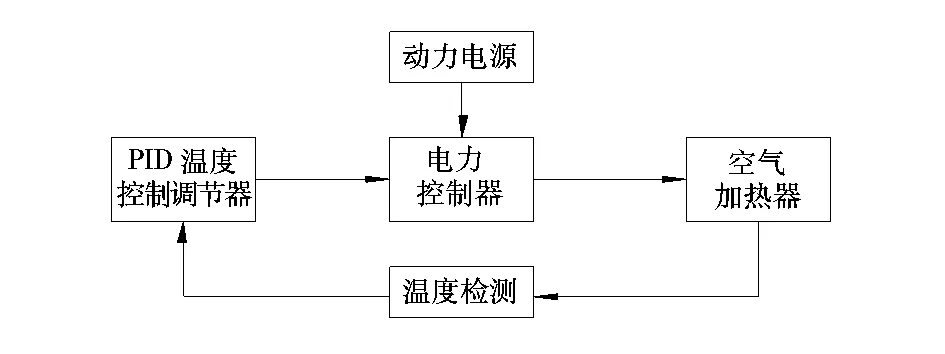
图7 干空气控制系统方框图Fig.7 The Schematic of dry air control system
4 模温机的性能指标及其应用
根据蒸汽直接加热模具型腔的高光注塑原理,此高光注塑模温机具备的主要性能如下:
(1)能制备无杂质、无钙离子的水及无杂质的干空气;
(2)在3~8s内能利用高温水汽将模具型腔加热到注塑设定温度,一般为80~100 ℃;
(3)在3~8s内能利用高温干空气(最高160 ℃)将模具型腔内的水蒸气去除干净;
(4)采用PLC控制,可以实现完全自动化控制与半自动化控制两种模式,其中半自动化控制主要是在注塑试验中采用;
(5)水蒸汽与高温干空气的加热模具型腔时间可调。
利用SP108A注塑机,包括干燥机和料斗,高温水蒸汽通入模具型腔加热的高光模具、流体导热加热模具型腔的高光模温机、冷却水塔及管路、水泵、测量温度仪等,材料选用台化ABS(AG15E1)料,在同样的注塑参数下分别进行普通注塑(模具未加热)与高光注塑,如图8所示。由图8可见,与传统工艺的注塑件相比,此高光注塑方法有极好的表层质量,在蒸汽加热注塑件的反面的也看不出有任何缩水缺陷,在各孔之间已经看不见有明显的熔接痕的迹象。

图8 蒸汽加热塑料件(左)与普通塑料件(右)Fig.8 The Steam heating plastic parts and ordinary plastic parts
5 总结
经过多轮样机试制和大量注塑实验,高温蒸汽直接加热模具型腔的高光注塑模温机在技术上较成熟,包括水质净化处理、空气净化处理、蒸汽压力与温度控制、干空气压力与温度控制、蒸汽(与冷凝水)冷凝回收处理等关键技术都比较成熟,在设备整机的可靠性和寿命等方面均已达到小批量试产的前期阶段,但是也存在一些问题,例如成本高、制汽(气)量不足等。为了克服此类模具温度控制机在价格、结构、功能等方面的一些缺点,需要从以下几点研究:
(1)针对PLC控制电路,可以开发相应的单片机控制电路,进一步降低制造成本;
(2)开发大功率的流体导热模具温度控制机,并提高高温蒸汽的温度和压力、高温干空气的温度,进一步降低注塑周期、减少能耗;
(3)验证该设备的设计方案,完善该设备的设计,并进行外观设计;
(4)解决批量生产的制造工艺、装配工艺技术,研究批量生产的工装夹具模具、设备,研究对各工种工人的技术要求等;
(5)解决产品各零部件、整机的质量控制技术标准,完善包括零部件在内的质量检验控制标准及检验规范;
(6)对建立的零部件供应渠道确定零部件质量控制技术标准。
[1] 伍晓宇,梁雄,李积彬,等.节能型无痕注塑模具及工艺[J].中国塑料,2009,23(5):110-112.
[2] 葛娜.高光注塑成型工艺及制品表观质量控制研究[D].南昌:南昌大学,2009.
[3] 袁宁,阮锋,张赛军,等.蒸汽辅助注射成型技术的现状与发展[J].模具工业,2013,35(3):44-46,54.
[4] 张杨,辛勇,刘东雷.高光注射成型技术在超薄塑料件中的应用研究[J].工程塑料应用,2010,38(4):39-42.
[5] 伍晓宇,程蓉, 梁雄,等.局部薄壁透光塑件随形热冷注射模[J].模具工业,2013,35(12):46-49.
[6] 深圳市莱奥德机械有限公司,标准油温机产品介绍[EB/OL].(2014-06-18)[2014-08-15].http://www.gdszjxad.com/pro18.html.
[7] 北京利德盛机械有限公司,蒸汽传热的蒸汽模温机产品介绍[EB/OL].(2014-05-16)[2014-07-27].http://www.gtobal.com/sell/detail-1671874302.html.
[8]KILWONC,SUNGHEEA,JINBAEP,etal.Evaluationoftheweld-linestrengthofthermoplasticsbycompacttensiontest[J].PolymEngSc,i2013,37(7):1 217-1 225.
[9]JKLHo,KPChu,CKMOK.MinimizingmanufacturingecostsforthininjectionmoldedPlastieeomvcompontens[J].IntJAdvManufTechnol,2014,8(12):159-190.
[10] 刘东雷,幸勇.RHCM成型制品高光面形成微观机理研究[J].中国塑料,2008,22(7):71-74.
[11] 凌中水,余春晖,柴金龙,等.蒸汽直接加热模具型腔的温度控制系统的研究[J].机械科学与技术,2012,31(6):964-967.
[12] 梁业兴,余春晖,柴金龙,等.蒸汽直接加热模腔的高光注塑技术研究[J].工程塑料应用,2011,39(12):35-38.
(责任编辑:李华云)
DevelopmentofHighLightInjectionFilmTemperatureMachineBasedonFluidHeatTransfer
LINGZhongshui1,LIChunbo2,SUNTingting1,ZHANGXiuxia1
1. Anqing Vocational & Technical College,Anqing Anhui 246003,China;2. Key Laboratory of Advanced Optics Precision Manufacturing Technique,Shenzhen University,Shenzhen 518060, China
Tomeetthespecularinjectionmoldingprocessinthepreparationofhightemperatureandhighpressuresteam,hightemperaturedryairandheatingmoldcavityandremovetheresidualwatercontrol,achievethedemandofdifferentspecularinjectionmold,anewmoldtemperaturecontrolmachinewasresearchedanddeveloped.Themoldtemperaturemachinecanchoosedifferentheatingparametersforinjectionmoldingofdifferenthighlightdies,andmeettherequirementsofhighlightinjectionmoldingformostproducts.
mouldtemperaturecontrolmachine;steam;specularinjection;dryair
10.16018/j.cnki.cn32-1650/n.201503005
2015-04-02
凌中水(1987-),男,安徽安庆人,讲师,硕士,主要研究方向为非标设备设计。
TB61;TF068.22
A
1671-5322(2015)03-0021-05
猜你喜欢
睿士(2023年8期)2023-08-23 13:07:06
玩具世界(2021年5期)2021-03-08 08:42:02
中国塑料(2019年5期)2019-06-03 06:56:48
物理教师(2018年5期)2018-06-14 04:57:34
卷宗(2018年9期)2018-06-07 08:58:16
分析化学(2018年12期)2018-01-22 12:31:46
山东工业技术(2017年14期)2017-07-18 16:47:46
家庭影院技术(2017年12期)2017-02-06 02:32:05
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:06:45
中国塑料(2016年2期)2016-06-15 20:30:00