试析轮胎行业EPS系统常见故障及处理
2015-09-03 10:45:34凌红卫
橡塑技术与装备 2015年15期
凌红卫
(安徽佳能轮胎有限公司,安徽 合肥 230601)
试析轮胎行业EPS系统常见故障及处理
Analysis of usual malfunctions and treatments of EPS system in tire industry
凌红卫
(安徽佳能轮胎有限公司,安徽 合肥 230601)
介绍了日本NHVS电子线辐照装置(EPS)的系统构成、工作原理、故障种类、常见故障分析、故障原因、解决方案,以及介绍钛膜、离子泵等消耗组件定期更换时的实施要点。
;EPS;钛膜(窗箔);离子泵;QC泵;机械泵;真空度;真空阀门;灯丝;束流;加速管;加速腔;加速电压;电源罐;RF线圈;振荡器;SF6气体;丙酮
1 EPS系统概述
EPS是英文Electron beam Processing System的缩写,“Processing”通常是[处理]或者[过程]的意思,使用电子束处理工程是指[照射],全称就命名为电子束辐照装置(EPS)。
电子束辐照装置(EPS)是把产生的电子束(EB)照射于物质,给予物质能源,引起物质发生化学反应的装置。
EPS技术是指采用高能量的X射线激活轮胎行业中纤维帘布橡胶分子,引发产生橡胶自由基,橡胶自由基再相互结合,使橡胶分子产生C—C交联,最终形成三维网状结构,这样能很好地解决轮胎行业成型工艺中胎体帘布层与层间出现的帘线偏移或稀疏变形,或胎体内衬的气密层出现胶料移动、厚度不均等不良现象,从而改善了轮胎的化学稳定性和耐热性,增强轮胎的产品过程特性,提升轮胎品质、降低生产成本。
当前安徽佳通轮胎有限公司有2台日本进口的EPS电子束辐照装置,分别安装在日本IHI64×64四辊压延机和德国TROESTER内衬生产线上,构成在线EPS系统。EPS系统属高电压、高绝缘、高真空度的精密设备,耗资千万(RMB),备件十分昂贵,需定期更换钛膜、离子泵、电子枪、加速管等消耗组件及维护和保养。
2 EPS系统主要构成
2.1 直流高压电源部分
包括:①压力容器;②森克尔型直流升压回路;③灯丝用配套;④直流高电压测定装置;⑤RF升压器;⑥振荡器;⑦栅极控制盘。
2.2 加速装置
包括:①加速管;②分压电阻;③灯丝座。
2.3 扫描管及真空排气装置
包括:①扫描管;②扫描部;③真空排气装置。
2.4 控制装置
①控制板;②操作盘。
2.5 附带设备
①SF6气体;②窗冷却风机;③臭氧排气风机;④X射线监视器;⑤电子束挡板;⑥电子束快门;⑦安全箱。
工作原理图如图1。

图1 EPS工作原理图
3 EPS系统工作原理
电子在真空中的静电场中,被正极电荷吸引,产生移动,电子在不断的移动过程中,电子产生了加速,不断加速,其能量也不断地增加。所以,加速就给予能量。
在真空容器(容器内因为真空泵,被维持超真空状态)内放置薄的金属膜,被加速的电子透过金属膜飞散到空气中。这个电子物质化,引起化学反应。
EPS系统中,电子是通过直流高电压来进行加速的。这个时候,电子得到了直流高电压部分的能量。电子的能量越高,穿透越深。
4 EPS系统故障种类
日本NHVS EPS系统较常见的故障,主要有真空度报警、加速电压报警、束流束量报警、振荡器高压直流电源报警、扫描管电源报警、束像报警、栅极控制盘报警、电子灯丝电源报警、柱形电流报警、PLC控制模块组件异常、外围开关信号及线路异常、帘布导向辊筒及辊筒轴承异常、冷却水冷却风机异常等等。
图2中,EPS系统最为容易出现的报警主要为EPS真空度报警,其次为加速电压报警。当电子加速腔内的真空度低于4.2×10-4Pa时,系统自动停机,加速电压停止,电子源不再发射电子,以保护装置故障扩大化。
5 EPS系统最常见故障
最常见的故障有两类,主要是真空度故障、加速电压故障。

图2 EPS各种故障比例图
5.1 真空度报警
一般情况下,其主要报警原因有:钛膜(窗箔)损坏、离子泵异常、离子泵控制仪异常、离子泵线缆异常,离子泵泄露、钛膜压板泄露、扫描腔体(即加速腔)泄露、加速管损坏泄露、QC泵腔体泄露、真空阀门泄露等等,参见图3。

图3 真空度报警中各故障占比图示
真空度故障主要表现在离子泵报警和真空腔体泄漏,离子泵报警主要检查控制仪、高压线路、离子泵接头等;腔体泄漏涉及真空腔体多处法兰连接密封点,很难实现快修,查漏过程需要丙酮检漏、甚至氦气检漏,费时费工。
5.2 加速电压报警
一般情况下,其主要报警原因有:真空管异常、真空管冷却水异常、RF升压器异常、PLC模块模拟量信号异常、静态继电器故障、SCR功率调压器异常、CU01控制单元异常、电源罐升压器异常,电源罐绝缘损坏、SF6气体流失等等,参见图4。
加速电压原因很多,涉及有真空管、RF罐和电源罐升压回路等,真空管升压回路、冷却水管故障、外部线路及其相关信号检测点检修方便,但RF罐、电源罐内部的升压回路和冷却管路均被罐体封闭,受内部SF6绝缘、开罐维修时间等因素限制,平时无法点检。目前我公司EPS加速电压故障维修处理能力。
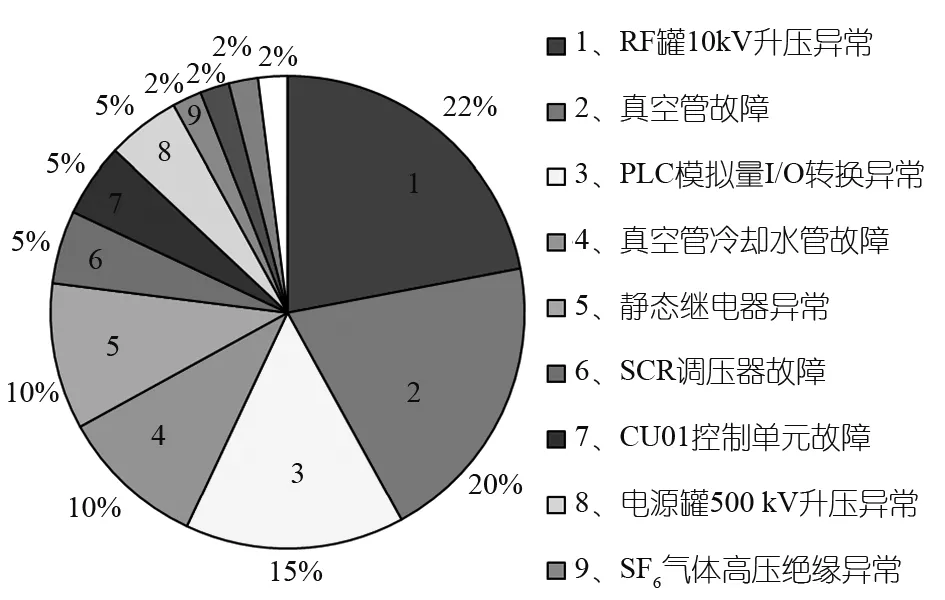
图4 加速电压报警中各故障占比图示
5.3 扫描电源故障
一般情况下,扫描管电源故障主要原因有:电源保险坏、电子元器件损坏、扫描线圈断路、扫描线圈绝缘损坏、控制单元模拟量信号异常、扫描管控制器故障等。
6 EPS系统常见故障分析
6.1 真空度故障最主要原因
腔体或腔体各连接件法兰泄露、离子泵异常、离子泵控制仪异常。离子泵使用寿命一般按自然年2年计算,到期不更换,其维持真空度水平会下降;另外钛膜(窗箔)使用寿命一般按使用率2 000 h计算,到期不更换,其维持真空度水平也会下降,甚至自然破损,这时很可能受到大气的冲击,击毁加速管。
6.2 加速电压故障最主要的原因
高压柜系统AC 400V供电电压波动、真空管高压接线柱异常、真空管冷却异常、高压柜柜门门碰开关异常、真空管高压线对地或绝缘异常、高压振荡直流电源柜静态继电器异常、RF罐、电源罐升压器异常及电源罐、RF罐高压绝缘异常等一系列因素,都会导致加速电压故障。其中加速管是电子加速的核心元件,其加工制作工艺复杂,为玻璃制品,购货周期漫长,费用极其昂贵(人民币约40万元/件)。
6.3 扫描电源故障最主要的原因
扫描电源AC 220 V供电电压波动、扫描线圈断路、绝缘损坏、信号线路异常、控制器异常。扫描单元控制器非常精密,购货周期漫长,其费用也极其昂贵(人民币约25万元/件)。
7 EPS系统常见故障解决方案
7.1 真空度报警
(1) 查看离子泵控制器有无报警,离子泵控制器电压选择为4 kV或6 kV,若4 kV有报警,可以选择6 kV。
(2) 查看高压电缆线是否破损,有破损或损坏,重新更换。
(3) 查看离子泵接头是否接触牢固,外围绝缘皮是否破损,有松动,需重新焊接。
(4) 在主操作安装真空度报警指示灯,便与查看真空度报警。
(5) 定期检查离子泵高压电缆及电缆接线端子。
(6) 电子加速腔各法兰接头或密封件处检漏,需要“丙酮”。
(7) 更换离子泵、QC钛丝、钛膜、真空阀等,EPS厂家实施。
7.2 加速电压报警
(1)检查稳压电源是否异常,用万用表测量控制盘输出通道1电压是否波动,无波动,更换模拟量输入模块。
(2)查看真空管表面是否有打火痕迹,有打火痕迹,更换真空管。
(3)清洗过滤网,查看高压柜柜门是否关闭正常。
(4)查看栅极控制盘是否有报警?有报警,更换栅极控制盘连接到RF罐检测线。
(5)用胶木板隔离固定高压电缆线,防止电缆线触碰到金属。
(6) 检查高压振荡直流电源柜静态继电器。
(7)开罐检查:RF罐、电源罐升压回路,EPS厂家施。
7.3 扫描电源报警
(1)用万用表产查看进线电源是否为220 V,熔芯是否良好,输出电压是否正常。
(2)若有报警,先手动复位,若无法复位,打开扫描管控制单元,查看电子元器件。
(3)用万用表检查扫描线圈是否断路。
(4)用500 V兆欧表检测线圈绝缘性。
(5)用万用表测量扫描管控制单元模拟量输入通道及检测通道电压是否正常。
(6)更换扫描管控制仪单元(必须进行束像测试),EPS厂家实施。
故障对策措施:
(1) 积累经验,编写EPS检修流程SOP,提高维修技能。
(2)确保对EPS的做日常维护,做好EPS设备日点检表,按设备保养计划跟踪设备完好情况,备件充足。
(3)作业员在生产期间,多关注控制屏画面真空度、束流等显示参数,异常时及时停机,及时报修。
8 EPS消耗组件定期更换时的实施要点
以下主要论述更换钛膜(窗箔)的详细步骤。
8.1 熟悉更换流程
(1) 准备窗箔等零部件、器材。
(2)中断扫描管内真空,利用N2等惰性气体及控制真空阀门的开度缓慢“吸”入真空腔,直至平衡大气压水平。
(3)拆解辐照窗的周边部件、拆解窗箔、拆解QC泵。
(4) 清扫辐照窗、清扫QC泵部件,更换钛丝。
(5) 清洗窗箔压板。
(6) 先安装QC泵,再安装辐射窗箔、铝线,安装窗箔压板。
(7) 抽真空(机械泵、QC泵)。
(8) 抽真空(启动离子泵)。
(9) 辐照窗周边部件复原。
(10)撤去零部件、器材。
(11)开始加速电压、束流束像调整。
8.2 准备好更换需要的器材
器材如表1所示。
8.3 更换钛膜标准SOP
(1)切断控制盘离子泵电源
检查:是否贴上禁止启动离子泵的标志。
(2)拆下辐射窗冷却风配管
检查:钛膜窗压板的螺栓是否不够紧,是否保护钛膜。
(3)拿掉扫描管的粗抽用排气口的夹具,打开保护盖。把塑胶布盖在粗抽用排气口上,插N2钢瓶的软管到其间隙。
(4)把 N2气瓶的减压器设定为 0.05 MPa g (0.5 kgf/cm2g), 送出N2气体直至溢出罐口)检查:N2是否有溢出。
(5)二人分担操作工作
①一人监视钛膜的变化,把变化情况告诉另一人。②另一人确认N2气体一直有溢出罐口,同时缓慢扭松超真空阀。(由于会吸入外部空气,绝不可调为负压)③钛膜放松后,按照超真空阀、N2钢化阀的顺序关闭阀门。注意:2人互报情况,掌握窗箔的状态。N2气体开始封入,窗箔不会立刻显示变化。(需要十分钟以上)注意:窗箔会突然向外侧膨胀。④保留二侧各二处窗箔安装螺栓,拆下其他螺栓。⑤2人固定好压窗板,拆下剩下的4个螺栓。

表1 更换钛膜所需器材
(6)取下压窗板,运到操作台。
(7)拿开铝密封时,注意不要遗漏二端各4个3×10 mm的弹簧及柱塞,如果很难弄开柱塞,可以把M2.6的小螺栓装在柱塞上,然后用夹子夹出来。检查:是否保管好弹簧及柱塞各4个。
(8)对扫描管底拿开窗箔的部分用丙酮除掉污物,贴上厚纸用于保护(纸板30 cm×150 cm)(检查是否有保护扫描管的底部)。
(9)清洁压窗板。
(10)窗箔会碰到的部分,使用金属研磨剂进行清洁。(对特别难除掉的污垢,可用砂纸#600加上金属研磨剂,特别注意不要压伤压窗板)。
(11)用丝锥通一下螺栓安装孔(M8)。
(12)使用丙酮来清洁。检查: 压窗板的清洁是否OK。
8.4 安装窗箔
(1) 准备窗箔密封用的铝线。
(2) 拿掉防尘纸,以安装弹簧和定位销。
(3) 2名操作人员按照以下要用安装铝线。
(4) 1人把铝线挂到扫描器一侧的2个定位销上,用大拇指轻轻固定以免掉下。
(5) 第2个人把铝线挂到另一侧的定位销上,用拇指固定。
(6) 第3个人拉开铝线,利用圆珠笔的笔帽等挂到余下的定位销上。注意:由于铝线容易拉伸,注意先从一侧开始安装。
(7) 在压窗板上用透明胶(宽5 mm×25 mm)贴好窗箔。
(8) (把窗箔的弯曲处在下侧进行安装,防止翘起)
(9) 把装好窗箔的压窗板移动到装置的下面,在法兰两端附近装上定位销。(M8 4根),调整螺孔的位置缓慢上升后,二端各装上2个螺栓。
(10)在安装螺栓的部分涂上少量的二硫化铬润滑剂,放入13片垫片后安装。检查:安装用螺栓和垫片需每二年更换一次
(11)扭紧安装螺栓时,安装以下要领进行。
(12)2名操作人员按照号码顺序,使用扭矩扳手扭紧至9.8 N-M (100 kgf-cm)
(13)(1→最后的螺栓)
(14)然后扭紧至N-M(150 kgf-cm)(1→最后的螺栓)
(15)然后扭紧至(230 kgf-cm)(1→最后的螺栓)
(16)最后按22.6 N-M (230 kgf-cm)逆向紧固(最后的螺栓→1)检查 :安装螺栓是否按照22.6 N-M (230 kgf-cm)扭紧。
8.5 抽真空
(1) 关闭超真空阀。
(2) 按照抽真空配管参考图进行连接。
(3) 使用专用电缆连接QC电源及QC。
(4) 放QC冷却水。(安装冷却水配管后)检查:QC冷却水是否流动。
(5)运行旋转式泵,检查配管内是否有真空泄露。0.7 Pa(0.005 Torr)以下检查:配管的真空是否泄露。
(6)观察皮拉尼真空计的同时,稍微打开超高真空阀。
注意:保持2 700 Pa(20 Torr)以下。
旋转式泵的气体镇定阀保持打开状态。
真空度变好,维持2 700 Pa(20 Torr)以下,最终全开。
目测窗箔的伸展情况,确认没有褶皱。
检查:是否保持2 700 Pa以下直至超真空阀全开。
(7)达到0.7 Pa(0.005 Torr)左右时,观察皮拉尼真空计的同时,把丙酮喷撒到真空密封部分,检查有无真空泄漏。(2人操作)
检查:有无真空泄漏
(8)是否离子泵已经排气。
①打开QC的开关,把输出电流设定为48 A。
②随着灯丝的加热,电流会减少,需要随时进行调整使之变为48 A。
③把QC及粗抽泵并列运行,如果优于0.7 Pa,则关闭超高真空阀,只使用QC抽真空。
④2~3 min后,用电压RANGE打开离子泵,电压下降或停滞时关闭电源,等待2~3 min进行同样动作(一次通电的时间不得超过3 min)。
⑤离子泵的电压缓慢上升,确认电流降低。
注意:如果真空度上升迟缓时,暂时关闭离子泵和QC泵后,再次打开超真空阀,进行粗抽之后,重复1的操作。
⑥离子泵开始用4 kV模式,电流值下降后使用6 kV模式运行,使用专用扭矩扳手把超高真空阀较之前增加0.49 N-M(5 kgf-cm),并记录该扭矩值。
检查:是否记录超真空阀的最终扭矩值。
⑦ 关闭皮拉尼真空计,粗抽泵的电源,拿开配管、配线。
(8) 安装窗冷却风配管。整理屏蔽室内,取出N2钢瓶。
8.6 电子束形状检查模式
在辐照窗箔面安装规格的感光纸,感光纸沿着箔面安装在宽幅方向及两端部分。
(1)准备宽度为105 mm的三张感光纸,用胶布固定在窗箔的中央及两端。
(2) 在窗箔约10 cm的位置放置与地线绝缘的对电极(铝板等)。
(3) 检查配线,可以用万用表与测量电阻相同的方式进行。
(4)在正极(+)端子触到对电极的情况下把负极(-)端子接到地线,如果电流计(µA)的指针晃动,则配线完成。
(5)在电子束分布检查画面,设定电子束图像检查的条件。
产生加速电压:加速电压到达设定值后,手动操作(按下运行画面上的上升/下降开关)产生必要的电子束流。
(6)电子束流到达目标值后,保持一定时间。
电子束形状 40 µA×2分,电子束光点 50 µA×1分,关闭电子束流及加速电压,
检查感光纸的电子束像,确认电子束图像与检查成绩书一样,没有变化。
8.7 调整灯丝
(1)将所有配电柜的空开送上。
(2)切换到灯丝调整画面,按一下报警复位按钮,查看报警画面,是否有报警?直到报警画面无报警。
(4) 记录灯丝调整画面的实际值,真空度数值。
(4)设置数值为20,将操作开关按钮切换到开位置,等一会,按一下开始按钮。这是会看到灯丝实际值数值在变化,等灯丝实际值数值不变时,记录灯丝实际值的数值,以及真空度,再查看控制柜内变频器的数值,都记录下来。
(5) 重复4的步骤,将数值设置为30、40、50 ,最大设置数值为55。
(6)当测试结束后,按一下停止按钮,同时将切换开关切换到OFF。
8.8 束像调整确认
(1) 控制板连接到阴极。
(2) 用万用表(欧姆档)测量阻值,约为10 kΩ,同时在触摸屏上可看到对阴极电流约为10.01 μA。
(3) 切换到电子束调整画面,按一下触摸屏报警复位按钮,查看报警画面,是否有报警?直到报警画面无报警。
(4) 将操作开关按钮切换到开位置,这是触摸屏会提示“振荡器真空管加热中”,一段时间后,触摸屏会出现提示“加速电压准备完毕”。这是按一下“开始”按钮。这是会看到加速电压的数值在增加,一段时间后会增加到400 kV,同时触摸屏提示“束流准备完毕”。这时再按一下“开始”按钮,触摸屏提示“束流输出中”,手动增加灯丝电源现在值的百分比数值,大约增加到24%左右时,会看到対阴极电流数值在增加。这时继续手动增加灯丝电源现在值的百分比,当对应极电流达到28 μA时,停止增加,等待2 min30 s后,即可按电子束停止按钮。
(5) 打开罐门时,先到PLC控制柜处手动按一下吹风机,大约30 s左右,开吹风机是为了排除罐内的臭氧。
(6) 打开罐门,小心拆除贴在钛膜上的感光纸。这时会看到感光纸上成的像。
8.9 束流调整确认(400 kV-80 mA)
(1)切换到束流调整画面,按一下触摸屏报警复位按钮,查看报警画面,是否有报警,直到报警画面无报警。
(2)将操作开关按钮切换到开位置,这是触摸屏会提示“振荡器真空管加热中”,一段时间后,触摸屏会出现提示“加速电压准备完毕”。这时按一下“开始”按钮。这时会看到加速电压的数值在增加,一段时间后会增加到400 kV,同时触摸屏提示“束流准备完毕”。这时再按一下“开始”按钮,触摸屏提示“束流输出中”,设定束流的设定值为“5 mA”,手动增加束流现在值数值,会看到束流的现在值在增加,同时真空度在降低。
当束流的数值达到5 mA时,将束流的设定值该为“10 mA”,以此往下为“15 mA,20 mA,25 mA”,一直到83 mA,这中间需要一直关注真空度的数值变化,真空度最低不能低于4.2×10-4Pa,当束流的数值达到“83 mA”时,即可按电子束停止按钮。
TQ330.493
1009-797X(2015)15-0038-03
B
10.13520/j.cnki.rpte.2015.15.010
凌红卫(1974-),男,毕业于安徽机电学院《工业自动化》专业、北方工业大学《计算机科学与技术》专业,主要从事企业设备电气技术和部门管理工作,现任安徽佳通轮胎有限公司预备维修处处长,同时兼管安徽工厂TPM推进总计划、TPM工作总结汇报。
2014-09-05
猜你喜欢
能源工程(2020年6期)2021-01-26 00:55:18
原子能科学技术(2019年9期)2019-09-14 01:26:28
原子能科学技术(2019年9期)2019-09-14 01:26:28
中国奶牛(2019年1期)2019-02-15 07:19:46
电子测试(2017年12期)2017-12-18 06:35:21
中国塑料(2016年7期)2016-04-16 05:25:49
西北工业大学学报(2015年3期)2015-12-14 13:08:42
焊接(2015年7期)2015-07-18 10:59:18
焊接(2015年7期)2015-07-18 10:59:18
原子能科学技术(2014年3期)2014-02-28 22:17:37