
规模养猪场粪污深度处理方法探讨
2015-08-30 03:28管业坤董志林王冬新
江西畜牧兽医杂志 2015年4期
管业坤,董志林,王冬新
(1.江西省畜牧技术推广站,江西 南昌 330046;2.深圳市深兆威科技有限公司;3.江西绿环牧业有限公司)
畜禽规模化、集约化养殖迅速发展,在带来巨大经济效益的同时,也引发了一系列的环境问题。畜禽养殖场废水的主要特征是:有机物浓度高、悬浮物多、色度深、氨氮和有机磷含量高,并含有大量的细菌。这些污染物如不进行适当处理,一旦进入天然水体、农田,就会对水体和农田造成污染。目前,对于养殖粪污的处理一般运用传统的“厌氧+好氧生化”方式,没有固定的处理工艺流程。运用较多的工艺为“厌氧消化+好氧SBR”等,但该工艺存在建设费用高、自控复杂、操作难度大、厌氧出水可生化性差、污泥容易上浮、难达标等问题,因此研究一种费用低、运行方便、高效的畜禽养殖粪污处理工艺具有十分重要的现实意义。
1 粪污的处理工艺流程及设备设施说明
1.1 工艺流程
畜禽养殖废水具有以下特点:排水量大、集中、水力冲击负荷强;有机质浓度高,水解、酸化快,沉淀性能好;污水中常伴有消毒水、重金属、残留的兽药以及各种人畜共患病原体等污染物。
江西某无公害猪场是一家自繁自养的商品猪场,其母猪存栏1 400头。该场采用的猪粪污处理方式是水泡粪工艺,水泡粪的排放周期为7~10d。经过连续5 d 的监测数据显示,该猪场的粪污平均为250~300m3/d, 化学需氧量(CODcr)为 6 000~9 000 mg/L,生化需氧量(BOD5)为 2 500~4 200mg/L,总悬浮物(SS)为 8 000~27 000mg/L,氨氮(NH3-N)为 500~950mg/L,总磷(TP)为 9~15mg/L。 综合猪场粪污的主要污染物和猪场的实际情况,经过试验论证,并对其经济效益的分析,决定采用“固液分离+气浮+厌氧ABR+双面导流(好氧)”的联合工艺处理该场养猪粪污。具体流程如图1所示。
由图1可见,污水自流进入机械格栅渠去除大于2cm 及以上的的粪便和大的杂质,然后进入集水池用提升泵提升到120 目固液分离机进行固液分离,在此基础上去除大部分的悬浮物,粪渣进入渣池,便液进入调节池均匀水质及水量,用提升泵将调节池粪液提升至絮凝反应池,通过添加聚合氯化铝、聚丙烯酰胺进行絮凝,自流进入气浮机分离,去除98%以上的悬浮物、50%以上的CODcr及35%以上的NH3-N,气浮机处理后的悬浮物进入污泥浓缩池,污水自流进入水解酸化池、厌氧ABR 池,经过厌氧处理后的污水自流进入好氧两面导流池进行好氧处理,好氧出水加消毒剂后达标排放。

图1 粪污处理工艺流程图
1.2 工艺流程关键点
该处理工艺120 目的固液分离机是在整个工艺运行费控制的首要关键点,悬浮物的去除关系到絮凝的用药量和后续卧螺离心机处理污泥的量。厌氧ABR 池进水的悬浮物的高低直接影响厌氧的处理效果。好氧两面导流池的好氧污泥的量和溶解氧直接影响氨氮的去除能力。
1.3 主要设施及设备说明
粪污处理的主要设施及型号见表1和表2。
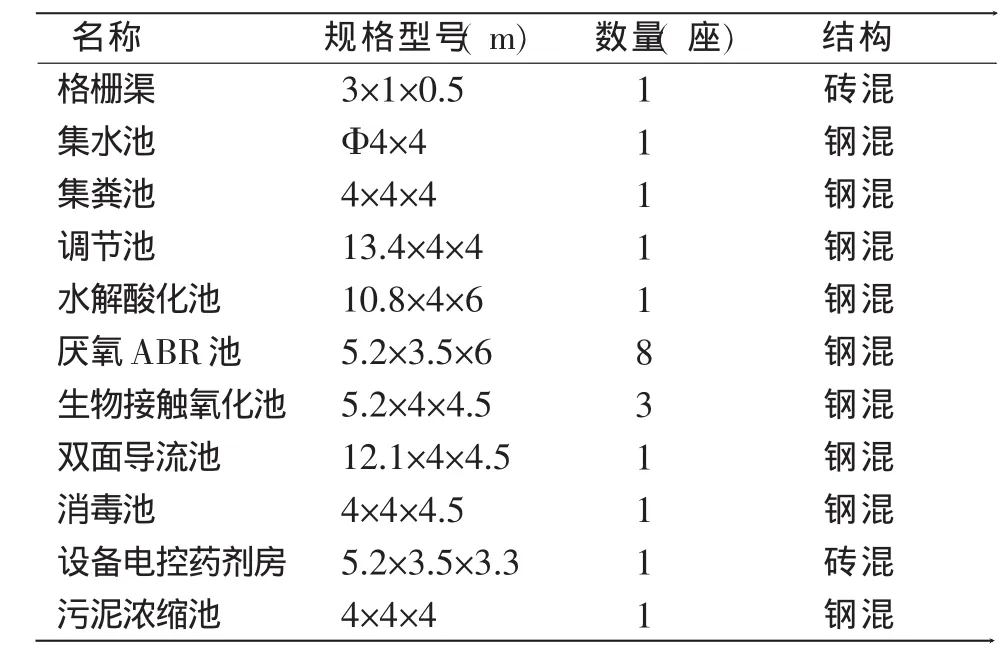
表1 粪污处理主要设施及型号

表2 主要设备及型号
2 两面导流
工艺流程中,“两面导流”是在氧化沟活性污泥法等基础上改进,故在此单独赘述。
2.1 两面导流原理
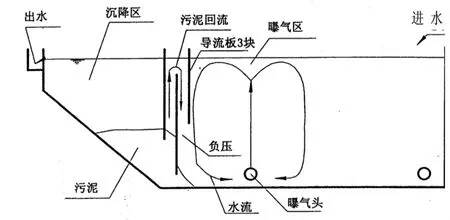
图2 双面导流原理示意
两面导流在氧化沟生物活性污泥处理技术的基础上,对污泥的回流系统进行了改进。利用微孔曝气管,在曝气时产生的上升气流带动水产生的水流,形成向上的弧线运动在两块导流槽夹缝间形成负压,该负压让污泥由沉淀区自动回流到好氧区,这样就取代了二沉池的水泵回流。同时导流槽将好氧池分隔成好氧区(曝气区)和沉淀区,污水和污泥在水流及导流槽的带动下在好氧区和沉淀区间自动循环;污泥在沉淀区溶氧量降低形成了兼氧区;污泥经过反复的好氧和兼氧,形成了硝化和反硝化处理工序,因此具有较强的降解氨氮的能力;将氧化沟好氧(曝气)、二沉池、污泥回流集中在一个好氧处理池内自动完成,并且不利用泵回流,利用水流回流污泥不把好氧区内形成的好氧生物团打碎,从而提高了好氧生物团的处理能力。因此两面导流具有高效的降解COD 及氨氮的处理能力,不用人为控制污泥的回流比。
2.2 实操重点
两面导流的导流槽及沉淀区斜面的设计与导流槽附近的曝气上升的水流密切相关,曝气量的大小是能否形成好氧污泥回流的关键。污泥浓度控制5 000~8 000mg/L,好氧区的溶氧量控制在大于2 mg/L 以上,污泥浓度和溶氧量直接关系到降解有机物、硝化氨氮和脱磷。
3 工程调试及注意事项
整个工程的调试包括气浮机最佳药剂的确定,以及水解酸化反应器、厌氧ABR 反应器、接触氧化池、两面导流池的启动。
3.1 气浮机的药量确定
用120 ppm 的聚合氯化铝、8 ppm 的聚丙烯酰胺阳离子,絮凝后经气浮机气浮,污水呈黄色清澈,悬浮物在200mg/L 以下。
3.2 水解酸化、厌氧ABR 反应器启动
污泥驯化阶段将含水率97%啤酒厂UASB 池底污泥120t,水解酸化池投入20t,ABR 池用泵投入100t;加入气浮处理后的污水25%(COD 在4 000 mg/L 左右),用回流泵将ABR 池出水回流至第一级ABR 池,同时控制ABR 池pH 值在6.8~7.2,长时间开启回流泵,将污水的COD 去除率在65%左右逐渐加大进水量,同时观察ABR 池内的填料挂膜情况,最后水量达到250m3/d,COD 去除率达到70%左右,出水稳定说明水解酸化反应器、厌氧ABR 反应器启动成功。
在水解酸化反应器启动过程中,污水进水的pH 值一直在7.2~7.5,分析原因是猪舍消毒使用石灰乳和烧碱,水解酸化池出水pH 值在7.0~7.2。厌氧ABR 池内的污水pH 值一直控制在7.0~7.2,未发生酸化现象,出水清澈。
3.3 接触氧化池、两面导流池启动运行
接触氧化池、两面导流池中的污泥培养驯化采用接种培驯法,接种的污泥采用四特酒厂污泥处理车间的含水率82%的污泥,污泥的接种量为30t,在接触氧化池、双面导流池内加入70%的清水,将厌氧ABR 池出水加入30%,开始连续曝气36h,后续污水量出水达标后逐渐增加直至满负荷运转。在此过程中严密监测接触氧化池、双面导流池中的pH值、水温、营养结构碳氮比、COD、NH3-N、溶解氧(DO)等指标以保证接触氧化池的正常运行;经过40d 左右的观察,弹性填料挂膜情况正常达到2mm左右。调试接种污泥采用的是消化污泥,以兼性菌为主,特加入了复合微生物菌,经过15d 左右的调试,污泥颜色由黑灰色变为土黄色,氨氮去除率稳定达到92%以上。经过40d 处理250m3,出水稳定。
3.4 注意事项
固液分离和气浮处理效果及污泥处理是整个工艺中的重要环节,关系到后续的厌氧和好氧;双面导流池中DO 的控制是关键。DO 过高,会加速污泥的老化,影响反硝化的处理效果。
4 结论
经过2个月的调试,6个月的运行,优化运行参数,各设备及设施都达到预期设计处理效果,且出水水质稳定,设备运行正常,该工程通过了当地环保部门的验收。监测结果见表3。
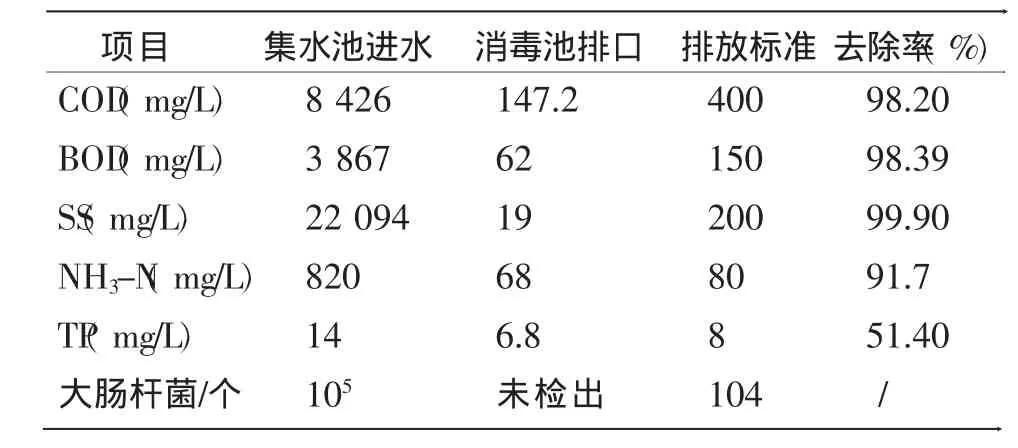
表3 监测结果
经过8个月的运行,各个单元处理效果好,尤其是气浮出水的SS、COD、总磷、氨氮,污水各项排放指标优于畜禽养殖业污染物排放标准的要求。说明利用“固液分离+气浮+厌氧ABR+双面导流(好氧)”工艺处理该场养猪粪污是可行的。
本工程的造价350万元左右,按每天处理300t粪污来计算,每天的电耗在450kw ·h(约270元),药剂费聚合氯化铝36kg(约65元)、聚丙烯酰胺4 kg(约 60元),人工费 100元,合计约 1.65元/t。
猜你喜欢
化工管理(2022年14期)2022-12-02
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
考试与评价·高二版(2021年2期)2021-09-10
中学生数理化·高一版(2020年2期)2020-04-21
山东工业技术(2016年15期)2016-12-01
中国卫生标准管理(2015年3期)2016-01-14
油气田环境保护(2015年4期)2015-12-28
广东海洋大学学报(2015年3期)2015-12-22
水土保持通报(2014年5期)2014-06-09
中国工程咨询(2014年12期)2014-02-16
