
FCB法焊接技术的特点及缺陷介绍
2015-08-30 07:38:50四川大西洋焊接材料股份有限公司技术中心成都分部李亚军
世界海运 2015年10期
四川大西洋焊接材料股份有限公司技术中心成都分部 李亚军
FCB法焊接技术的特点及缺陷介绍
四川大西洋焊接材料股份有限公司技术中心成都分部 李亚军
随着船舶业的快速发展,FCB法焊接技术作为一种单面焊双面成型的高效焊接技术,在我国船舶建造中的应用越来越广泛。介绍FCB法焊接技术和FCB焊接材料的发展应用状况,说明FCB焊接材料打破国外垄断、实现国产化将是中国船舶建造中未来的发展趋势。最后重点分析FCB法焊接存在的缺陷反面成型不良和裂纹,以及产生的原因和预防措施,为中国船舶工作者在船舶建造中预防这类缺陷提供一定的参考依据。
FCB;船舶;焊接材料;焊接缺陷
就国内外船舶行业而言,焊接技术已成为现代造船中的关键技术之一,对各国船舶行业的快速发展起到了至关重要的作用。20世纪90年代,国内船厂陆续引进高效的FCB法焊接技术,掀起了该项技术在我国船舶业应用的序幕,直到CB/Z 278-2011 《FCB法多丝埋弧自动单面焊焊接工艺》执行,使得FCB法焊接技术在国内船厂中的应用更加规范、标准化。2013年11月4日,我国工信部发布了《船舶行业规范条件》,要求焊接自动化和半自动化率达到65%以上。为此,作为单面焊双面成型FCB法已成为大力推广应用的高效焊接技术之一,在大连船舶重工、渤海船舶重工、武昌造船厂、上海外高桥有限公司、江南造船有限责任公司等都有广泛的应用。
一、FCB法焊接技术及其特点
FCB法,又称焊剂铜垫法,属于一种线能量大于100 kJ/cm的埋弧焊接方式,在船厂平面分段流水线上广泛应用。它是在铜垫板上均匀撒4~6 mm厚度的衬垫焊剂,然后用空气管等简单的顶压装置,将上述敷好焊剂的铜垫板压紧到焊缝背面使其与工件紧密贴合,焊丝在正面进行单面焊接,同时由于是大线能量,电弧热会焊透母材的Y或V形坡口输入到背面,使衬垫焊剂也熔化,最终形成一种单面焊接双面成型的方法。[1]FCB法焊接示意图如图1所示。
FCB法焊接是单面焊接双面成型的方法,与传统的两面进行单层焊接相比,减少了钢板翻身时间,提高了电弧利用率,从而大幅度提高了焊接效率。
FCB法焊接通常采用双丝或多丝焊机焊接,其效率高且焊接接头质量好。一般第一丝常采用直流电源,可以控制熔深的形状和背面焊道成型,其他丝采用交流电源。[1,2]
二、FCB法焊接材料
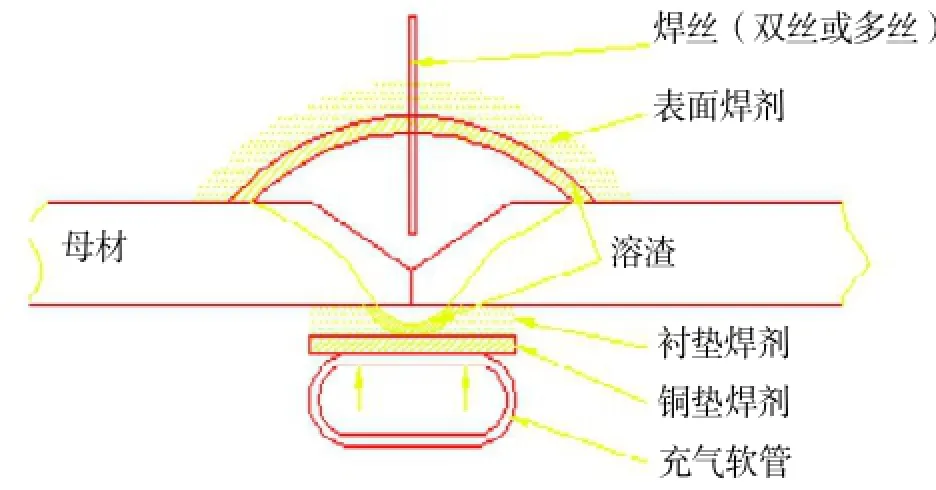
图1 FCB法焊接示意图
FCB法焊接材料不同于普通的焊材,它包括表)面焊剂、衬垫焊剂和焊丝,同时还要求衬垫焊剂在焊接过程中具有黏性,能拖住熔池。国内外衬垫焊剂都含有一定量的酚醛树脂,酚醛树脂具有微量毒性,这也成为国内外焊材企业研发生产的难点。
国外FCB法焊接技术比国内起步早,配套的焊材也相对成熟,而国内焊材厂商直到船厂引进该工艺后才开始研究相应的焊材,因此,国内船厂在建造船舶时,使用的FCB法焊接材料主要依靠国外进口,如日本神钢:表面焊剂PF-155E,衬垫焊剂PF-150R,焊丝为US-36;日本新日铁:表面焊剂NSH-55EM,衬垫焊剂NSH-1RM,焊丝Y-DM3(L电极),Y-DL(T1、T2电极),船级社认可等级都为3Y级。
近年来国内焊材企业经过技术积累,也逐步研发出了相应的配套焊材,如上海宝冶集团有限公司研发了船级社2Y级FCB焊接材料:表面焊剂DQ. FCB-1,衬垫焊剂DQ.FCB-1R,焊丝为BD.FCB-1W,在我国船舶行业应用有较好的影响。但随着船级社级别要求的提高,四川大西洋焊接材料股份有限公司和武汉天高熔焊接股份有限公司分别研发了3Y级焊接材料。四川大西洋的表面焊剂CHF116,衬垫焊剂CHF306,配合焊丝CHW-SG,采用三丝焊接,工艺性能优良,力学性能优异,熔敷金属化学成分和力学性能分别如表1和表2所示。武汉天高生产的表面焊剂TGF-55E,衬垫焊剂TGFB,配合焊丝TGM-51,焊缝成型美观,具有良好的力学性能(见表3)。由此看来,FCB焊接材料打破国外垄断,实现国产化将是我国船舶建造中未来的发展趋势。

表1 熔敷金属化学成分 质量分数

表2 熔敷金属力学性能

表3 武汉天高FCB熔敷金属力学性能
三、FCB法焊接缺陷及预防措施
FCB法焊接属于一种大线能量焊接,由于其自身设备和焊接方式,不可避免会产生一些焊接缺陷,如气孔、夹渣、焊缝咬边、未焊透、正面成型偏低、背面成型不良、裂纹等。根据文献[1]可知背面成型不良和裂纹这两类缺陷占到了总缺陷率的80%左右,现对这两类缺陷进行重点分析。
1. 背面成型不良是由于反面铜垫和衬垫焊剂及焊接工艺参数不匹配引起的
衬垫焊剂铺撒的厚度、密实度和均匀性,以及背面铜板的追随性,是引起背面成型不良的主要原因。正面焊道与背面焊道同属于一个熔池,衬垫焊剂铺设过高或铜板的追随性差,会使背面焊缝的余高增大,背面余高随衬垫焊剂厚度增加而增高;反之,衬垫焊剂铺设过薄,会造成背面焊缝渗铜现象,使焊缝呈金黄色,对铜板的损害比较大。[3,4]衬垫焊剂的密实度不够会引起淌渣,造成背面焊道余高过高或正面成型偏低。衬垫焊剂铺设的不均匀会造成背面焊道成型不规则。除此之外,焊接参数不规范,会产生焊透、焊瘤、未焊透现象,也影响反面成型。
2. 裂纹主要指始终端裂纹、背面焊缝表面横向裂纹和焊缝内部横向微裂纹
(1)始终端裂纹可分为始端裂纹和终端裂纹。始端裂纹是由于引弧板至母材的前丝的焊透及后丝的焊透不连续,焊缝金属凝固时引起的收缩裂纹。[5]终端裂纹是指在焊接接头的终端安装普通熄弧板,当电弧在端部熄弧板上完成焊接后,接头终端附近的焊缝金属中心发生的纵向裂纹,一般是在半熔化状态或凝固后不久的高温状态下发生的。一般采用阶梯焊接法和弹性熄弧板焊接法可控制始终端裂纹产生的长度和范围。[6]文献[7]指出,通过对弹性熄弧板焊接法的改进,将拼板和熄弧板采用全熔透焊接,可大大降低出现这种裂纹的概率。
(2)预防背面焊缝表面横向裂纹首先要控制背面焊缝成型形状,尽可能控制背面焊缝余高在3 mm之内,其次,在焊接过程中减缓焊缝区域的冷却速度。[7]在焊接过程中一边焊接,一边在焊缝上覆盖石棉布,并且暂不敲除焊缝表面的渣壳,来减缓焊缝的冷却速度,使焊缝金属中的有害物质尽可能充分浮出表面。
(3)焊缝内部横向微裂纹是由于焊缝中较高含氢量和较快的冷却速度引起的。因此,进行焊接时,使用开封的全新表面焊剂,经加热烘干使用,回收焊剂不再利用。此外,降低焊缝的冷却速度也可预防这类裂纹的产生。
四、结束语
(1)随着高效的FCB法焊接技术在国内的大力推广,FCB焊材将打破国外垄断、实现国产化已成为我国船舶建造中未来的发展趋势,将会节约大量成本,促进我国船舶业的快速发展。
(2)通过对FCB法焊接缺陷反面成型不良和裂纹的分析,为我国船舶工作者在建造船舶时预防这类缺陷提供一定的参考依据。
[1]李晓泉,刘鹏飞,李刚.FCB焊接缺陷的工艺控制[J].造船技术,2006(4):34-35.
[2]陈照辉. FCB法新型烧结焊剂焊接工艺及力学性能的研究[D].武汉:华中科技大学,2007.
[3]吴信保,杨念记,方长海.FCB法焊接在我国船舶领域的应用[J].金属加工:热加工,2012(6):67-68.
[4]鲍光辉,杨念记,任乐.FCB法焊接外在质量影响因素分析[J].造船技术,2009(4):34-35.
[5]宋春林. FCB单面埋弧自动焊焊接技术与缺陷分析[J].硅谷,2011(22): 43.
[6]范伟,张丽华.两种减少FCB终端裂纹的工艺方法对比分析[J].广船科技,2014(2):6.
[7]唐连元.FCB法焊接终端裂纹和背面焊缝表面裂纹控制的技术研究[J].金属加工:热加工,2008(16):23-25.
10.16176/j.cnki.21-1284.2015.10.007
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
造纸信息(2022年6期)2022-07-08 12:21:36
造纸信息(2022年5期)2022-06-16 01:43:38
节能与环保(2022年3期)2022-04-26 14:32:36
造纸信息(2022年1期)2022-03-26 05:21:52
中成药(2017年8期)2017-11-22 03:18:58
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
