
负极片生产线锌膏涂膏装置的研究与开发
2015-08-24 06:55:54杨建国彭志德吕士银吴镛宪乐发达
东华大学学报(自然科学版) 2015年2期
杨建国,彭志德,周 虎,吕士银,吴镛宪,乐发达
(1.东华大学 机械工程学院,上海 201620;2.上海空间电源研究所,上海 200245)
负极片生产线锌膏涂膏装置的研究与开发
杨建国1,彭志德1,周虎1,吕士银2,吴镛宪2,乐发达1
(1.东华大学 机械工程学院,上海 201620;2.上海空间电源研究所,上海 200245)
现有的银锌电池负极片自动化生产线采用基于活塞泵原理的涂膏装置,但该装置气密性要求高,出膏速度不稳定,断膏性能差,且使用后清洗困难,很难满足自动化生产要求.介绍了新研发的基于螺杆泵原理的涂膏装置,通过分析影响出膏稳定性的各种因素,构建了出膏控制系统.实际工程应用验证了该装置的可行性.目前,直径为1.5 mm出膏嘴的出膏速度稳定、无堵塞、断膏性能优异,实现了锌膏涂膏工艺参数的优化控制,得到稳定的涂膏效果.
锌膏涂膏装置;银锌电池;负极片;PLC控制
银锌电池因比能量大且环保而被广泛应用于飞船、卫星、导弹等领域,随着我国国防及航天技术的快速发展,银锌电池的需求量越来越大[1-2].当前手工制作银锌电池负极片的生产方式远远不能满足实际需求,因此,研制负极片自动化生产线显得十分迫切[3].
负极片自动化生产线主要包括模切包装纸、包装纸取放、模框取放、一次涂膏、一次压制成型、银网取放、二次涂膏、二次压制成型、脱模共9道工序[4],其中,一、二次涂膏工序是影响负极片成型质量的关键工序.负极片由上下两层锌膏以及中间的极片骨架(又称银网)构成[5].锌膏由锌粉、氧化锌粉和聚乙烯醇溶液按比例配制,是一种极为黏稠的非牛顿流体.涂膏工序中,出膏装置在三维运动平台支持[6]下,在锌膏模框内沿特定轨迹涂膏.
基于活塞泵出膏原理的涂膏装置依靠气压带动活塞,挤压腔体中的膏体,将膏体挤出膏嘴.但活塞泵原理的涂膏装置存在以下几个问题:(1)活塞泵作为气动推力部件,推杆推力小且不稳定,导致出膏速度变化,出膏嘴易堵塞;(2)单次出膏结束后,其出膏嘴余压难除而持续出膏,断膏性能差;(3)活塞涂膏装置对气密性要求高,为保证清洁,多次拆装使用后,其气密性难以保证,致使推杆上遍布膏体,影响推杆的推力,使出膏质量下降;(4)锌膏黏度值大、不易控制,虽然自行开发的进气速度控制机构能调节推杆速度,但活塞涂膏装置仍很难获得稳定的出膏速度.因此,负极片自动化生产线亟需一种新型涂膏装置.
1 涂膏装置的设计基本要求
负极片生产线要求出膏工序严格按照生产节拍,在规定的时间内,由三维运动平台带动锌膏出膏装置在模框内均匀涂布锌膏,使模框内的锌膏涂布整齐,并且保证涂布锌膏的质量在给定公差范围内.两种负极片单次压制成型后的品质要求如表1所示.
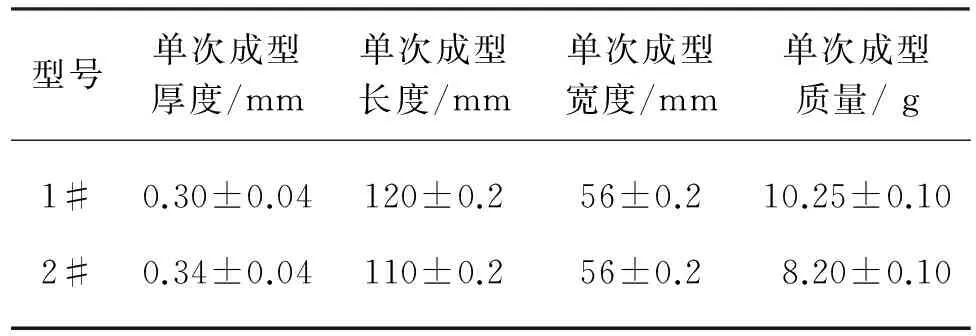
表1 两种负极片的单次压制成型的品质要求Table 1 Quality demand of single compression moulding of two kinds of cathode pieces
为了满足表1所示的负极片品质要求,研制的锌膏涂膏装置必须实现以下技术指标:
(1) 出膏定量精确,出膏质量相对误差小于5%;
(2) 出膏速度稳定且可控;
(3) 断膏性能优异,无膏体堵塞膏嘴现象;
(4) 锌膏膏嘴的出膏嘴直径应有多种规格(如1.5,2.0,2.5 mm),以满足多种规格负极片对涂膏的要求;
(5) 锌膏流量可调.其他指标如表2所示.
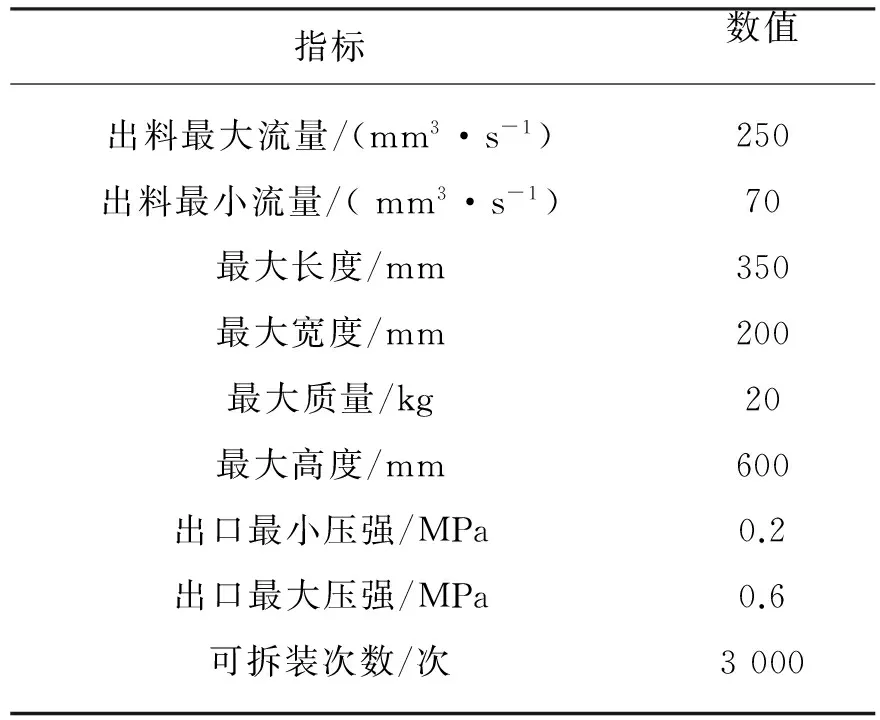
表2 新型涂膏装置的其他指标Table 2 Other indicators of the new type of pasting mechanism
2 基于螺杆泵出膏原理的涂膏装置的基本组成
图1给出了基于螺杆出膏原理的涂膏装置的基本组成,该装置由螺杆出膏机、锌膏供料装置、三维移动平台、出膏嘴及出膏工艺参数控制系统5个部分组成.首先,由膏体搅拌机对锌粉、氧化锌粉和聚乙烯醇溶液进行搅拌,生产具有一定流动性的锌膏;然后,将锌膏装入锌膏供料装置中,通过锌膏供料装置为螺杆出膏机提供锌膏;最后,螺杆出膏机将锌膏按一定的、可调的速度从出膏嘴输出.锌膏供料装置与螺杆出膏机随三维运动平台一起,在模框内沿设定的轨迹涂布锌膏,为锌膏压制成型做准备.
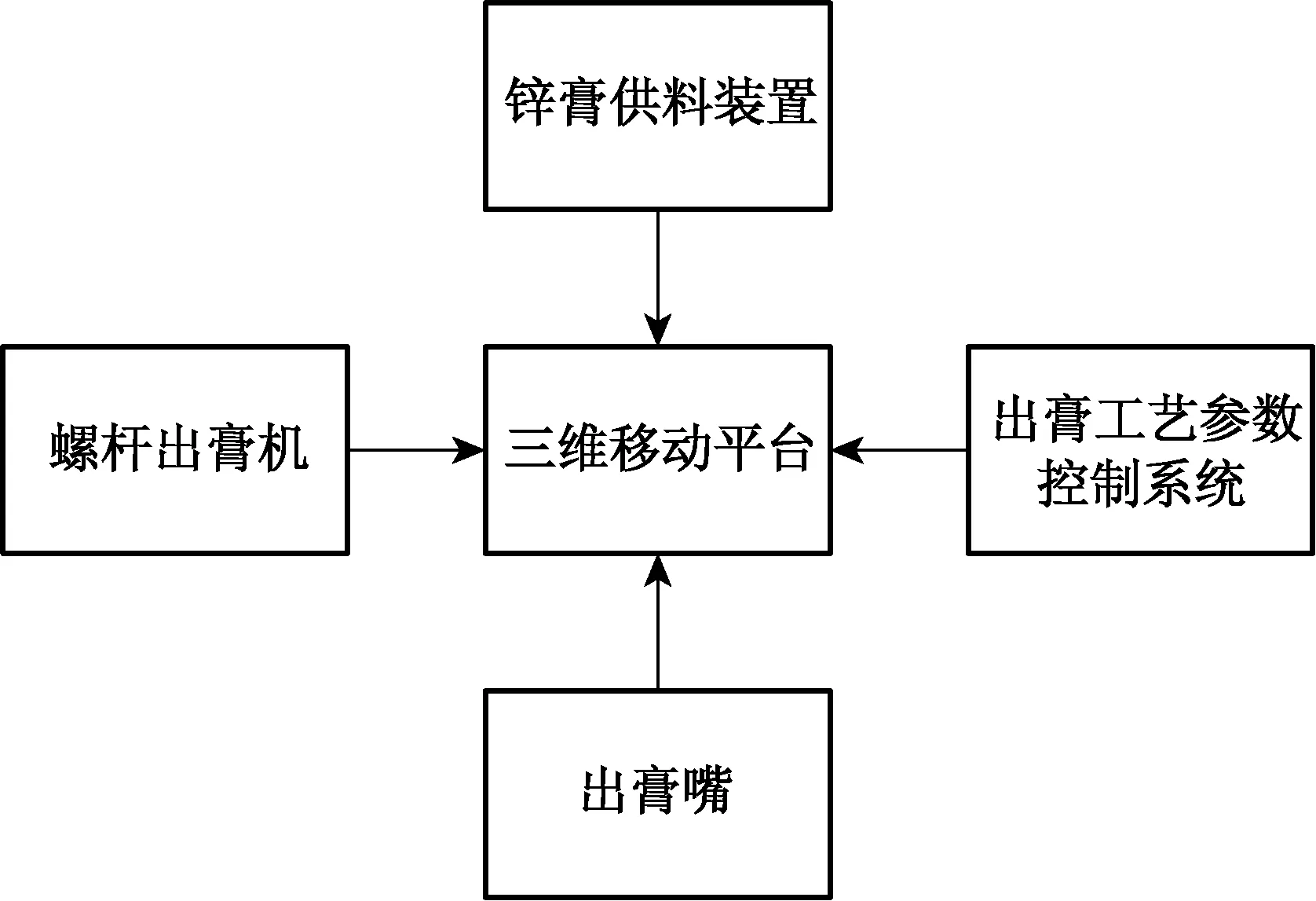
图1 基于螺杆出膏原理的涂膏装置的基本组成Fig.1 The basic composition of pasting mechanism based on the screw squeezing principle
锌膏经膏体搅拌机(DLH-5系列动力混合机)搅拌一定时间后,形成成分均匀、具有一定流动性的膏体.膏体搅拌时间越长,锌膏流动性越大.
锌膏供料装置按供料要求定量地向螺杆出膏机输出锌膏.该装置采用活塞泵供料方式,通过活塞将料筒中膏体挤入螺杆出膏机.气缸的压强大小影响锌膏出膏的流畅性:压强过小,则锌膏出膏流畅性差;压强过大,则锌膏中的水分易流失.压强与出膏速度有着复杂的对应关系,通常压强增大,出膏速度增大.
螺杆出膏机按出膏要求,通过控制螺杆以一定速度转动,定量地输出锌膏.螺杆转速决定了锌膏的流量:螺杆转速越大,流量越大.
螺杆出膏机按负极片规格,采用不同直径出膏嘴以输出不同粗细的膏体,以便将锌膏均匀地涂布在模框内.一般情况下,出膏嘴直径越小,则膏条直径越小,锌膏涂布越均匀,但出膏的稳定性越差.
三维运动平台选用DSP 4.5系列全自动点胶机,带动螺杆出膏机,其运动速度(又称涂膏速度)和出膏速度必须成一定关系,以保证膏体涂布的均匀性.运动速度过大,则产生局部无膏现象;运动速度过小,则产生锌膏堆积,最终影响锌膏成型质量.
3 锌膏涂膏装置的电气控制系统
3.1控制系统的要求
在设定时间内三维运动平台带动出膏机和锌膏进料装置按设定的轨迹运动,以实现涂膏轨迹的控制.涂膏质量优劣涉及锌膏出膏装置的各个因素.必须对锌膏出膏装置的各个工艺参数进行优化,才能使涂膏质量稳定受控.为此,根据以上对涂膏装置控制系统的要求,螺杆出膏机的控制系统应满足以下条件:
(1) 装置必须具有很好的实时控制性,即螺杆出膏机能及时出膏,也能及时停止出膏;
(2) 出膏方式分为手动和自动两种,以便可随时调整出膏参数;
(3) 螺杆旋转时间及方向可方便地由程序或手工设定;
(4) 螺杆转速可调且调节范围应较大,以满足多种型号负极片的需求.
同时,锌膏供料装置的控制系统应满足以下要求:
(1) 气缸能及时供压和断压,以保证稳定的锌膏供应;
(2) 有膏体余量警示功能,以防止在涂膏过程中出现断膏现象;
(3) 气缸压力可调;
(4) 气缸的供压时间可方便地由程序或手工设定.
3.2控制系统的硬件设计
基于以上要求,采用步进电机带动螺杆.步进电机可控性强,变速范围大,运行精度亦能满足生产线的要求.
采用86BYG250-113型二相步进电机,其可提供足够大的扭矩以克服挤出膏体时所带来的阻力,同时配置了2M982-AC型驱动器、S-150-24开关电源及MY2NJ型中间继电器等.
采用SI32×125-S型气缸,该气缸带有两个活塞位置检测传感器.每个气缸的稳压装置采用两个GC200-10型稳压阀,作为两级稳压装置,以得到压强更稳定的气源.
负极片自动化生产线采用可编程逻辑控制器(PLC)系统,为便于数据通信,锌膏出膏装置采取一个PLC实现控制.工况需要8个输入点和8个输出点(包括两个高速输出口),故选用FX1s-30MT晶体管输出型PLC.其中,4个输入点并联控制三维移动平台的4个输出信号端,4个输入点为两个气缸活塞上下运动的极限位置检测传感器的输入点;2个高速输出点(Y0,Y1)及相应的2个输出点(Y2,Y3)对应两台步进电机工作所需的输入频率信号和方向信号,其余4个输出点控制两个气缸的上下运动的电磁阀所需信号.
为方便对电机转速、转动时间、转向及气缸活塞上下运动等进行调试,以匹配生产线的不同要求,本文选用三菱TFT系列GT1575-STBD DC型触摸屏来控制这些参数.
3.3控制系统的软件设计
根据控制系统的要求,按照图2所示的程序流程图编制螺杆涂膏装置的控制程序.该控制系统提供手动出膏和自动出膏两种方式.其中,自动出膏的触发信号由三维运动平台提供,而出膏时间,即螺杆出膏机的正反转速度及正反转时间均可通过触摸屏进行设定.通过电机反转,可以去除停止出膏时出膏嘴内的余压,以提高断膏性能.手动出膏方式可对螺杆涂膏装置进行调试.

图2 螺杆涂膏装置控制程序流程图[7]Fig.2 Program flow chart of screw pasting mechanism
本文研制了涂膏参数优化专家系统,在专家系统支持下,实现以下功能:(1)提供面向不同条件下的优化涂膏参数(不同极片规格、不同环境温度、湿度等);(2)支持用户维护涂膏工艺规则(涂膏路径、涂膏参数等);(3)涂膏历史数据学习,以获取(挖掘)新的涂膏知识,对涂膏参数进行改进和完善.
对锌膏涂膏装置的参数,如电机转速、电机转动方向、电机转动时间、手动/自动模式切换、气缸活塞上升/下压等的控制,采用触摸屏实现.
4 工程实验
4.1实验环境
所研制的新型锌膏涂膏装置如图3所示,其中,膏嘴为锥型,体积较小,处于螺杆涂膏装置的下方,Z向出膏.
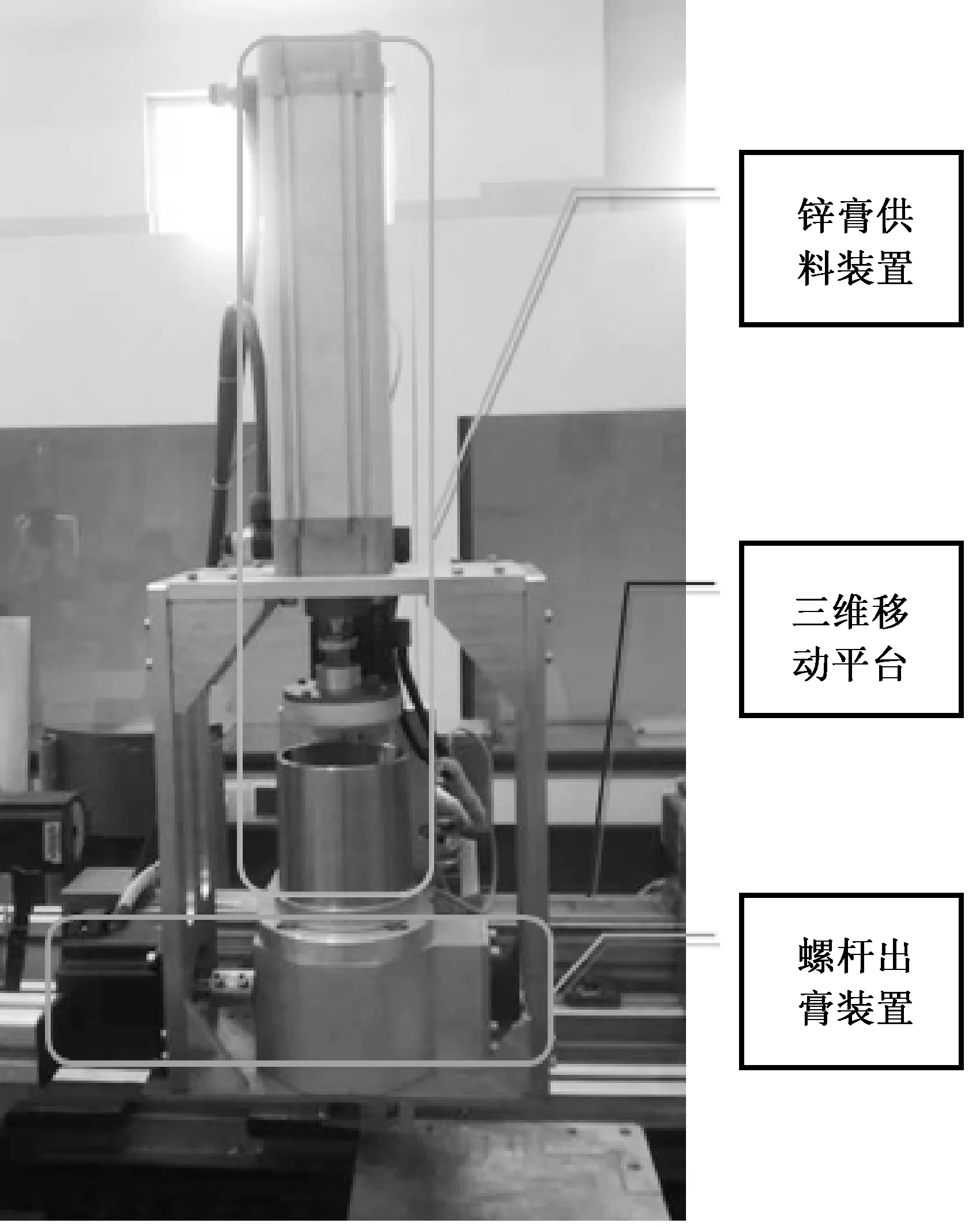
图3 螺杆涂膏装置外观图Fig.3 The external view of the screw pasting mechanism
由上文分析可知,涂膏工序的工艺参数主要包括制膏搅拌时间、温度、螺杆转速、压强和涂膏速度.按表3所示对相关工艺参数进行设定.
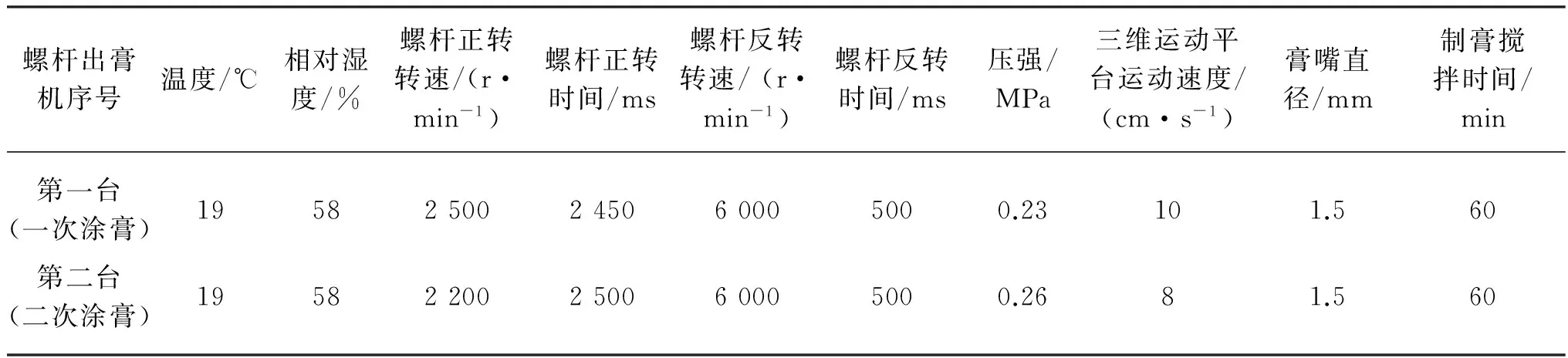
表3 两台螺杆涂膏装置的相关参数控制表Table 3 Controlling of the relative factors on the two screw pasting mechanism
4.2实验结果
对该新型涂膏装置按表3所述的条件进行实验,涂膏效果如图3所示,部分1#负极片的实验数据如表4所示.由图4可知,膏体轨迹较规则,无中间断膏现象,出膏连续性好,因出膏速度稳定,轨迹重复性好,出膏质量相对误差小(小于负极片质量的5%).经后一道压制成型后,膏体充满型腔,无漏涂,厚度均匀,满足负极片对涂膏效果的要求.

(a) 一次涂膏
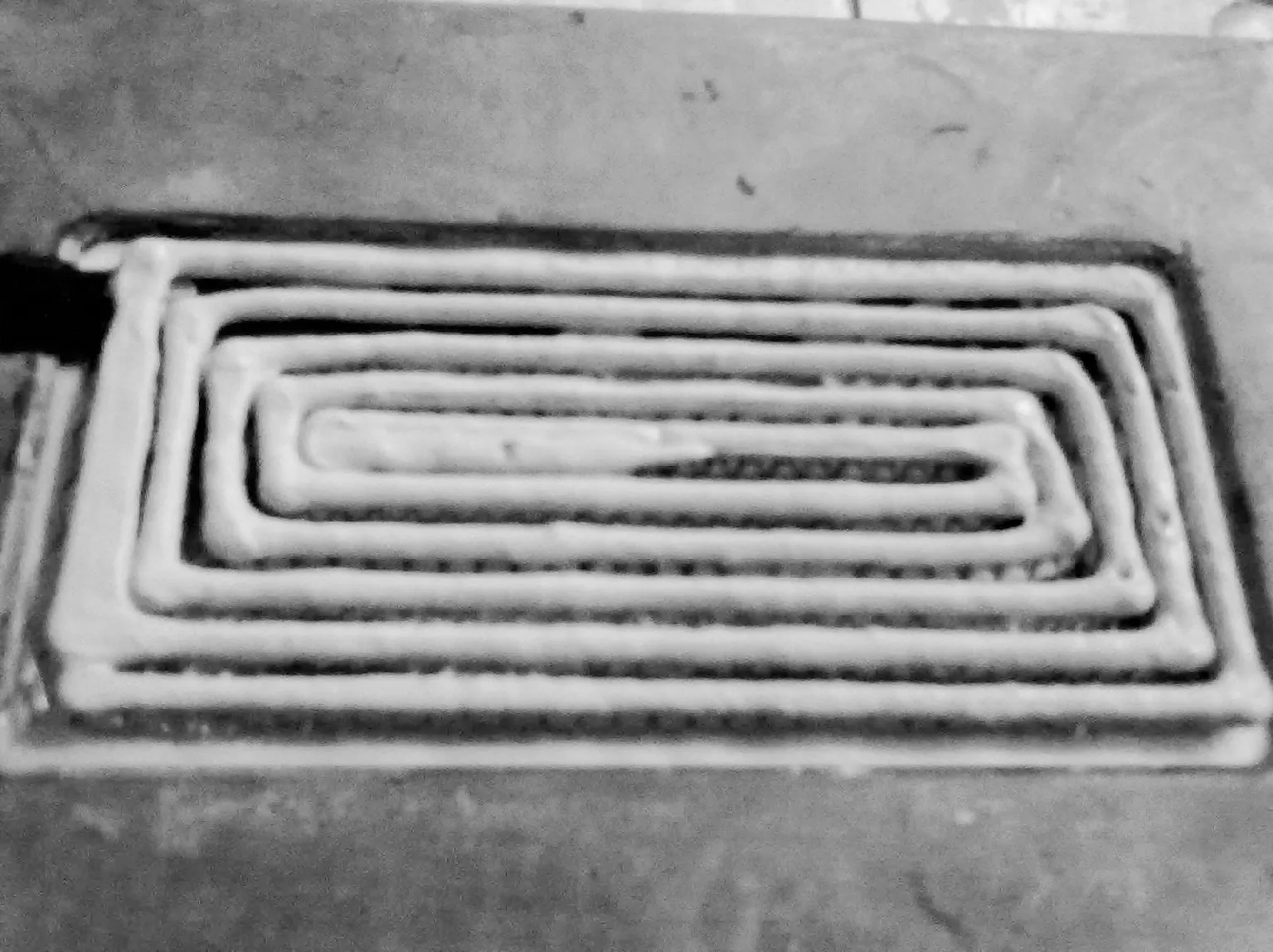
(b) 二次涂膏图4 螺杆涂膏装置的涂膏效果图(1#负极片)Fig.4 The pasting drawings of the screw pasting mechanism (1# cathode pieces)
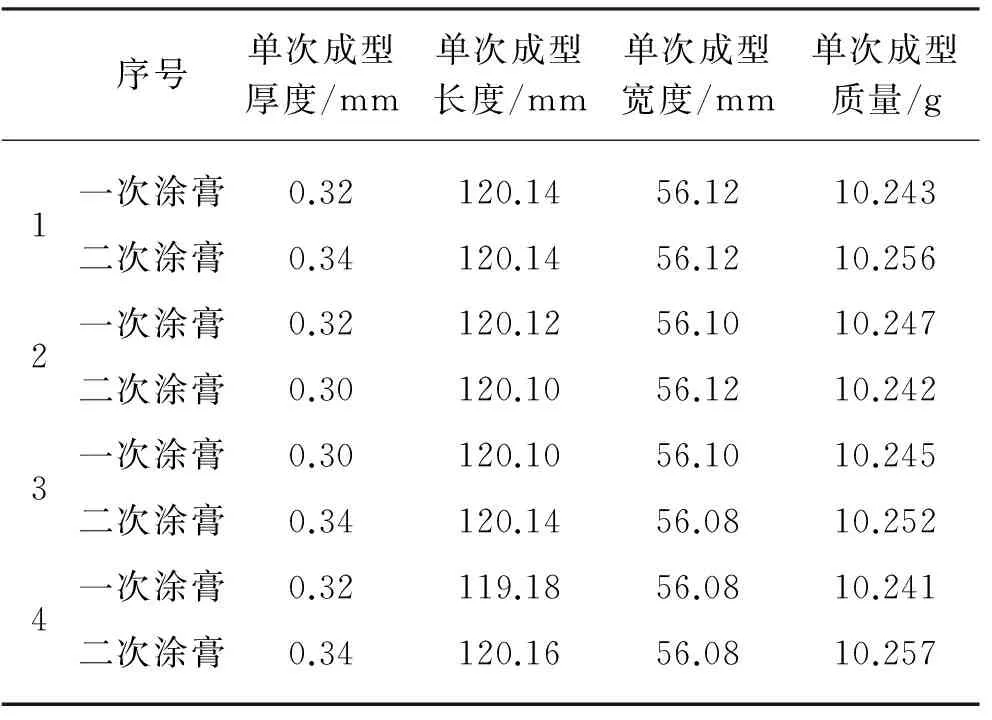
表4 1#负极片的涂膏实验数据Table 4 The data of pasting on 1# cathode pieces
4.3实验结果分析
系统对不同型号负极片进行工程应用.螺杆出膏机在专家系统支持下,实现锌膏均匀涂布,锌膏流量在70~300 mm3/s内可调,出膏嘴的最小出膏直径可达1.5 mm.
由表4可知:
(1) 单次成型厚度为0.30~0.34 mm,平均误差为0.02 mm,相对误差为7.5%,在单次成型后的厚度要求范围内;
(2) 单次成型长度为119.98~120.16 mm,平均误差为0.14 mm,相对误差为0.11%,在单次成型后的长度要求范围内;
(3) 单次成型宽度为56.08~56.12 mm,平均误差为0.10 mm,相对误差为0.18%,在单次成型后的宽度要求范围内;
(4) 单次成型质量为10.241~10.257 g,平均误差为0.006 g,相对误差为0.06%,在单次成型后的质量要求范围内.
由螺杆涂膏装置的涂膏实验可以得到,对具有一定流动性的锌膏,影响涂膏效果的关键参数为螺杆转速,其次为压强和涂膏速度.其中,螺杆转速越大,涂膏速度越大;压强越大,涂膏速度越大;涂膏速度越大,膏条越细,但过大的涂膏速度,会引发断膏.
5 结 语
(1) 本文针对基于活塞泵出膏原理的涂膏装置的锌膏涂膏问题,研制了一种基于螺杆出膏原理的涂膏装置,为锌膏涂膏的稳定受控奠定基础.
(2) 根据该锌膏涂膏装置构建了电气控制和参数优化专家系统,可以根据不同工况,对工艺参数进行优化,从而为实现负极片自动化生产的优质高效,提供了一条有效途径.
(3) 通过工程实验,验证了该涂膏装置的可行性.其出膏嘴的最小直径可达到1.5 mm,能够满足负极片生产线的出膏要求.
[1] MOHNEYD.Power play[J].Mobile Radio Technology,2008,26 (2): 5-10.
[2] ULLAH S,AHMED F,BADSHAH A,et al.Solvothermal preparation of ZnO nanorods as anode material for improved cycle life Zn/AgO batteries[J].Public Library Science,2013,8(10):1-7.
[3] 李蓓智,李鹏,杨建国,等.负极片自动化生产线总体设计及其关键技术研究[J].东华大学学报:自然科学版,2011,37(4):431-433,471.
[4] 朱超,杨建国,周虎.基于PLC的负极片自动化生产线控制系统设计[J].制造技术与机床,2012(2):74-77.
[5] 李龙飞.负极片自动化生产线成型及其关键技术的优化与改进[D].上海:东华大学机械工程学院,2012:21-27.
[6] 张力,杨建国.涂膏机械手控制系统设计[J].机械设计与制造,2013(10):179-181.
[7] 丁洪旗,刘彦良.基于三菱PLC和触摸屏的自动喷涂控制系统的设计与实现[J].电工技术,2011(12):36-37,64.
Research and Development of Pasting Mechanism of the Zinc Cream on Cathode Piece Production Line
YANGJian-guo1,PENGZhi-de1,ZHOUHu1,LÜShi-yin2,WUYong-xian2,YUEFa-da
(1.College of Mechanical Engineering,Donghua University,Shanghai 201620,China;2.Shanghai Institute of Space Power,Shanghai 200245,China)
The presented silver-zinc battery cathode automatic production line is using zinc cream pasting mechanism based on piston pump to extrude the zinc cream,but this mechanism requires high air tightness which makes pump difficult to wash after each usage,the speed of pasting cream is unstable,which makes it cannot cope with the need of the line.A screw pasting mechanism based on the theory of screw pump is introduced,which is proved accessible by practical application through designing the mechanism,and constructing its control system.This mechanism with extracting mouth which diameter is 1.5 mm has a stable speed of extruding cream,good performance of truncating as well as anti-jamming.Further,the process parameters can be controlled by this mechanism,which helps to get a stable pasting of zinc cream.
zinc cream pasting mechanism; silver-zinc battery; cathode piece;PLC controlling
1671-0444(2015)02-0242-05
2014-02-27
组建上海工程技术研究中心科研计划资助项目(10DZ2250300)
杨建国(1950—),男,上海人,教授,博士,研究方向为光机电一体化和智能机器人、现代集成制造系统技术、智能检测与控制、CAD/CAPP/CAM.E-mail: jgyangm@dhu.edu.cn
TP 278;TQ 152
A
猜你喜欢
小读者·爱读写(2023年9期)2023-10-02 03:46:59
小读者(2023年18期)2023-09-27 04:38:38
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
中国煤炭(2018年9期)2018-09-28 02:41:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
中国有色金属学报(2018年2期)2018-03-26 07:58:37
山东工业技术(2016年15期)2016-12-01 05:31:01
电源技术(2015年9期)2015-06-05 09:36:06
机电信息(2015年8期)2015-02-27 15:55:30
机电信息(2014年29期)2014-02-27 15:54:16
