
压力表计量基础知识讲座
2015-08-19 02:44:49戴孝华上海市计量测试技术研究院
上海计量测试 2015年1期
戴孝华/上海市计量测试技术研究院
压力表计量基础知识讲座
戴孝华/上海市计量测试技术研究院
第十一讲 弹性元件式一般压力表的检定(下)
12 专门用途的一般压力表检定
本节介绍专用一般压力表技术要求和检定方法。
12.1氧气压力表的检定
12.1.1专用技术要求
对氧气压力表提出“禁油”要求,所以,应作无油脂检查。
12.1.2检定装置的选择
由于牵涉到“禁油”要求,选择检定装置是一项非常重要的工作,目前使用的检定装置有如下几种类型:
1)在油介质的检定装置上安装“油水隔离器”和“油气隔离器”。
2)使用有气源的检定装置。
3)使用“压力表和氧气表两用校验器”。
4)使用“氧气压力表校验器”,这是近几年出现的新产品,它是由不锈钢材料制造的,用水做工作介质, 使用该校验器,可解除“禁油”不彻底的担忧。
12.1.3氧气压力表作无油脂的检查方法
检查方法是借用注射器,将纯净的温开水注入弹簧管内,摇晃压力表后,将水甩入装有清水的器皿(如面盆)内,如果水面上没有彩色油花,则说明弹簧管内没有油脂,此时才可以对氧气压力表进行检定;如果在水面上有彩色油花,则说明弹簧管内有油脂,需要对弹簧管内腔进行清洗。清洗的方法是同样借用注射器将四氯化碳注入弹簧管内,晃动压力表后,将四氯化碳甩出,继续用四氯化碳清洗2~3次,当四氯化碳甩在白纸上挥发后而没有留下任何油迹,说明弹簧管内的油脂已清洗干净。值得注意的是,四氯化碳有毒,有损健康,应在通风的场地清洗氧气压力表。
12.2带检验指针压力表的检定
12.2.1专用技术要求
1)轻敲表壳时,检验指针不得有移动现象;2)两次升压时指示指针两次示值之差,应不大于最大允许误差的绝对值。
12.2.2专用术要求的检定方法
1)检定前将检验指针和指示指针位于零点,用压力发生器对精密压力表和带检验指针压力表加压力,对检验指针和指示指针一起进行示值检定,在各检定点记取示值,示值误差均应不大于最大允许误差。在轻敲表壳时,检验指针不得移动。
2)缓慢卸掉压力,指示指针和精密压力表指针回到零位,检验指针停留在检定点位置上。
3)重新对精密压力表和带检验指针压力表加压力,再对指示指针的示值进行检定,在各检定点记取示值,示值误差均应不大于最大允许误差。
4)在各检定点上两次升压指示指针示值之差,均应不大于最大允许误差的绝对值。
12.3双针双管压力表的检定
12.3.1专用技术要求
1)双管应互不连通;
2)双针在偏转过程中应互不影响;
3)双针在各检定点的示值之差,均应不大于最大允许误差绝对值。
12.3.2专用技术要求的检定方法
1)双管(两只弹簧管)互不连通检查
将压力表一只管接头安装在压力表检定装置上(关闭精密压力表下方阀门),加压力直至测量上限,其指针指示到测量上限,另一指针仍在零位,同时,管接头无油渗出,说明两只弹簧管不连通。
2)双针在偏转过程中互不影响检查
双针在偏转过程中应平稳,两根指针在偏转过程中应互不影响。
3)两根指针在各检定点的示值之差,均应不大于最大允许误差的绝对值。
12.4抗震压力表的检定方法
12.4.1检定项目(见表14)
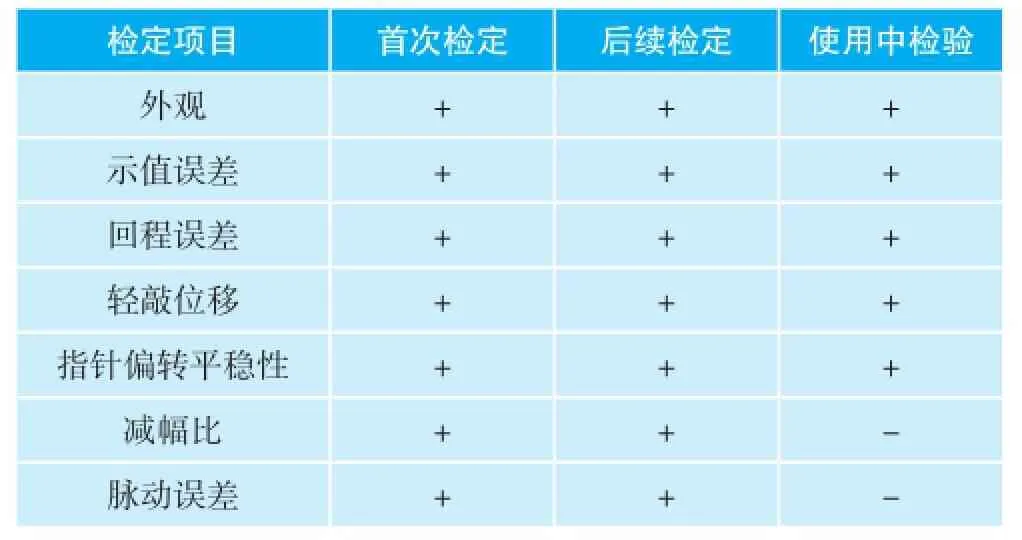
表14 抗震压力表的检定项目
12.4.2减幅比、脉动误差的检定方法
在检定温度条件下,将抗震压力表安装在能产生正弦波形、频率为(60±5)次/min的上,逐渐加压,加到测量范围的中间值,使中间值停留在测量上限的40% ~ 50%的一个检定点上,交变压力变化幅值设定为测量上限的15%,待交变压力稳定后,读取压力表指针指示的实际变化幅值及变化幅值的中间压力值,根据交变试验机上的设定值,计算减幅比和脉动误差。
12.4.3使用温度影响公式
使用温度影响公式 Δ =±(δ+ k·Δt)时,弹簧管作弹性元件没有灌充液,k取值 0.04%/℃;弹簧管作弹性元件并灌有灌充液,k取值0.1%/℃;叉簧作弹性元件,k取值 0.16%/℃。
12.5轮胎压力表的检定
12.5.1准确度等级和最大允许误差的关系(见表15)
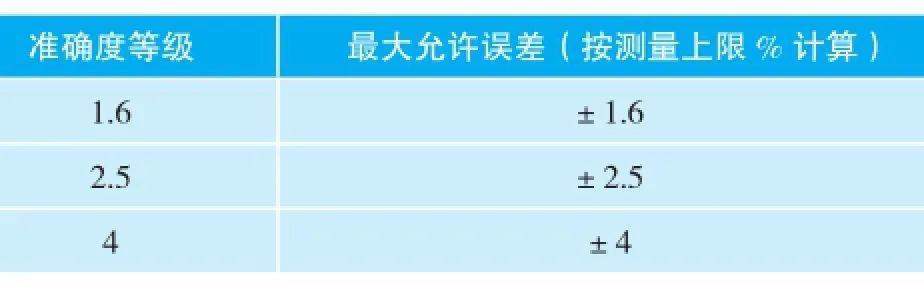
表15 轮胎压力表准确度等级和最大允许误差的关系
12.5.2检定项目(见表16)
12.5.3检定温度为:23℃±5℃(注意,与一般压力表要求不一样)。
12.5.4检定方法
1)密封性检查
使气体压力表校验器产生测量上限值的压力;将气嘴头安装在轮胎压力表上;将轮胎压力表上的气嘴头与压力表校验器上的单向阀对接,使气体进入轮胎压力表内并指示出压力值,应无泄漏现象;气嘴头的正、反方向均应进行上述检查。
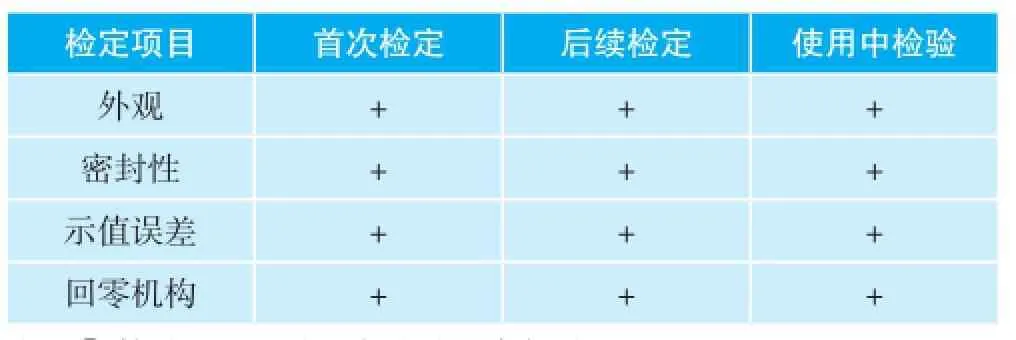
表16 轮胎压力表的检定项目
2)示值误差检定
示值误差检定只进行正行程检定,检定方法与一般压力表检定方法相同。
指针式轮胎压力表的指针在偏转时,允许有轻微跳动,但不得有卡住现象。
3)回零机构的检查
揿下指针式轮胎压力表回零机构按销时,指针能灵活地回到零位;揿下标尺式压力表的标尺时,标尺能灵活地回到零位。
13 一般压力表计量检定技术的现状及展望
以前很长一段时间里,压力表的检定工作由于受到体制、技术、经费的影响,一直使用传统的、老式的压力表校验器。在改革开放的政策推动下,我国的经济和科学技术得到了高速发展,压力仪器仪表的需求量急剧增加,压力表产品的数量在增长,品种在增多,准确度等级也在提高,这些因素有力地推动了压力表计量检定技术的发展。为适应当前计量检定工作品种多、工作量大、送检周期短的新形势,如何确保计量检定工作的质量和提高计量检定技术水平,已是摆在压力表计量检定人员和生产企业面前的现实问题。
压力表计量检定技术的现状和展望主要表现在四个方面。
13.1技术手段完成了从传统手动到全自动的发展过程
目前我国压力表的计量检定技术已完成了由手动操作到半自动操作又到全自动操作的三个阶段的发展。压力表校验器已由传统的、老式的手动方式发展到多种新型结构的手动压力表校验器;压力表校验器已由手动的方式发展到电动压力表校验器。这种校验器应用了电动泵、真空泵,其优点是可以使检定员做到干净无油操作,不仅减轻了计量检定人员的劳动强度,还提高了工作效率。目前,压力表全自动检定仪(图6)已有产品提供,它由压力源、压力传感器、图像处理系统、电子控制箱、高速计算机、打印机等组成,其工作原理是采用高精度电机驱动自动加压,通过高精度数字式压力传感器提供标准压力,利用摄像、图像处理系统识别压力表示值与标准压力进行比较,按检定规程的要求对压力表进行检定,并可自动打印出检定记录和检定证书。由此可见,我国压力表的计量检定技术已完成一个从手动到全自动的发展过程。

图6 压力表全自动检定仪
13.2使用的工作介质有变化
长期来,检定压力表多使用油类工作介质,气体介质多用于小压力(测量上限不大于0.25 MPa)的压力表,为了解决高压力的检定工作,采用油-气隔离器和油-水隔离器的办法。随着科学技术的发展,在越来越多的工程技术领域中使用气体介质压力表的数量在增加,对压力表提出“禁油”要求的范围也在扩大,而测量压力也越来越高。由于气体压力校验器品种少,给气体压力表的检定带来困难,这个困难表现在制造气体压力容器的安全性(气体爆炸的能量比液体爆炸能量大很多倍)难以达到。后来,虽然生产出一些气体压力表校验器,但存在压力不高和使用不方便的缺点。随后设计者把注意力投向“水”的身上,国内已有几家压力仪表公司在生产“水介质压力表校验器”了(如图7所示)。但是无油精密压力表从哪里来?简单的办法就是用四氯化碳进行除油清洗,这不是解决问题的根本办法。从长远发展的观点出发,设计者又把目光投向“水”的身上,设计生产“水介质活塞式压力计”,期待“水介质活塞式压力计”产品早日投放市场。

图7 水介质压力表校验器
13.3向数字化、智能化发展
目前国内已出现数字显示活塞式压力计产品,如图8所示(已安装精密表),这是精密压力表计量检定技术发展的新成果。
数字显示活塞式压力计,顾名思义它可以显示压力值、活塞的旋转速度、下降速度、活塞的工作位置和工作温度等参数。从活塞式压力计工作原理知道,当活塞式压力计的活塞旋转速度、下降速度、活塞的工作温度符合检定规程的计量技术要求时,活塞式压力计赋予精密压力表的压力值才是最准确的,而通常使用活塞式压力计检定精密压力表时,是无法准确知道这些参数的,通常测定活塞的旋转速度,是采用原始的办法,即在砝码之间夹纸片后旋转砝码进行计数。现在使用数字显示活塞式压力计,这个原始的、落后的方法将被淘汰。另外,相对指针式压力表而言,常说“活塞式压力计是瞎子”,因为它给出的参数是看不出的,现在可以说,“活塞式压力计长眼睛了”!
对于具有信号输出接口的数字显示活塞式压力计,不仅为精密压力表的检定走向数字化、智能化提供平台,更深远的意义是能为量值传递方式的改革提供平台。
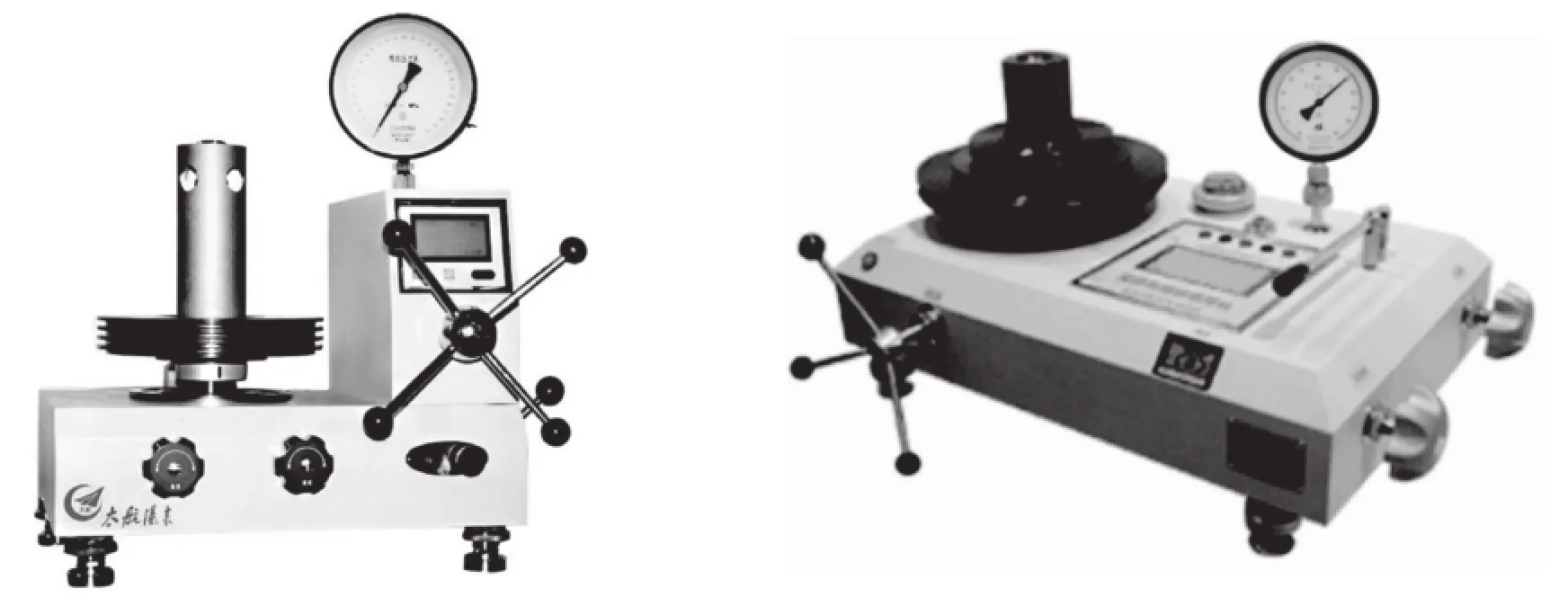
图8 数字显示活塞式压力计(已安装精密压力表)
13.4 铍青铜弹簧管及其精密压力表国内已有企业开始试制
JJG 49—1999《精密压力表》检定规程修订内容之一,是将量传比由1/3,改为1/4,其目的之一就有提升0.25级以上精密压力表产品的发展,按照弹性元件特性,制造0.25级、0.16级、0.1级精密压力表,最理想是使用铍青铜弹簧管,以前国内没有生产单位,进口管子价格昂贵,故未形成市场。不久,0.25级铍青铜管精密压力表的产品将会投入市场,将我国精密压力表制造技术的发展推向一个新台阶。
14 压力表的计量校准
我国长期执行的是计量检定模式,目前已被计量校准模式打破,现在已形成检定和校准两种模式共存的状态,所以,学习和实践计量校准已成为计量检定必不可少的工作。
14.1“校准”定义
JJF 1001—2011《通用计量术语及定义》规范4.10条,给出了“校准”定义。其定义是:在规定的条件下的一组操作,其第一步是确定由测量标准提供量值与相应示值之间的关系,第二步则是用此信息确定由示值获得测量结果的关系,这里测量标准提供的量值与相应示值都具有测量不确定度。
注:① 校准可以用文字说明、校准函数、校准图、校准曲线或现行表格的形式表示。某些情况下,可以包含示值的具有测量不确定度的修正值或修正因子。
② 校准不应与测量系统的调整(常被错误称作“自校准”)相混淆,也不应与校准的验证相混淆。
③ 通常,只把上述定义中的第一步认为是校准。
为此,压力表计量检定人员,应很好地理解校准定义,并指导自己的工作。
对校准的关注点是量值的溯源性和给测量结果提供测量不确定度。
14.2校准实验室
从事校准工作的实验室叫做校准实验室。目前,已有许多法定计量技术机构通过“实验室认可”,取得了进行校准的资质,可以开展计量校准工作,并为客户出具校准证书。
14.3校准的依据
校准的依据应是校准规范,我国已颁布了JJF 1071-2000《国家计量校准规范的编写规则》,到目前为止,包括压力表在内的压力仪器仪表还没有制定过校准规范。近期,部分压力计量检定人员写测量不确定度评定时,都是用检定规程作为评定依据,这是不合理的,由此造成在实际工作中对“检定”和“校准”操作界面不清的局面。请压力计量检定人员一定牢牢记住:检定的依据是检定规程;校准的依据是校准规范或与客户的合同,如果没有校准规范或合同,可以“参考检定规程”。
14.4检定与校准有关内容的比较
检定和校准是两个十分重要的概念,又是两个不同的概念,仅对具体测量操作过程而言,它们是完全一样的、没有区别的,但是,它们之间还是存在诸多的区别,为了加深对检定和校准概念的认识和理解,现将它们的有关区别作一个比较,见表17。
通过比较可知,检定关心的是评定计量器具是否符合法定计量要求,示值误差是否合格;而校准关心的是给出的量值是否能溯源到国家基准,评定出测量不确定度是否满足要求。随着我国计量管理体制的改革,强制检定计量器具的数量要逐步减少,而校准的计量器具数量要逐步增多,因此加强对校准的学习和实践,尽快实现由检定向校准的转变。
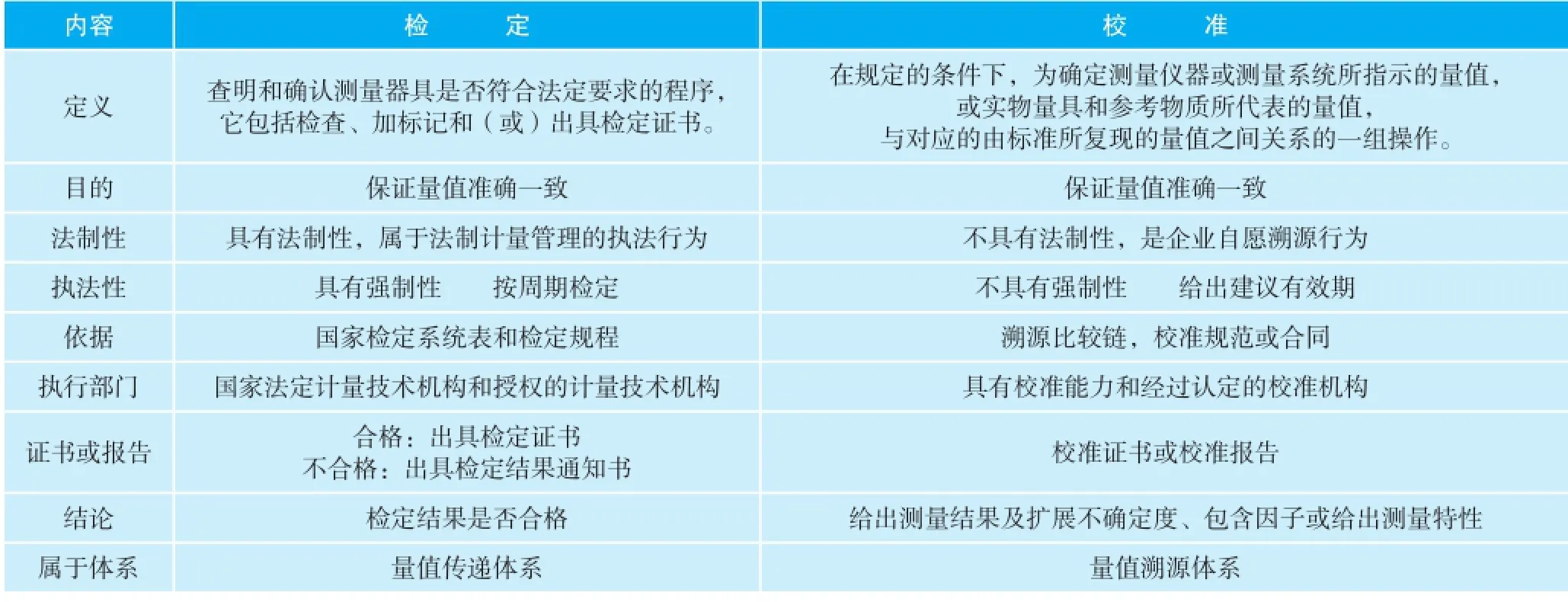
表17 检定与校准有关内容的比较
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:15:14
中国特种设备安全(2019年4期)2019-05-20 09:56:18
石油化工自动化(2018年5期)2018-11-14 02:34:28
电子测试(2018年10期)2018-06-26 05:54:06
北京航空航天大学学报(2017年1期)2017-11-24 05:22:08
山东工业技术(2016年15期)2016-12-01 05:31:44
时代农机(2016年6期)2016-12-01 04:07:17
现代制造技术与装备(2016年10期)2016-04-05 02:33:20
当代化工研究(2016年7期)2016-03-20 16:21:52
信息记录材料(2016年4期)2016-03-11 15:22:32
