机械视觉自动对刀系统开发
2015-08-18 22:18:07韩佳霖闫娟龚金涛等
现代商贸工业 2015年17期
韩佳霖 闫娟 龚金涛 等
摘要:研究基于机器视觉的对刀方法。构建由CCD模拟摄像机和视频采集卡组成的图像采集和處理系统,利用labview控制平台实现对加工点的获取,进而实现自动对刀。
关键词:
机器视觉;对刀;CCD摄像机
中图分类号:TB
文献标识码:A
文章编号:16723198(2015)17019802
0引言
随着时代的发展进步机械加工已逐步转入自动化科技化,在机械加工中,产品的加工质量和生产效率直接受刀具安装的精度和效率的影响,因此探索一种合适的刀具对刀方法,可以有效的提高加工精度和节省对刀时间,使生产更快捷。
目前,工厂对刀技术中手动对刀占主导地位,而手动对刀主要是人为进行,会对工件加工的精确度产生影响,也会对机床或人员产生伤害。此外零件的加工中,刀对零件加工时间大约只占总时间的55%,刀具的装夹和对刀等辅助时间却占45%。一般而言,在一个平面上的向一个运动方向上找到零件的加工起点较为简单,只要有简单的加工基准点就可以较快地完成对刀。而在一个平面上的向两个运动方向上找到零件的加工起点就比较麻烦,需要缓慢细致的调整刀刃的两个运动方向上的位置;由于刀对零件的起始加工点的位置不易检测,实际生活中的方法是进行试触加工,再根据加工偏差来调整刀具,这种过程一般需要重复多次才能完成对刀。可见减少加工辅助时间是能够极大提高工业生产加工效率的必要办法。
本文对利用机器视觉技术对对刀的方法进行了初步研究,利用视觉对刀来代替手工对刀,通过Labview控制平台进行对刀控制,利用CCD摄像机提高对刀加工的精确性、效率性。将运动控制与机器视觉相结合,基于图像采集、处理,确定零件的中心坐标并将像素坐标转换为机械坐标从而实现机器视觉对刀。
1总体设计方案
1.1硬件平台
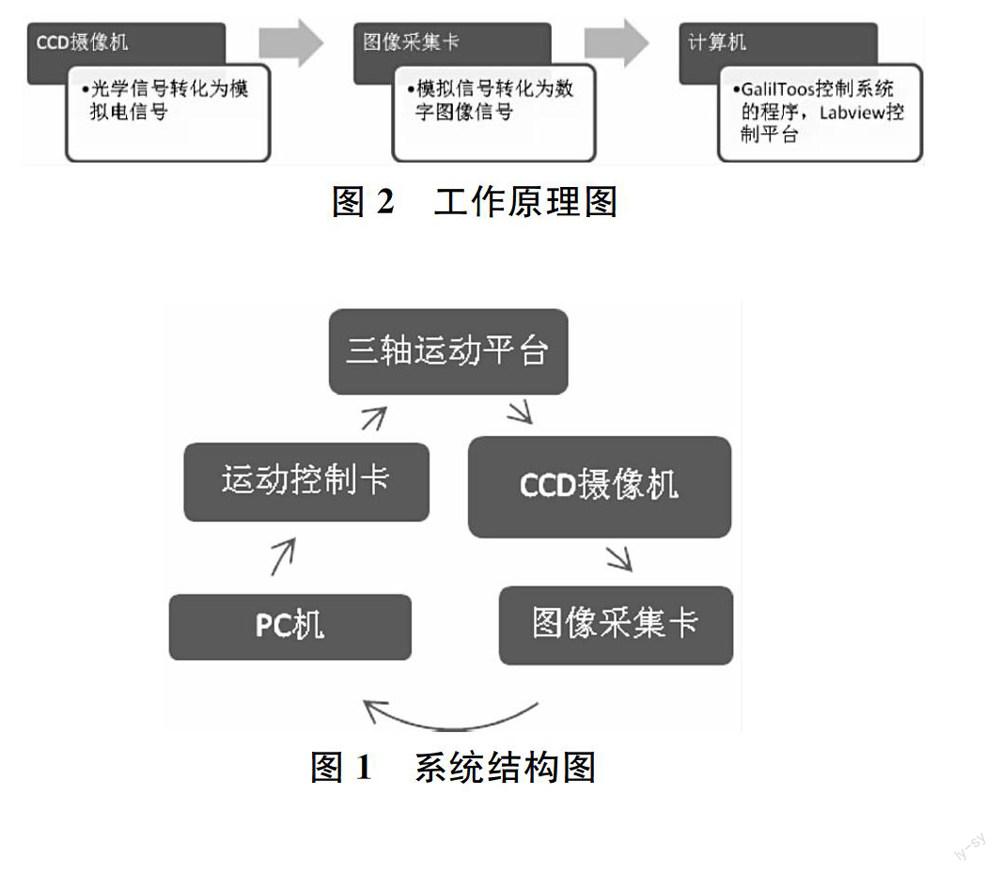
系统的硬件平台主要由:三轴运动平台、CCD摄像机、图像采集卡、PC机和运动控制卡等组成,其结构如图1系统结构图所示。
图1系统结构图
1.2系统工作原理
在系统中,加工零件受到光源照射,CCD摄像机将获取的零件的图像信息转化为模拟电信息,输送至图像采集卡。图像采集卡将接收到的模拟电信息转变成数字图像信息输送到计算机。再由GalilToos控制系统的程序编写将计算机中的Labview控制平台和运动控制卡联系起来,实现零件的对刀与加工。系统原理如图2所示。
图2工作原理图
2图像获取后的预处理
2.1灰度化
为方便处理,以及减小计算机的运算压力,在对获取到图像进行处理之前,先将计算机从CCD照相机得到的24位的图像转化为8位的灰度图。最常用的灰度转换公式如式(1)所示,灰度值F为:
F=0.30R+0.59G+0.11B
(1)
(1)式中:R、G、B分别表示每个像素中绿、蓝、红三分量的值。由于实验使用的是CCD黑白摄像机,需要转换图像为黑白图像,我们只需提取R分量的值即可。在24位黑白图像中,R=B=G。
2.2平滑滤波
本文中的实验工件为白色石蜡,为使石蜡和背景在拍摄过程中能有较明显的划分,便于图像中工件信息的采集,我们用一张黑色的卡纸覆盖在在运动控制平台上。在这些准备工作都完成后,得到的图像表现为色差区别大的图像,但在石蜡边缘处存在一部分椒盐噪声。查找相关资料我们找出了对抗椒盐噪声最好的方法就是中值滤波法,在尝试过多种方法后,还是中值滤波法效果最明显。
3边缘检测
边缘检测是图像处理和计算机对刀中的基本问题,边缘检测的目的是找出图像中亮度变化较大的点。图像亮度变化较大的一些点通常能反映出图像的重要信息,实质是采用某种算法来提取出图像中对象与背景间的交界线。
3.1圆形检测
首先利用滤波对图像进行平滑处理,在3×3的范围窗内,给定像素T与沿曲线的切线方向上的两个像素进行相比,假如T的斜度的最大值比这两个像素的斜度最大值都大。则保留原值。否则令p=0。最后用双阈值算法检测和连接边缘。凡大于高阈值的则是边缘,凡小于低阈值的一定不是边缘,只要高低阈值数值设置合理就可准确找出轮廓。
圆柱或圆孔形零件的对刀点,即圆心位置。根据轮廊查找结果,确定表示圆形的序列,假设坐标为(x,y),设圆的半径为R圆心坐标为(a,b)。如果没有误差,则根据圆的方程:(X1-a)2+(Y1-b)2=R2,
(X2-a)2+(Y2-b)2=R2,
(X3-a)2+(Y3-b)2=R2,可得圆心坐标。
3.2矩形检测
矩形零件的对刀点,即矩形零件的顶点。矩形零件对刀点的确定可以依据Harris边缘检测算法检测出矩形零件的具体位置信息,确定矩形的四个顶点,选择最合适的对刀点。Harris角点检侧算法是一种基于特征信号的点提取算法其原理是利用微积分的原理,在工件上取一微元,以一个像素为其中心在不同的方向上进行移动,我们可以用一个表达式表示出其变化。
假设以(X,Y)为中心在水平方向上移动了u,在竖直方向上移动了v,则其灰度值的△量表达式为:
其中,灰度值△量的函数我们定义为E(x,y),Wx,y是微元的函数,一般定义Wx,y=e(-x2-y2)/2,灰度函数为I,将无穷小项省略之后得:
其中A=(Ix)2wx,y,B=(Iy)2wx,y,C=(Ix,Iy)2wx,y
将Ex,y化为二次型有:
Ex,y=[uv]M
uv
M为实对称矩阵:
M=wx,y
I2IxIy
IxIyI2y
图像I的Y方向的斜度用Iy表示,圖像I的X方向的斜度用Ix表示。从M中可以得出,一阶曲率就是M矩阵的特征值,当两个这两个值都很高的时候,就可认为这个点是工件的角点。
在上述内容的基础上,定义出响应函数CRF:
CRF=det(M)-k·trace2(M)
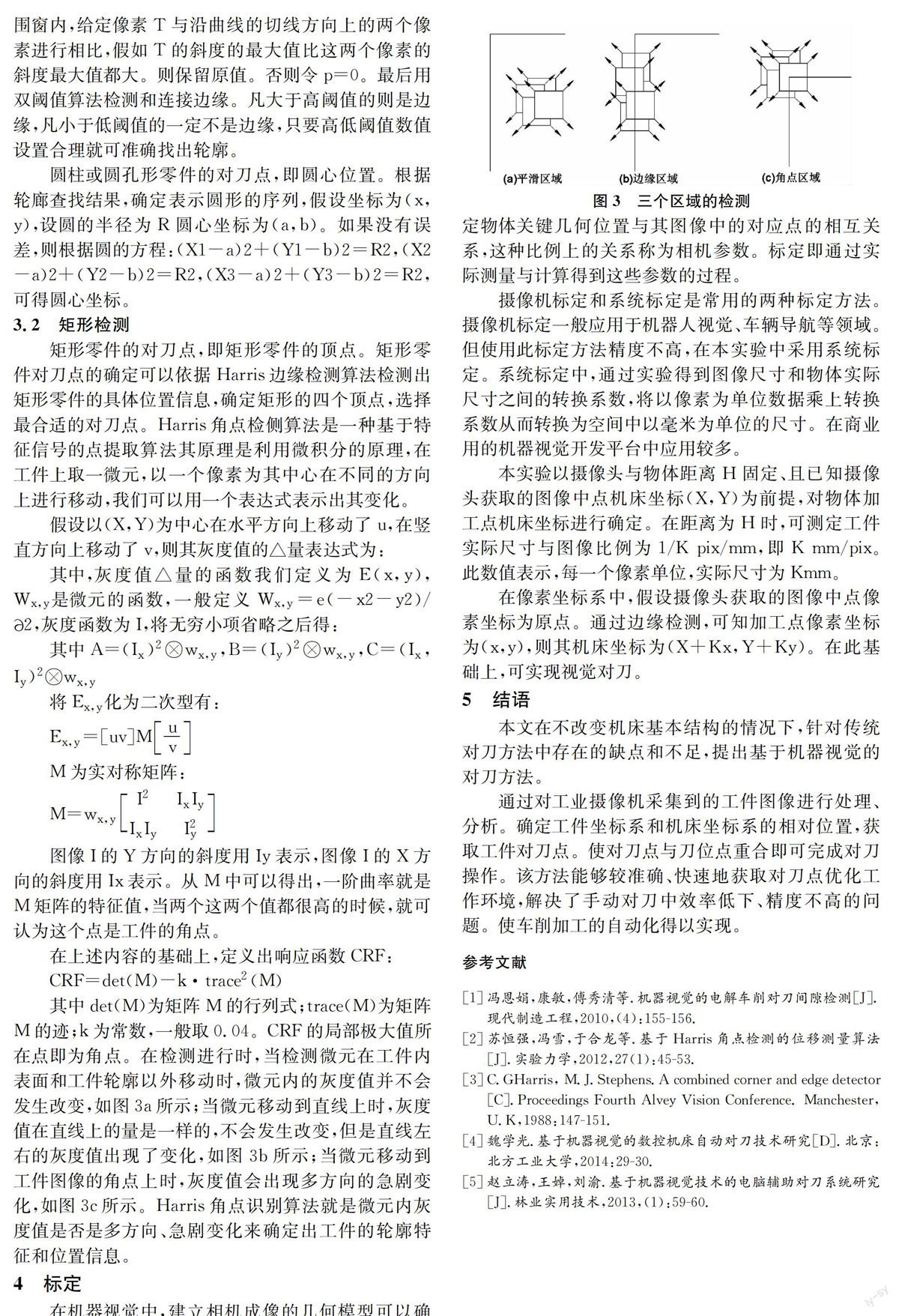
其中det(M)为矩阵M的行列式;trace(M)为矩阵M的迹;k为常数,一般取0.04。CRF的局部极大值所在点即为角点。在检测进行时,当检测微元在工件内表面和工件轮廓以外移动时,微元内的灰度值并不会发生改变,如图3a所示;当微元移动到直线上时,灰度值在直线上的量是一样的,不会发生改变,但是直线左右的灰度值出现了变化,如图3b所示;当微元移动到工件图像的角点上时,灰度值会出现多方向的急剧变化,如图3c所示。Harris角点识别算法就是微元内灰度值是否是多方向、急剧变化来确定出工件的轮廓特征和位置信息。
图3三个区域的检测
4标定
在机器视觉中,建立相机成像的几何模型可以确定物体关键几何位置与其图像中的对应点的相互关系,这种比例上的关系称为相机参数。标定即通过实际测量与计算得到这些参数的过程。
摄像机标定和系统标定是常用的两种标定方法。摄像机标定一般应用于机器人视觉、车辆导航等领域。但使用此标定方法精度不高,在本实验中采用系统标定。系统标定中,通过实验得到图像尺寸和物体实际尺寸之间的转换系数,将以像素为单位数据乘上转换系数从而转换为空间中以毫米为单位的尺寸。在商业用的机器视觉开发平台中应用较多。
本实验以摄像头与物体距离H固定、且已知摄像头获取的图像中点机床坐标(X,Y)为前提,对物体加工点机床坐标进行确定。在距离为H时,可测定工件实际尺寸与图像比例为1/K pix/mm,即K mm/pix。此数值表示,每一个像素单位,实际尺寸为Kmm。
在像素坐标系中,假设摄像头获取的图像中点像素坐标为原点。通过边缘检测,可知加工点像素坐标为(x,y),则其机床坐标为(X+Kx,Y+Ky)。在此基础上,可实现视觉对刀。
5结语
本文在不改变机床基本结构的情况下,针对传统对刀方法中存在的缺点和不足,提出基于机器视觉的对刀方法。
通过对工业摄像机采集到的工件图像进行处理、分析。确定工件坐标系和机床坐标系的相对位置,获取工件对刀点。使对刀点与刀位点重合即可完成对刀操作。该方法能够较准确、快速地获取对刀点优化工作环境,解决了手动对刀中效率低下、精度不高的问题。使车削加工的自动化得以实现。
参考文献
[1]冯恩娟,康敏,傅秀清等.机器视觉的电解车削对刀间隙检测[J].现代制造工程,2010,(4):155156.
[2]苏恒强,冯雪,于合龙等.基于Harris角点检测的位移测量算法[J].实验力学,2012,27(1):4553.
[3]C.GHarris, M.J.Stephens.A combined corner and edge detector[C].Proceedings Fourth Alvey Vision Conference. Manchester,U.K,1988:147151.
[4]魏学光.基于机器视觉的数控机床自动对刀技术研究[D].北京:北方工业大学,2014:2930.
[5]赵立涛,王婥,刘渝.基于机器视觉技术的电脑辅助对刀系统研究[J].林业实用技术,2013,(1):5960.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02 02:00:02
高技术通讯(2021年3期)2021-06-09 06:57:48
汽车维修与保养(2020年11期)2020-06-09 05:42:16
中国公共安全(2017年8期)2017-10-13 08:12:17
中国惯性技术学报(2017年1期)2017-06-09 08:15:14
自动化学报(2017年5期)2017-05-14 06:20:56
中国公共安全(2017年11期)2017-02-06 05:27:47
办公自动化(2016年18期)2016-12-17 19:32:18
光学精密工程(2016年3期)2016-11-07 09:03:34
光学精密工程(2016年1期)2016-11-07 09:01:59