自动油脂喷涂机的PLC控制系统设计
2015-08-12 08:17孙君可
河南科技 2015年1期
孙君可
(苏州大学 机电工程学院,江苏 苏州 215021)
在汽车电动助力转向机助力电机控制器装配前,必须通过某种工艺在助力电机壳体内壁涂上一层均匀的防水油脂。 涂覆的油脂重量和均匀性是十分重要的,它关系到助力电机能否在恶劣环境下正常工作。 自动油脂喷涂机就是将桶装的密封油脂经过油脂泵加压后供给喷雾阀,然后通过PLC 控制喷涂阀的开启与关闭,均匀地喷涂到助力电机壳体内表面, 得到厚度均匀且质量可靠的密封油脂层。 因此,对汽车电动助力转向机的密封性能提高有重要意义。
1 自动油脂喷涂机构造及工作流程
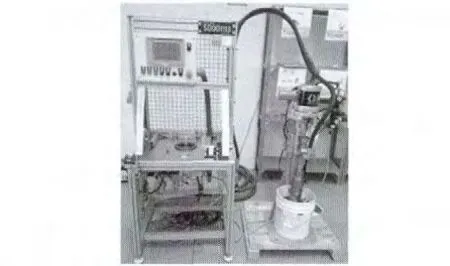
图1 自动油脂喷涂机实物图
自动油脂喷涂机的结构如图1 所示,设备长550mm,宽550mm,高1500mm,主要分六个部分:①油脂供给泵;②油脂喷涂阀;③助力电机壳体旋转台;④人机界面[1];⑤控制系统;⑥机械结构。 其中油脂供给泵主要用于把桶内油脂送到油脂喷涂阀, 在油脂喷涂阀的进口处安装了压力传感器,实时对油脂管路的压力进行监控。 当压力低于或高于正常设定范围时, 传感器会发送压力错误报警到PLC。 油脂喷涂阀是喷涂工艺最关键的部件之一,它的作用是对进入油脂喷涂阀的油脂进行加压雾化, 然后均匀地喷涂出来。 助力电机壳体旋转台主要用于定位助力电机壳体和执行旋转动作,当油脂喷涂阀开始喷涂时,旋转台也开始启动,使助力电机壳体旋转360 度,旋转台的工作时间等于油脂喷涂阀工作的时间。 人机界面主要用于显示零件和设备的实时状态, 易于操作人员对报警信息进行查看和对设备进行控制。 控制系统部分主要用于控制自动油脂喷涂机实现油脂喷涂的自动化。 机械部分主要为系统提供整体的框架,将各个机构有机地结合起来。该自动油脂喷涂机技术先进, 结构设计合理, 具有体积小、重量轻、适用于柔性化[2]生产等特点,实现了助力电机内壁的自动喷涂, 改善了涂层的均匀性, 提高了工作效率。
该自动油脂喷涂机选用德国Walther SMS-02 精密喷涂阀,精确控制油脂的喷涂重量和均匀性。 此喷涂阀集成了以下几种功能:①精密的棘齿式手动调节阀,方便快速调节油脂喷涂重量; ②适用于在多种不同电压下控制电磁阀开关,有直流24V、交流110V、交流230V;③位置传感器,用于检测棘齿是否锁紧;④压力传感器,用于检测喷涂时是否有压力不正常的情况。 PLC 通过计算转台电机的运行时间, 把运行时间复制给控制喷涂阀的运行时间,通过使用相等的电机运行时间和喷涂阀开启时间,使油脂喷涂均匀。 另外可以通过调节主气源的压力调整油脂喷涂的宽度,来满足不同的油脂覆盖率要求。
2 控制系统
2.1 控制系统工作原理
该系统以Allen-Bradley CompactLogix[3]5318ER-BB18控制器为控制核心, 配置3 个PLC 数字量输入模块和3个PLC 数字量输出模块,用于连接油脂喷涂阀、旋转台电机、启动开关、压力传感器、接近开关等元件。 另外通过EtherNet/IP 网络[4]组态Cognex Dataman300 系列读码器读取助力电机壳体的条码。
控制系统上位机以Allen-Bradley Panel View Plus 700 人机界面通过以太网交换机与下位机PLC 连接,采用OCP(OLE for Process Control)协议。 即通过人机界面软件Factory Talk View Studio 中的RSLinx Enterprise 数据服务器添加对应的PLC 并设定驱动, 来完成人机界面与PLC 的组态,建立HMI 与PLC 的地址链接,最终将HMI里的标签与PLC 里的标签一一对应起来,建立通信,实现对系统发出操作指令、 显示工作状态、 设定工艺控制参数。
2.2 I/O 口分配
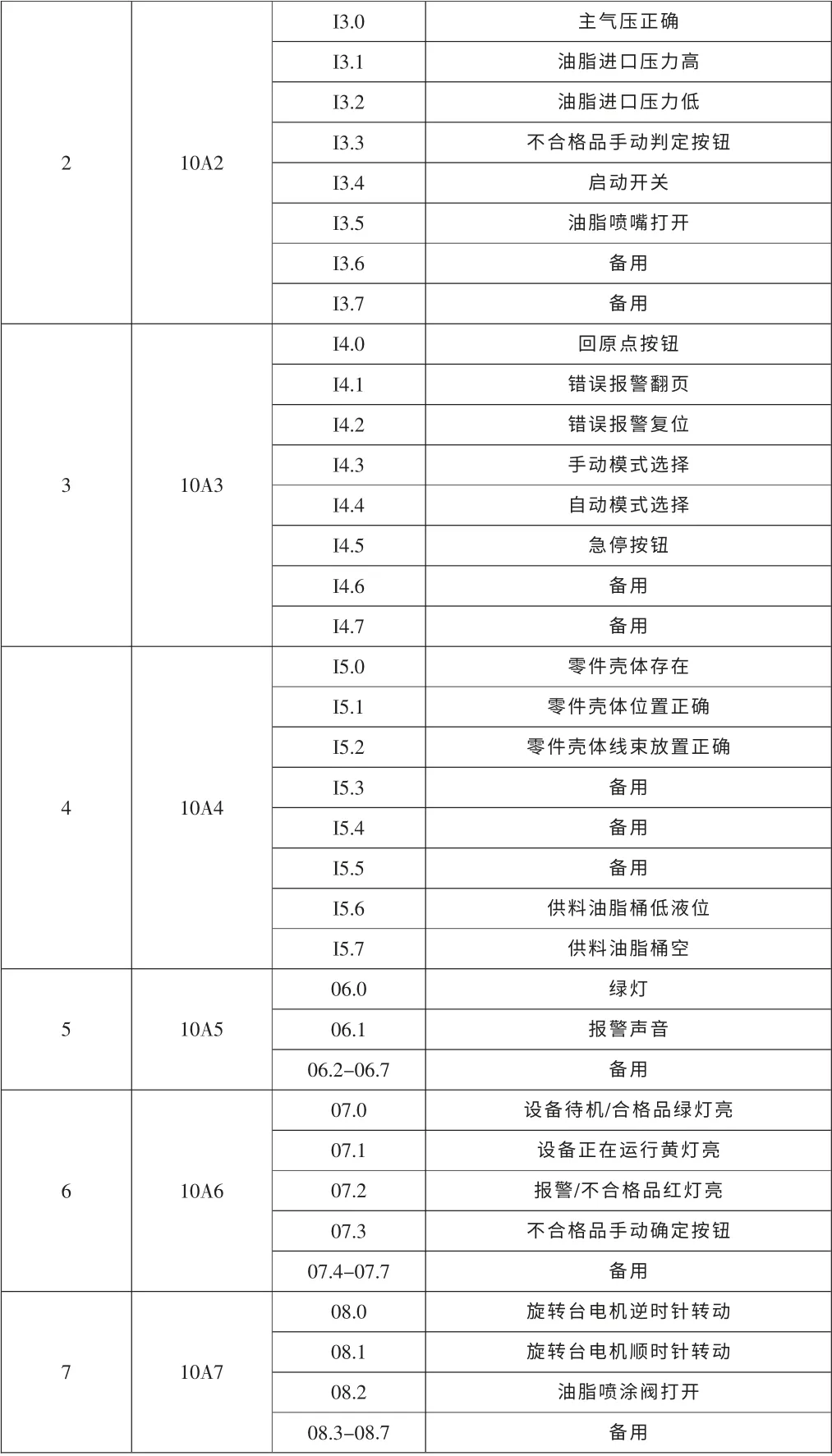
在设计PLC 控制电路前, 首先统计自动油脂喷涂机控制硬件数量及信号类型,配置相应的输入输出模块,对所有I/O 端口分配地址, 然后进一步绘制出PLC 输入输出原理图。 根据自动油脂喷涂机的控制要求以及工作流程,共需要23 个输入口和9 个输出口,因此选用Allen-Bradley CompactLogix5318ER-BB18 PLC,具体I/O 分配如表1 所示。
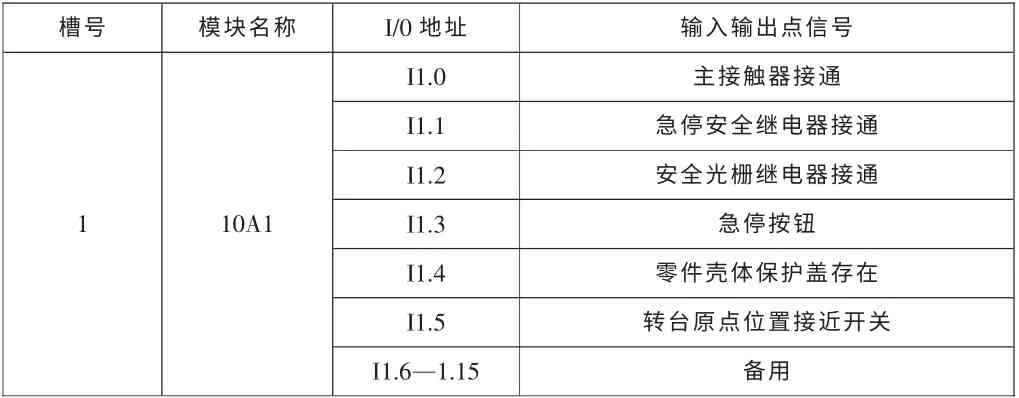
表1 PLC 的I/O 地址分配表
?
2.3 PLC 程序设计
根据自动油脂喷涂机的工作流程以及控制要求,画出自动控制流程图,如图3 所示,再编写出自动油脂喷涂机的梯形图程序。
循环开始后,首先检测旋转工作台上是否有零件,应有I5.0=0。 条件满足后执行步骤1,即工位无电机壳体存在,然后放置电机壳体到工作台上。 步骤2 放置壳体完成后,当电机壳体存在检测传感器I5.0=1 时,启动步骤3,即开关启动完成。 当检测电机壳体正确位置的检测传感器感应即I5.1=1 时,启动步骤4,即开始扫描电机壳体条码。确认条码长度信息正确条件满足后,执行步骤5,即发送请求信号给追溯系统。追溯请求条件合格后,执行步骤6,即涂油脂开始条件满足置1,执行步骤7,即涂油脂阀打开,接着执行步骤8,旋转台电机正转。当转台原点位置接近开关断开即I1.5=0 时,执行步骤9,电机正转,当I1.5=1即旋转台回到原点位置时,执行步骤10。当I1.5=1 延时时间0.5 条件满足后, 执行步骤11, 即发送涂油脂结束信号。 当接受到涂油脂结果后,执行步骤12,即发送结果给追溯系统, 当结果合格或者结果不合格并且按下不合格品手动判定按钮I3.3=1 时,执行步骤13,取走零件。 最后执行步骤14,发送完成涂油脂工序信号。
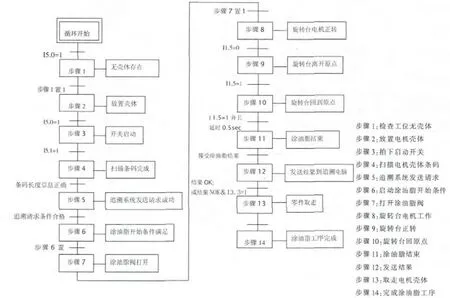
图2 自动控制程序流程图
2.4 人机界面设计
人机界面(Human Machine Interface)使用的是罗克韦尔公司的Panel View Plus 700 人机界面,HMI 终端通过以太网交换机连接PLC。 软件设计采用了Factory Talk View Studio 软件,通过该软件可以完成人机界面的组态、程序的编译以及程序的上传下载工作。

图3 自动油脂喷涂机人机界面画面框图
人机界面的软件设计包括创建画面和设定变量。 创建画面主要涉及指示灯、 功能按键及文本显示的画面格式的创建, 具体设计要根据自动油脂喷涂机控制要求设计不同的画面。 设定变量是将人机界面的变量与PLC 程序里的变量进行链接配置,而HMI 与PLC 之间的链接是通过RSLinx Enterprise 软件组态[2]实现的。在Factory Talk View Studio 里先建立一个HMI 到PLC 的地址链接,再分别将HMI 里的Tag 与PLC 里的Tag 一一对应起来, 建立通信,创建数据服务器。
人机界面画面框图如图3 所示,它由目录页面、追溯信息页面、手动控制页面、自动控制页面、换型页面、参数修改页面、密码权限页面、输入输出点控制页面、计数页面组成。 追溯信息页面监控零件的标签序列号、上一工位状态信息、追溯信息发送及接受状态等。 手动控制页面包括手动开启油脂阀门按钮、电机正转控制按钮、电机反转控制按钮。 换型页面监控几种不同型号之间的切换按钮。 参数修改页面监控型号名称、 零件标签起始位数字、零件标签长度等信息。 密码权限页面用来输入不同权限的密码,显示出参数修改页面。 输入输出点监控页面监控7 个输入输出模块所有I/O 口的状态。 计数页面监控总生产零件数量、不合格品数量、合格品数量信息。
3 结语
本文设计的控制系统充分发挥了Allen Bradley CompactLogix[3]小型PLC 集中式控制的优势,配合先进的Panel View Plus 700 人机界面,使自动化油脂喷涂机具有操作简单、自动报警、实时监控设备输入输出点I/O 状态等功能, 具有较好的实际应用性。目前该设备已应用到生产线中,实际运行表明,该控制系统可靠性高,电气连接简单,操作方便,易于维护,能满足控制要求。
[1]熊庆彦.混合生产模式下的总装配线研究[D].吉林:吉林大学汽车工程学院,2012.
[2]罗克韦尔自动化公司.选型指南.
[3]金鲁东.ControlNet 与EtherNet/IP 网络结构的应用研究[D].甘肃:兰州理工大学电气工程与信息工程学院,2013.
[4]罗克韦尔自动化公司.Panel View Plus 操作员界面用户手册.
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11
疯狂英语·新读写(2020年3期)2020-06-06
中国粮油学报(2019年4期)2019-07-12
制造技术与机床(2019年4期)2019-04-04
食品与机械(2018年11期)2019-01-03
中国粮油学报(2018年12期)2018-01-26
广东技术师范大学学报(2016年5期)2016-08-22
铁道通信信号(2016年1期)2016-06-01
广东石油化工学院学报(2016年6期)2016-05-17
焊接(2016年2期)2016-02-27