
精密钻井工具3D打印制造试验研究
2015-08-04 09:54曹继飞
石油矿场机械 2015年10期
曹继飞
实验研究
精密钻井工具3D打印制造试验研究
曹继飞
(中石化胜利石油工程有限公司钻井工艺研究院,山东东营257017)①
在精密钻井工具研发制造过程中,传统制造工艺存在工艺流程繁琐、材料损耗大、工艺成品率低、制作周期长等问题。3D打印技术能够精确、快速地实现复杂结构工具的加工与制造,研究分析了将其用于精密钻井工具加工制造的可行性,确定了精密钻井工具三维模型的建立方法。在此基础上制定了3D打印技术方案,完成了2件钻井工具部件的3D打印加工及性能测试,最后对3D打印精密钻井工具的发展趋势进行了分析。
3D打印;精密工具;制造技术;试验研究
与传统的材料去除加工方法相反,3D打印技术是一种基于三维数字模型的,采用逐层制造方式将材料结合起来的工艺。与传统制造工艺中通过原材料的剪裁、拼接工序不同,3D打印体现了其设备的小型化、智能化及个性化特征。
随着智能制造技术的进一步发展,新的信息技术、控制技术、材料技术等不断被广泛应用于制造领域,3D打印技术也被推向更高的层面,这无疑也给钻井工具的设计和开发提供了一种新的技术。利用3D打印技术对石油钻井工具进行精确、快速成型,能够实现设计人员的设计理念和水平,大幅缩短工具的设计和制造周期,满足不断变化的个性化设计要求,提高新产品的开发和推广应用水平,这也给精密石油钻井工具的设计和制造提供了一种新思路。
1 现有制造工艺缺陷
随着石油勘探开发难度的增大,对钻井工艺及其配套装备的要求也逐步提高。因此,结构精密复杂的智能化钻井工具也得到广泛引进应用及研发,但传统的制造工艺在精密钻井工具研发制造过程中,工具开发的调整修改频繁,传统工艺流程繁琐,制作周期长,结构精密复杂,传统加工工艺成品率低,材料损耗大、成本高,制造精度提升,周期长,影响工具开发周期及成品功能、寿命,使得工具的设计水平很难在制造中体现,无法满足不断变化的个性化工具设计要求[1-3]。
2 打印技术及成型材料性能
目前,3D打印技术已经发展到较为成熟的水平,能够在0.01 mm的单层厚度上实现600 dpi的分辨率,打印材料从主流的高分子材料到金属、陶瓷、石料均可。
3D打印技术根据打印所用材料及生成片层方式的不同,可以分为以下4种:
1)丝材挤出热熔成型,例如熔融沉积制造技术(FDM)。
2)粉末/丝状材料高能束烧结及熔化成型,例如选择性激光烧结(SLS)。
3)液体材料加工方法,例如光固化成型(SLA)。
4)三维打印黏结成型(3DP)。
这些技术的主要区别在于打印速度、成本、可选择材料和色彩能力等方面,其主要不同总结如表1。
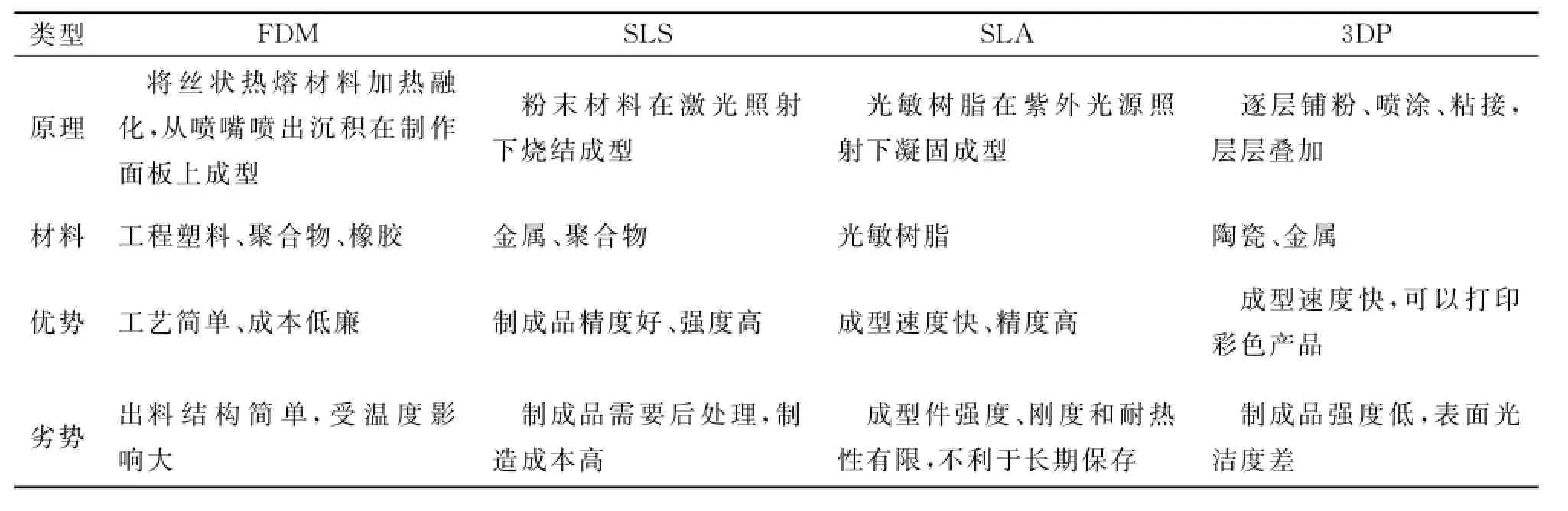
表1 3D打印技术类型
3D打印技术中最重要的部分是打印材料的性能。Heinl、Hernandez、K.N.Amato等对钛合金和不锈钢等金属材料的激光烧结成型件与锻件的力学性能进行了对比分析,如图1所示。由图1可以看出:3D打印成型件的拉伸强度提高了19%,屈服强度提高了12%,延伸率提高了49%,断面收缩率提高了105%,洛氏硬度39~40 HRC,都高于锻件的性能要求,这也说明将该技术应用于精密钻井工具的设计制造上是可行的[4-7]。
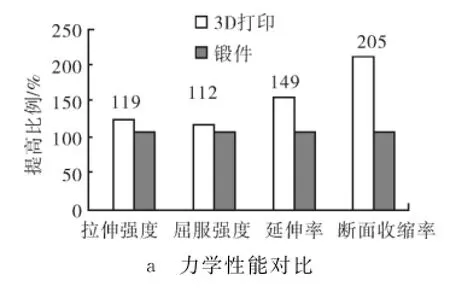
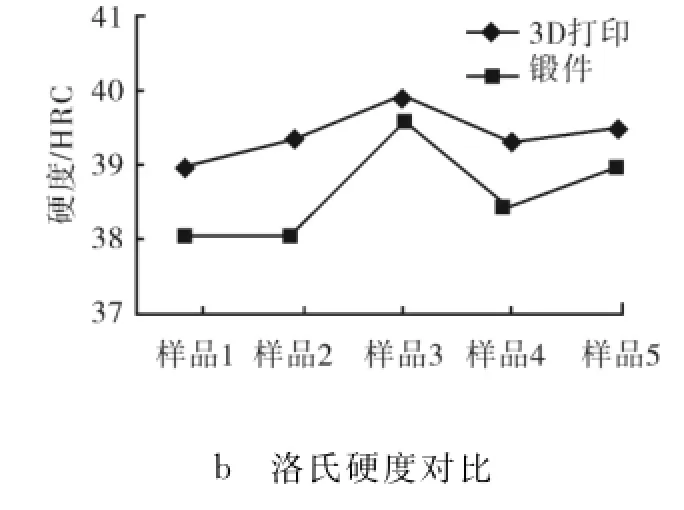
图1 激光烧结件与锻件性能对比
3 精密钻井工具三维模型建立
精密钻井工具三维模型的建立方法分为正向工程和逆向工程2种。正向工程主要是运用三维设计软件(SolidWorks、UG、Pro/E)进行工具的数字化建模,进行必要的有限元分析,最终形成完善的设计方案。逆向工程是针对现有的三维实物,利用数字化三维测量设备准确、快速地测量实物轮廓的几何数据,然后加以建构、编辑,实现数字化建模,从而进行加工制造[8-10]。流程如图2。
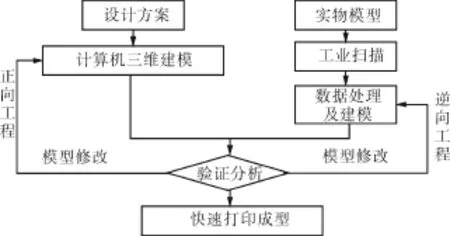
图2 3D打印三维建模流程
4 精密钻井工具3D打印方案
以某液压系统壳体和接线盖板为例,制定了精密钻井工具3D打印方案,如图3。首先根据所加工工具的成型精度和产品性能对打印材料和技术进行优选,利用三维建模软件建立待打印工具的数学模型,然后通过切片处理进行优化,完成工具的打印加工,最后根据产品的性能要求进行必要的后处理技术。
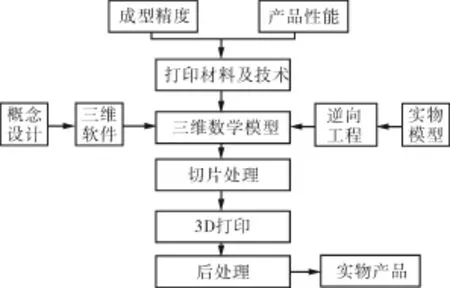
图3 精密钻井工具3D打印方案
4.1打印材料优选
根据液压系统壳体及接线盖板性能要求(如表2),对现有的打印材料进行优选,优选出了IN718金属粉末作为打印材料。该粉末具有高强度、硬度和较好的焊接和耐腐蚀性能,各指标满足所加工工具的性能要求,如表3。
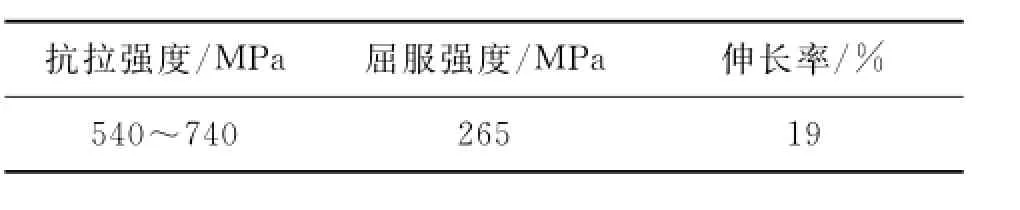
表2 工具性能要求
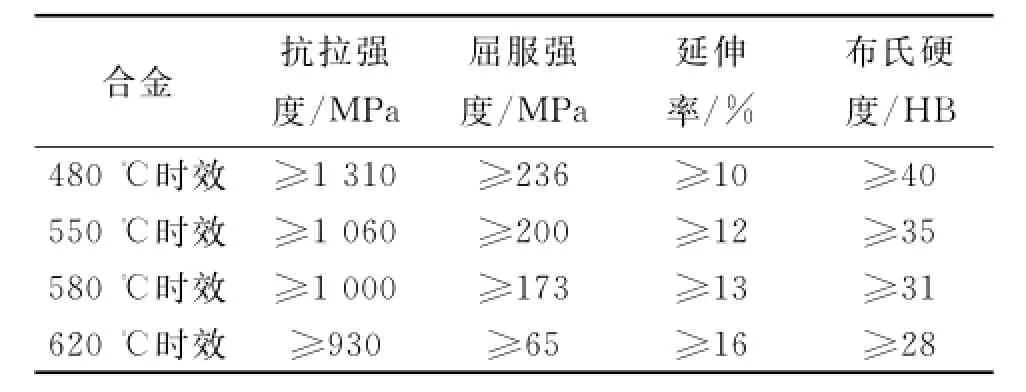
表3 IN718金属粉末性能
4.2打印方式优选
液压系统壳体及接线盖板均为金属制成品,结合其使用性能要求,选用SLS激光烧结打印技术。基于加工精度、价格等方面的考虑,打印机选用德国EOS公司M280系列。
4.3三维模型的建立及工具打印
通过三维建模软件完成了液压系统壳体及接线盖板三维模型的建立,如图4。将模型输入打印软件,对其进行切片优化处理,最终完成了2种工具的打印加工,如图5~6。
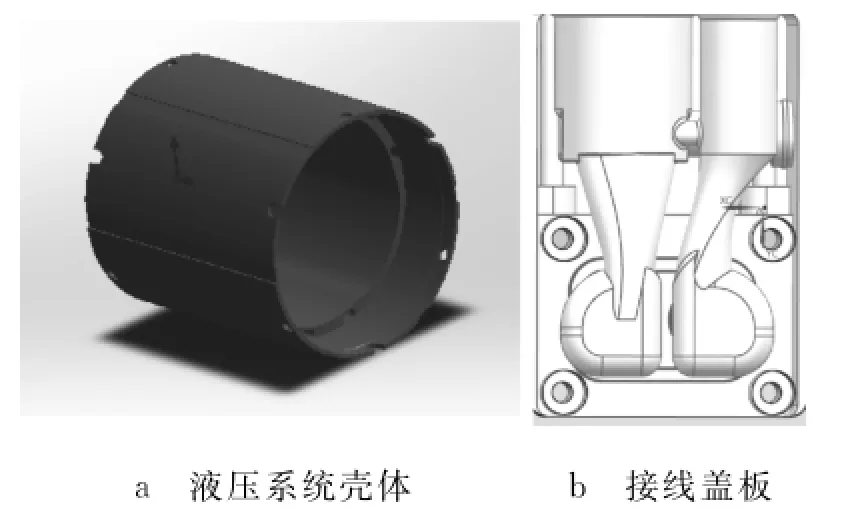
图4 三维模型
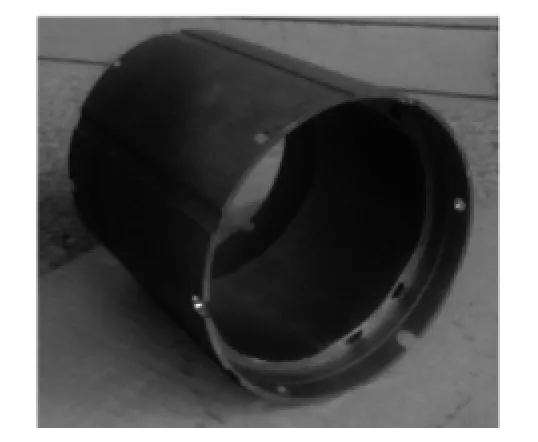
图5 液压系统壳体成品
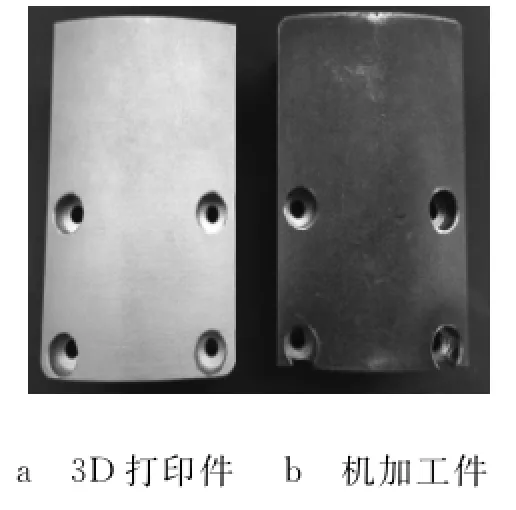
图6 接线盖板成品
5 打印工件后处理工艺及性能评价
5.1接线盖板
接线盖板打印件经后处理后对其加工尺寸、力学性能及表面粗糙度进行了测试,加工尺寸在设计精度要求之内,力学性能测试结果(如表4)显示,喷砂后正面粗糙度R a为2.4,侧面为2.9。打印工件无论是在表面粗糙度、边缘圆孔加工,还是内部不规则腔体的加工上都优于常规加工件,完全可以满足使用要求。
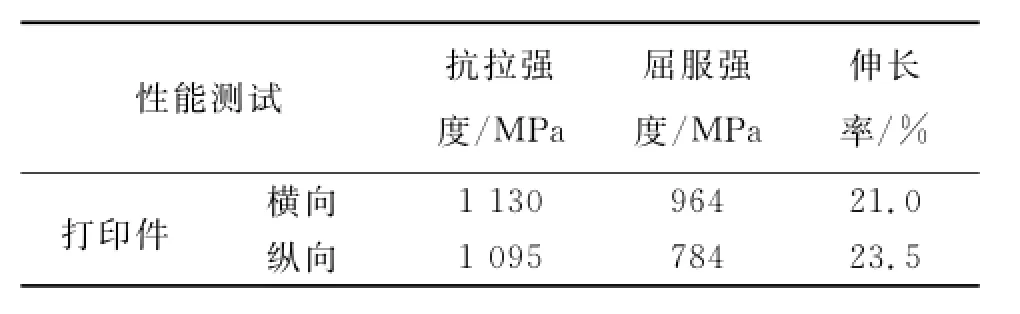
表4 接线端头性能测试
5.2液压系统壳体
液压系统壳体打印件经后处理后对其加工尺寸、力学性能及表面粗糙度进行了测试,加工尺寸在设计精度要求之内,力学性能测试结果如表5。由表5可以看出:打印件无论在强度还是韧性上都满足了工具的设计要求。室内测试试验表明打印件也能够满足工具的装配要求,但工具内外表面及油孔对光洁度的要求比较高,需要采取进一步后处理工艺以满足使用要求。
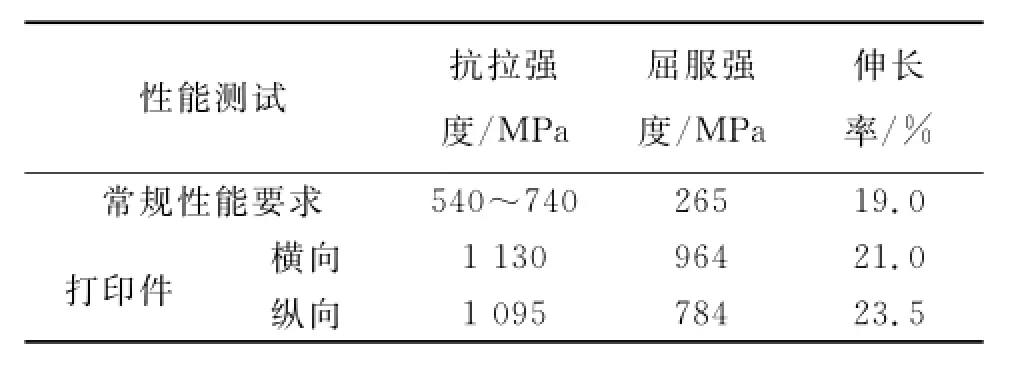
表5 液压系统壳体性能测试
6 结论
1)3D打印技术的加工工艺简单,加工周期短,不需要模具,能够实现个性化、复杂结构产品的生产,能够满足精密钻井工具个性化加工的需求。
2)3D打印不能实现高光洁度要求金属零件表面的加工,打印件必须经过进一步的表面后处理;对于复杂空间结构和复杂的管路腔体,3D打印可以获得成形但无法对其内部进行机械加工,须与传统生产方式配合,使用3D打印生产模具和工具,再采用传统生产方式进行后续的精加工工序。
3)3D打印过程中金属制成品存在制造成本高、成形件表面质量欠佳等缺点,可以与传统加工方法结合,发挥二者的优势,达到工具要求的精度和表面粗糙度,并且可以实现复杂结构工具的加工,这将是精密钻井工具3D打印技术下一步发展的方向。
[1]孙聚杰.3D打印材料及研究热点[J].数字化技术,2013,12(2):21-25.
[2]陈光霞,曾晓雁,王泽敏,等.选择性激光熔化快速成型工艺研究[J].机床与液压,2010,38(1):1-3.
[3]杨永强,刘洋,宋长辉.金属零件3D打印技术现状及研究进展[J].机电工程技术,2013,42(5):1-7.
[4]Amato K N.Microstructures and mechanical behavior of Inconel 718 fabricated by selective lasermelting [J].Acta Materialia,2012,60:2229-2239.
[5]Ramirez D A.Novel precipitate micro structural architecture developed in the fabrication of solid copper components by additive manufacturing using electron beammelting[J].ActaMaterialia,2011(59):4088-4099.
[6]胡孝昀,沈以赴,李子全,等.金属粉末激光快速成形的工艺及材料成形性[J].材料科学与工艺,2008,16 (3):378-383.
[7]陈静,张霜银,薛蕾.激光快速成形Ti-6Al-4V合金力学性能[J].稀有金属材料与工程,2007,36(3):475-479.
[8]刘继为.SolidWorks软件在3D打印中的应用[J].应用研发,2012(11):23-26.
[9]王宗彦.断层数据三维重构技术研究进程[J].工程图学学报,2002(3):25-33.
[10]Vanden broucke.Selective laser melting of biocompatible metals for rapid manufacturing of medical parts [J].Rapid Prototyping Journal,2007(13):196-203.
Experimental Study on Precision Drilling Tools Manufacture Based on 3D Printing Technology
CAO Jifei
(Drilling Technology Research Institute of Shengli Petroleum Engineering Co.,Sinopec,Dongying 257017,China)
Traditional manufacture process in precision drilling tools has complicated procedures,big waste of materials and low yield.3D printing technology can be used to accurately and rapidly manufacture the complex structure tools,and improve the development and manufacture level of new products.The paper demonstrated the technique feasibility of 3D printing technology using in the precision drilling tools manufacture and three-dimensional model of drilling tools.On these bases,the 3D printing technology scheme and completed the 3D printing manufacture and performance testing of two tools are established.In the last,the tendency of 3D printing technology was analyzed in this paper.
3D printing;precision tool;manufacture;research
TE928
A
10.3969/j.issn.1001-3482.2015.10.017
1001-3482(2015)10-0068-04
①2015-04-26
曹继飞(1986-),男,山东东营人,工程师,主要从事复杂结构井技术服务与研究,E-mail:caojifeidrilling@163. com。
猜你喜欢
中小企业管理与科技(2022年6期)2022-06-14
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
海洋石油(2021年3期)2021-11-05
湖南电力(2021年4期)2021-11-05
小哥白尼(趣味科学)(2019年5期)2019-08-27
科技创新与品牌(2017年3期)2017-04-27
山东工业技术(2016年15期)2016-12-01
西南石油大学学报(自然科学版)(2015年5期)2015-04-16
天然气与石油(2015年2期)2015-02-28
