平面定轮闸门偏心轴加工方法研究
2015-07-28 02:38:46孙建国卢俊生中国水利水电第十一工程局有限公司安装分局河南三门峡472000
水电站机电技术 2015年1期
孙建国,卢俊生(中国水利水电第十一工程局有限公司安装分局,河南 三门峡 472000)
平面定轮闸门偏心轴加工方法研究
孙建国,卢俊生
(中国水利水电第十一工程局有限公司安装分局,河南 三门峡 472000)
摘要:介绍一种采用偏心顶尖同中心孔装卡加工偏心轴的方法。通过偏心顶尖的设计制作,利用轴端一次性中心孔在车床上加工偏心轴的制作技术。
关键词:偏心顶尖;偏心轴;中心孔;偏心顶尖法
0 引言
偏心轴是指在同一根轴上存在着两个以上外圆外圆之间中心线平行,且偏离一个距离的不同轴段。中心线之间距离即为偏心距。如果偏心距为零,也就不再是偏心轴,而是普通同心轴。偏心轴可以实现两个基本功能:1)能够实现旋转与直线运动的转换。如发动机曲轴、偏心凸轮等机构;2)能够产生2倍偏心距的位置调整。如平面定轮闸门定轮轴。
在水利水电工程,水工金属结构产品——闸门单元——平面定轮闸门品种里,定轮轴普遍采用偏心形式。通过偏心轴安装角度的调整,可以消除安装孔位的制造误差及埋件门槽的安装误差,将所有定轮的工作踏面调整到同一高度,实现水封的预留压缩量进而达到理想的封水效果。
小型平板定轮闸门的定轮安装在门叶两边梁外侧,定轮轴为悬臂式安装,俗称为炮弹轴,只有一个偏心段;大、中型平面定轮闸门的定轮安装在边梁两腹板之间,定轮轴为两轴头安装,两端轴段同心、中间节是偏心轴段,存在3个以上不同轴段。这两种类型偏心轴都可以采用本文论述的方法加工。
1 现有技术状况
偏心轴加工制作属于机械制作技术、切削加工工艺领域;是机械加工工艺及设备专业学科内容。
偏心轴是在车床上加工制作。普通车床加工偏心轴主要有:双顶尖法、三爪自定心卡盘加垫片法、偏心轴套法、偏心轴套加胀紧套法。这4种方法,加工长轴类偏心轴之前,都需要在轴的端面预加工出中心孔与偏心中心孔。根据采用方法的不同,至少需要在一个轴端加工出两个中心孔,用于车床尾座的顶尖装卡。然后,才能进行偏心轴段外圆的加工。
60°中心孔国标GB/T145-2001,75°中心孔部标JB/ZQ4236-2006适合中小轴选用。依据轴端直径和毛坯重量选择,常用A4/12、A6/18、A8/24中心孔。定轮轴按惯例设计偏心距5mm,最小的A型中心孔也难于满足一个断面上加工2个中心孔的要求。多数厂家采用:加长工艺轴头或者焊接工艺块后再加工另一个偏心中心孔,这就造成材料和工艺流程周转的浪费。增加偏心轴的制作成本。
2 车床工作原理和偏心顶尖法
车床加工轴类零件时,工件围绕主轴与尾座顶尖形成的中心线旋转;车刀沿平行于工件旋转轴线方向运动,车削出零件的回转表面也就是加工轴的外圆。
依据此原理:以中心孔为回转中心先加工出不偏心外圆,第二次采用偏心距等值的偏心顶尖原中心孔装夹,通过卡具人为地改变工件的回转位置,车床形成了一个新的回转中心,即偏心轴段的中心,就可完成偏心轴段的车削加工。此种加工偏心轴的方法简称偏心顶尖法,如图1所示。
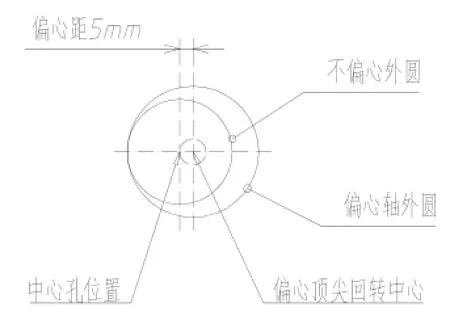
图1偏心顶尖法原理
3 偏心顶尖法加工偏心轴步骤
3.1偏心顶尖制作
准备两套合适型号的死顶尖和普通型回转顶尖(或插入型回转顶尖)。一套留作备用;一套根据偏心轴的偏心距离,加工改造成偏心死顶尖和偏心回转顶尖(如图2所示)。加工精度要求高于偏心轴1~2个等级。如果选用插入型回转顶尖,自制一个偏心顶尖头替换即可使用。参阅:JBT3580-2011回转顶尖标准。因为离心力的存在,较大重量的偏心轴使用时,需要重新计算轴承载荷。
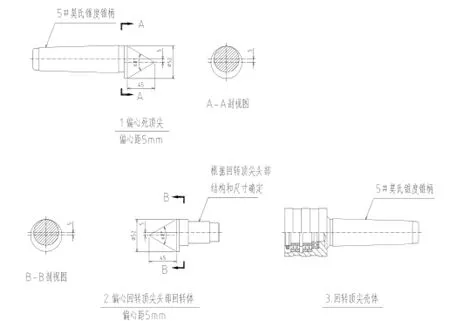
图2偏心顶尖加工图
3.2加工准备
(1)钳工划线工序:划中心孔线。
中心孔的选择依据60°中心孔国标GB/T145-2001;75°中心孔JB/ZQ4236-2006标准。棒料下料或锻造毛坯后,轴端锪平。在轴的两端面和需要划线的圆柱面涂蓝油,待蓝油干后,把棒料(锻件不偏心段)放在划线平台V形架上,用游标高度尺等工具,均衡加工余量、预留出偏心段余量。划出两端面及圆柱面腰线;工件再旋转90°划圈线,两端面十字中心线打出样冲点。此时划出的是不偏心段中心线。
(2)镗铣床打偏心中心孔工序:钻中心孔
以十字线找正工件、以端面十字线找正中心点位置钻出中心孔;工作台水平旋转180°加工出另一端面中心孔。
3.3第一次装卡,车工工序:车削不偏心轴段
死顶尖安装在车床主轴孔内;活顶尖(回转顶尖)安装在尾座孔内,吊装偏心轴、尾座顶紧、四爪卡盘辅助卡紧固定,车削不偏心轴段。祥见图3所示。
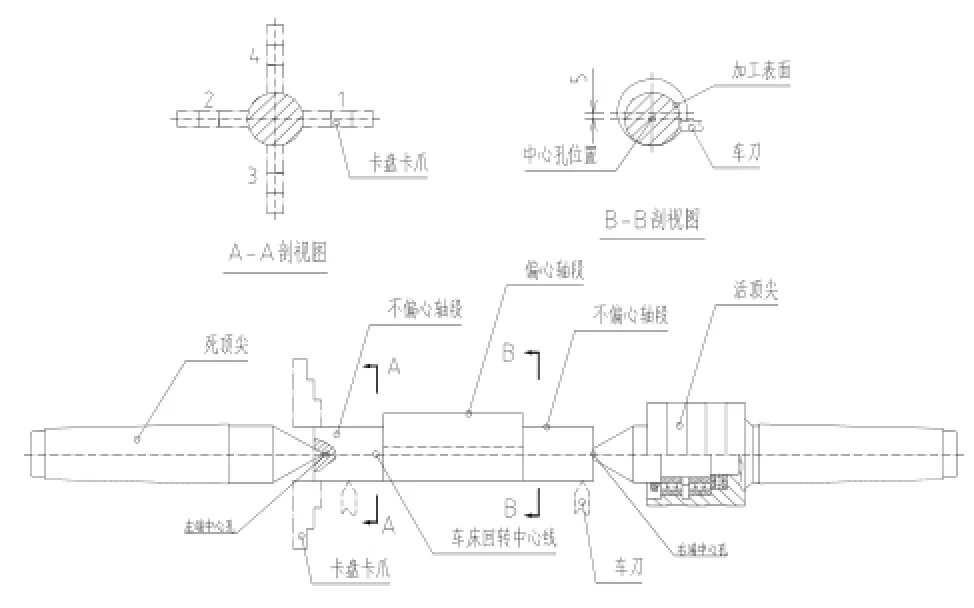
图3第一次装夹
3.4第二次装卡,车工工序:车削偏心轴段
更换偏心死顶尖和偏心活顶尖,主轴内孔安装时偏心方向与卡盘十字中心线对正,采用第一次同样的方法装夹,注意:卡爪依照(图4:A-A剖视图)1~4次序辅助卡紧,不要顶动工件和偏心位置造成误差。搬动车床卡盘,百分表找出已加工偏心轴段的最高位置,四爪卡盘卡紧,卡盘搬动180°校验:应该是偏心轴段最低位置。检查无误后,进行偏心轴段的车削加工。祥见图4所示。
因为顶尖孔位于不偏心轴端中心线上;偏心轴和偏心顶尖采用了同样的偏心距,所以:第二次装卡以后,不偏心轴段是围绕5mm半径的中心旋转--也就是车床主轴和尾座的回转中心线;偏心轴段恰好重合在主轴回转中心上,因此加工出偏心轴段。第一、二装卡并没有严格的次序限制,取决于偏心轴的形状和中心孔的位置,一般的做法是从大直径尺寸向小尺寸加工。
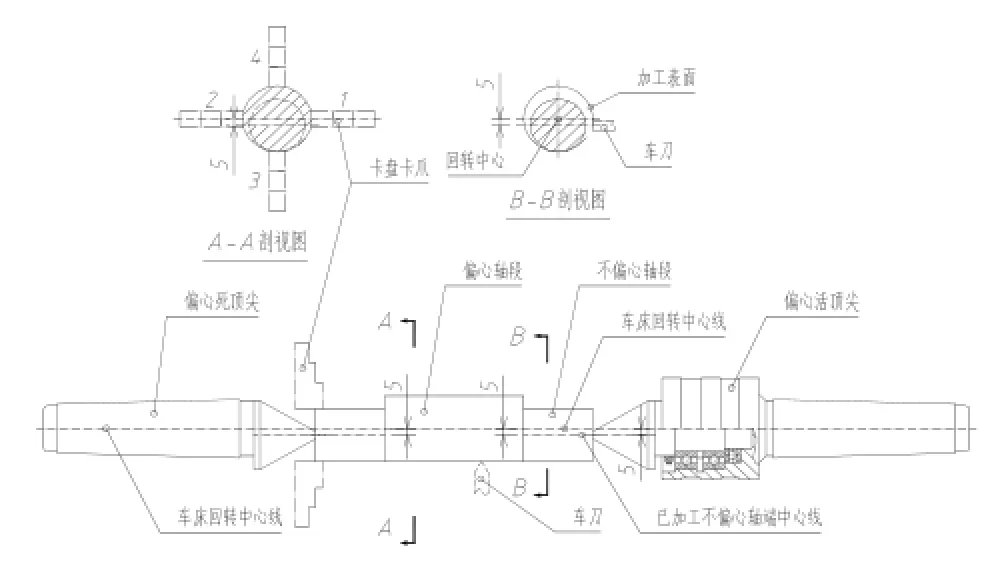
图4第二次装夹
4 结束语
现有技术的双顶尖法加工偏心轴,在偏心距小于中心孔直径的情况下,无法在轴端面上一次加工完成两个中心孔,需要增加轴端长度或者点焊工艺块二次加工中心孔。
偏心顶尖法针对这一缺点而设计,只需在轴端加工出一个中心孔,通过更换偏心顶尖,即可在车床上完成偏心轴的所有车削工序。是加工偏心轴的一种新方法,已申请发明专利。需要说明的是,偏心顶尖的制作精度要求高于偏心轴1~2个精度等级,依照定位卡具标准控制,才能最终保证偏心轴的制作公差。
与传统双顶尖法比较:操作简单、工艺简洁、不需要二次加工偏心顶尖孔、也无需轴料预留工艺卡头,在保证加工精度的前提下,使加工偏心轴的工艺得到简化、减低了制作成本,特别适合在中小型企业小批量生产。据本单位统计:平面定轮闸门定轮轴采用本项技术后,偏心轴单件加工减少了4道工序,节约5个工时;简化了制作流程,降低人工费12%。
中图分类号:TG506
文献标识码:B
文章编号:1672-5387(2015)01-0069-03
DOI:10.13599/j.cnki.11-5130.2015.01.024
收稿日期:2014-09-12
作者简介:孙建国(1969-),男,从事水电站机电安装技术工作。