
泰钢2#高炉炉缸侧壁温度升高的研究与处理
2015-07-27 08:27:26王会山田成峰孙哲峰山东泰山钢铁集团有限公司山东莱芜271100
山东工业技术 2015年15期
王会山,田成峰,孙哲峰(山东泰山钢铁集团有限公司,山东 莱芜 271100)
泰钢2#高炉炉缸侧壁温度升高的研究与处理
王会山,田成峰,孙哲峰
(山东泰山钢铁集团有限公司,山东莱芜271100)
摘要:本文重点针对炉缸侧壁温度升高的原因进行分析,通过采取钛球护炉提炉温,控制冶炼强度,提高冷却强度,加长、缩小风口,强化炉前管理、排碱、灌浆等措施,炉缸侧壁温度逐步下降并稳定,保障了高炉安全生产。
关键词:炉缸侧壁;温度;升高;研究;处理
1 前言
2#(1780)高炉于2012年3月20日投产。2013年5月,北铁口偏西北方向、南铁口偏西南方向,标高9.698m炉缸第3层碳砖1237、1245测温点,标高10.099m炉缸第4层碳砖1253、1261测温点温度开始缓慢升高,至2013年12月份第三层碳砖1237测温点温度最高升至491℃,而且有整体上升的趋势。影响高炉的安全生产。为了消除隐患,与国内同行专家、耐材厂家、建设单位进行沟通交流,对炉缸侧壁温度异常升高的原因进行了分析,并拿出了护炉方案。从2013年12月27日开始护炉至今,炉缸侧壁温度逐步下降并稳定在350℃以下,确保了高炉的安全生产。
2 炉底、炉缸设计结构
2#高炉炉底结构自下而上为第1层石墨碳砖,第2层半石墨碳砖,第3层微孔碳砖,第4层微孔碳砖,第5层超微孔碳砖。炉缸全为超微孔碳砖。
炉底、炉缸采用光面普通灰铸铁冷却壁,风口区采用光面普通灰铸铁冷却壁,炉腹至炉身下部采用铜冷却壁。高炉采用联合软水密闭循环系统,软水总循环水量4145m3/h,进水温度控制在39±2℃,水温差控制在6℃以内。
3 高炉炉缸侧壁温度变化情况
2013年5月份北铁口偏西北方向、南铁口偏西南方向标高9.698m炉缸三层1237、1238、1253、1254测温点,标高10.099m炉缸四层1253、1254、1261、1262测温点(见图1)炉缸温度开始升高,其他测温点也均有不同程度上升。2013年12月底炉缸三层内环1237测温点最高温度达491℃,1237点炉缸温度变化趋势见图2。
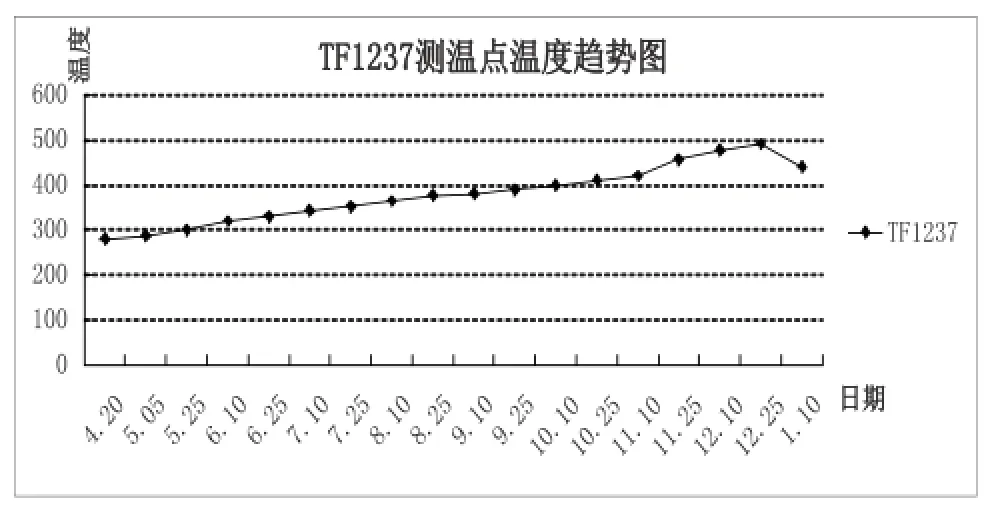
图2 炉缸侧壁温度趋势
4 炉缸侧壁温度升高的原因
经过反复讨论、研究,分析初步断定造成炉缸侧壁温度升高的原因有以下几方面:
(1)冷却壁热面、冷面处有空隙,煤气窜动造成热电偶监测温度升高;
(2)炭捣料密度较低、炭捣料与炭砖有空隙;
(3)炭砖发生环裂影响传热,造成炉缸温度升高;
(4)该区域位于铁口中心线以下1.0-1.3m位置,由于炉缸环流的影响造成炉缸侧壁陶瓷杯受到侵蚀,进一步侵蚀炉缸碳砖,使1150℃铁水等温线在炉缸此部位外移,造成热电偶监测温度升高。
5 控制炉缸侧壁温度升高的措施
5.1采用含钛球团护炉
针对炉缸侧壁温度升高情况,从2013年12月份长期配加含钛球团进行护炉,配加含钛球团300-800kg/批,钛负荷控制在6-10kg/ t,生铁含硅Si:0.45-0.55%,铁水中[Ti]0.080%-0.20%。
在护炉过程中,根据炉缸侧壁温度变化趋势及炉缸工作状态,调整钛球用量。
5.2抓好日常铁口维护
维护好铁口是防止侧壁温度波动和保证炉缸长寿的最基本要求。
(1)提高炮泥质量,使其耐渣铁冲刷和易于与砖衬结合成牢固的保护层;
(2)加强铁口日常管理,打泥量控制在(2.7-3.0)格,铁口深度稳定在3000-3200mm,严禁浅铁口出现。
(3)提高出铁正点率,控制铁口单次出铁量和出铁时间,平衡南、北铁口的出铁量。
(4)使用含钛炮泥。
5.3提高炉缸侧壁传热和冷却
(1)强化炉缸冷却,将软水进水温度由36-39℃降至32-33℃。
(2)高炉总冷却水量无法提高,采取单区水量调整,西北方温度较高,该区冷却水量由810m³/h提至850m³/h左右。
(3)每周六对软水系统排气、排污,保证其冷却效果良好。
5.4调整送风制度,发展中心气流.降低环流侵蚀
(1)适当缩小风口直径和加长风口长度,将炉缸侧壁温度较高部位上方的西北、西南方向7#、8#、9#、10#、15#、16#、17#、18#、19#、20#风口由原来∮120×480mm斜5°风口逐步调整为∮115×530mm或∮110×530mm的加长缩径斜5°风口,风口面积由0.2632㎡逐步缩小到0.2603m2。
(2)料制调整原则以适当发展中心气流为主,兼顾抑制边缘气流,确保炉缸中心活跃。
5.5对炉缸进行灌浆
2014年元月14日计划检修分别灌入约1.8t。四段冷却壁利用旧孔冷面灌浆约1.4t;2014年5月27日计划检修对4段冷却壁冷面进行灌浆,灌入约2.5t;2014年8月21日计划检修对西北方向炉缸四层旧孔灌浆约0.15t。经过几次灌浆处理,西北及西南方向炉缸侧壁碳砖温度不同程度下降。
5.6适当控制冶炼强度
(1)在护炉初期冶炼强度做了适度调整,冶炼强度由1.2降至1.0,富氧率2.8%降至1.5%。风量由3300m3/min降至3100-3150m3/ m in;
(2)护炉中后期,根据炉缸侧壁温度变化趋向不断调整钛负荷及操作制度,逐步摸索出了护炉操作状况下适宜的冶炼强度(≤1.1-1.2);
(3)操作制度以适当发展中心气流为主,中心气流的畅通,保障了有害元素的外排,降低了有害元素“富集”对炉缸碳砖的侵蚀。
6 排碱工作
每月都对高炉的碱平衡进行计算分析,发现超标立即采取排碱工作,炉渣二元碱度由1.15-1.20降至1.08-1.12.三元碱度由1.38-1.40提至1.43-1.47。炉温控制在0.3-0.38%,生铁含硫控制在0.035-0.050%,锌负荷控制在0.2kg/t,减负荷控制在3.8-4.0kg/t,保证了排碱效果。
7 处理效果
经过多种措施长期使用,炉缸侧壁温度逐月降低,达到了350℃以下,异常温度升高得到了有效治理,消除了影响高炉长寿、安全重大隐患。治理前后温度变化趋势见图3。
8 结论
针对炉缸侧壁温度升高采取的护炉措施是有效的。但在护炉过程中保障炉况顺行和炉缸中心活跃是基础,一定要摸索出炉缸侧壁温度变化与冶炼强度的关系,控制适宜的冶炼强度是关键。同时护炉是实现高炉长寿的一项必要措施,必须间断性给予使用,保证炉缸侧壁温度稳定,确保高炉安全、长寿生产。
猜你喜欢
体育科技文献通报(2022年3期)2022-05-23 13:46:54
疯狂英语·新读写(2021年8期)2021-11-05 08:44:26
辽金历史与考古(2021年0期)2021-07-29 01:06:54
科技传播(2019年22期)2020-01-14 03:06:54
民用飞机设计与研究(2019年4期)2019-05-21 07:21:24
小学生优秀作文(高年级)(2018年4期)2018-09-11 01:23:24
戏剧之家(2016年19期)2016-10-31 18:38:40
戏剧之家(2016年19期)2016-10-31 18:04:18
中国科技博览(2016年19期)2016-10-19 12:24:58
科学与财富(2016年28期)2016-10-14 01:31:36
