调心滚子轴承碗形保持架径向窜动量检测装置
2015-07-26 00:54郭笑男李君华
轴承 2015年1期
郭笑男,李君华
(1.瓦房店冶金轴承集团有限公司,辽宁 瓦房店 116300;2.瓦房店轴承集团公司,辽宁 瓦房店 116300)
CC型调心滚子轴承结构如图1所示,其采用钢板冲压碗形保持架(2个),内圈无挡边。由于内圈无中挡边,可以通过加大、加长滚子以增加轴承额定载荷,内圈加工相对简单,便于大批量生产且成本低。缺点是保持架的尺寸精度难以保证,国内基本上不控制保持架窜动量,旋转灵活性检验也以试套为准,很难保证轴承的良好调心性,轴承的运行噪声也比CA,MB型保持架大。
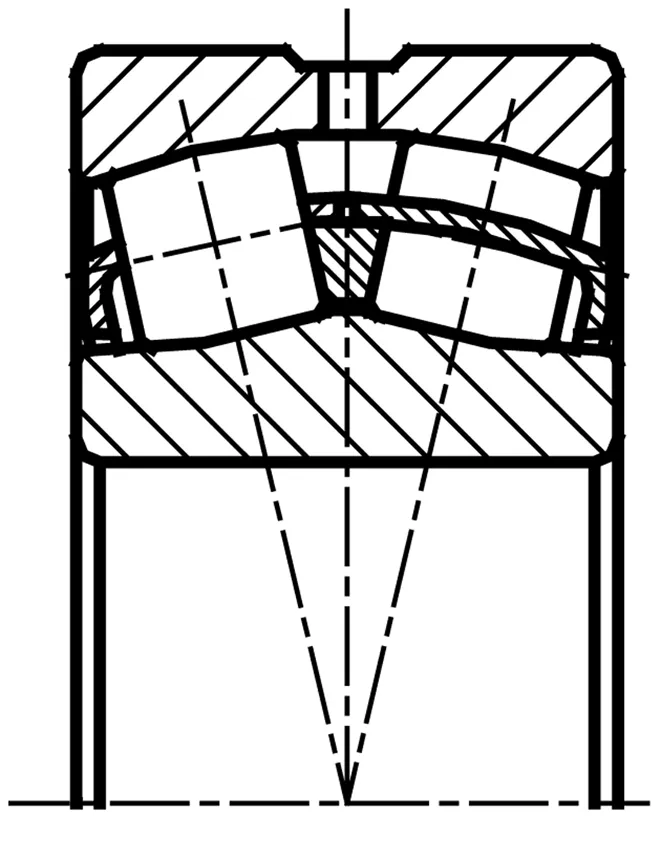
图1 CC型调心滚子轴承结构图
近年来,轴承行业越来越重视产品质量,特别是出口轴承时用户要求控制CC型轴承的保持架窜动量。为此加工了一批22324CC/W33轴承,并针对客户对保持架窜动量的要求设计如图2所示的检测装置。
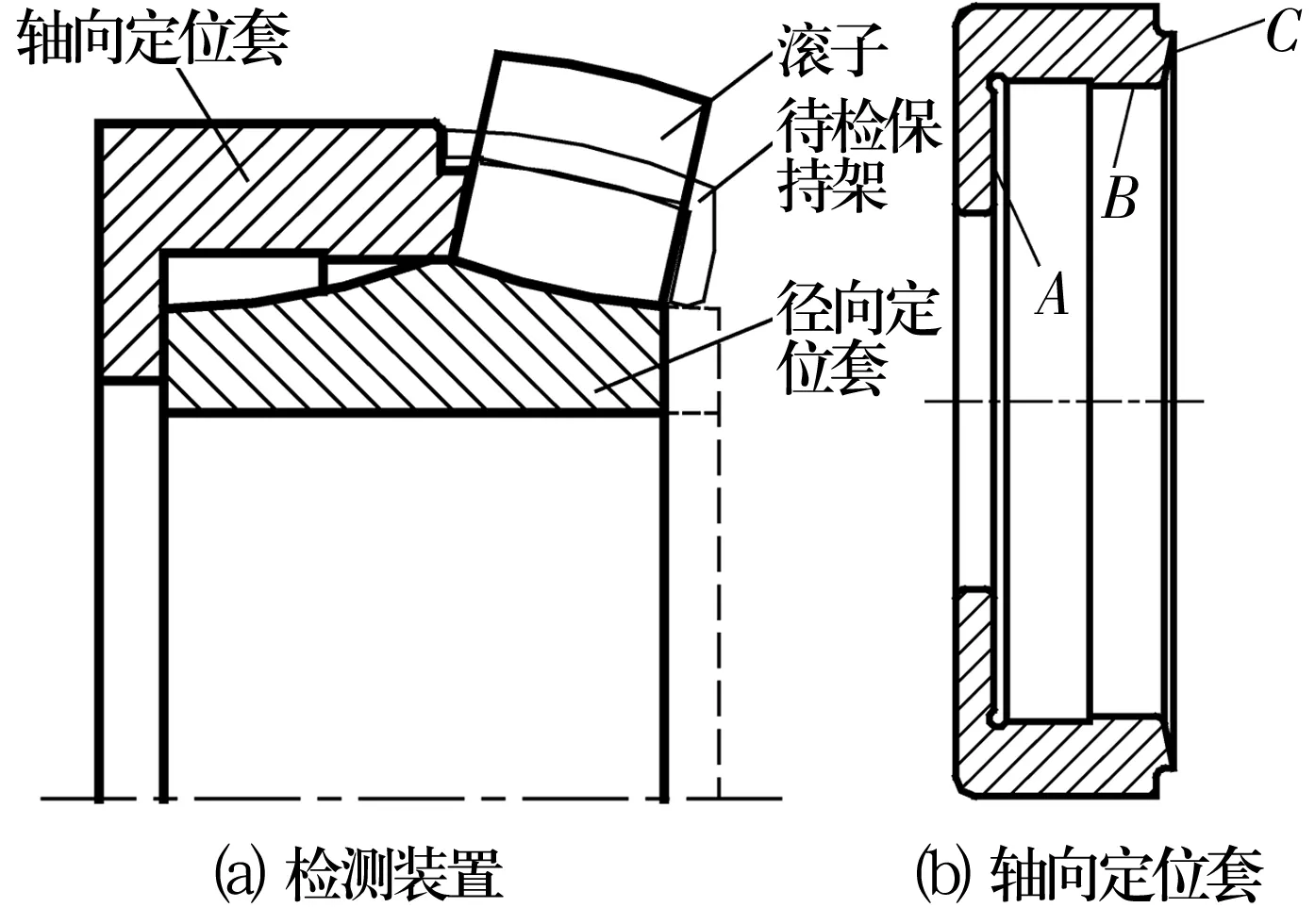
图2 保持架窜动量检测装置
轴向定位套的A,B面分别与径向定位套的端面和外径面相配合;C面的角度和尺寸与轴承的活动中挡圈一致;径向定位套由内圈成品磨掉图2a中虚线高出部分制作而成,以免检验时影响保持架的上、下窜动量。
保持架窜动量检测过程为:
(1)将轴向、径向定位套按要求组合,并将滚子及待检保持架摆好,如图3所示。
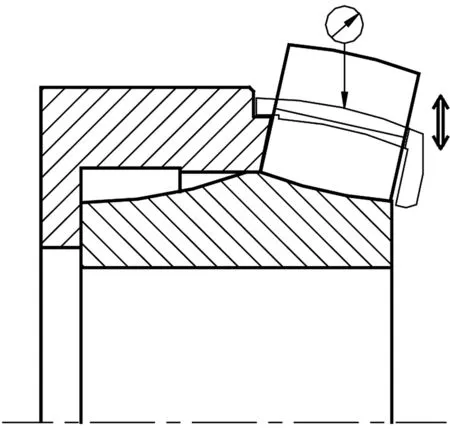
图3 窜动量检测原理图
(2)将百分表支于保持架外径面,上下推动保持架,百分表的读数差即为保持架径向窜动量值;如果数值不满足要求,重修保持架的兜孔压坡及角度,确保保持架窜动量满足要求。
设计的保持架窜动量检测装置能有效控制保持架的径向窜动量,从而保证轴承的回转精度、降低轴承的运行噪声,而且简单实用,完全可用于CC型调心滚子轴承生产中。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年4期)2020-03-17
中华戏曲(2020年2期)2020-02-12
中华戏曲(2020年2期)2020-02-12