
污水生化处理中影响化学需氧量(COD)指标的几个常被忽视的技术问题
2015-07-18 06:02鲁瑞良
绿色科技 2015年8期
鲁瑞良
(浙江恒越绢纺有限公司,浙江 海盐314308)
1 原有污水处理流程
浙江省是最大的绢纺生产基地,本文有关数据涉及的企业是中国丝绸协会和浙江省丝绸协会理事单位,年生产绢丝能力1 000t。当时精炼车间的生产污水是直排河港(杭平申线)。1998年公司投资500万元建造了一座日处理能力为2 000t的污水处理站。按照当时的技术和设备设施情况,污水处理的工艺流程见图1。
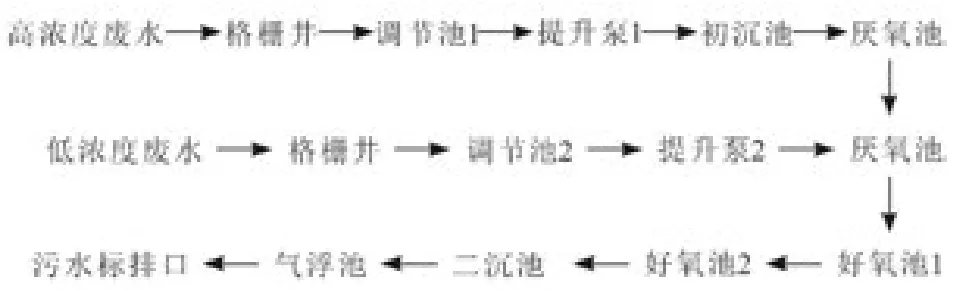
图1 污水处理工艺流程
高浓度废水的特点是呈现强碱性,从高温炼桶中直接放出来,废水的温度较高,有机污染物浓度也很高,收集后进入初沉池预处理。主要是调节pH值,同时起到降温的功能。预处理后的废水进入厌氧池进行生化处理。
低浓度废水是经过生产精干品的水洗池、漂洗池里出来,水温和有机污染物已经被稀释,但是水量较大。可以直接进入兼氧池处理。
混合废水经过兼氧池生化处理后进入好氧池经好氧池生化处理后经二沉池泥水分离,污泥回流上清池再排入气浮池进行物化处理。气浮池的出水经过污水排放口计量后排放到河港里,进入大自然。
污水处理站1999年7月建成投入运行。所有技术数据均符合设计要求和环保要求。特别是主要指标COD(化学需氧量)一般在80~100mg/L,达到当时的直接排放要求。
2 技术改造后的污水处理流程
随着环境保护形势的不断恶化,尤其是太湖蓝藻的爆发,太湖流域水质的富营养化日趋严重,氨氮(NH3-N)指标纳入法定监测。本地区污水入网集中处理工程提速。2010年所在区域污水管网形成,经处理后的污水将100%进入污水管网系统。
企业是在污水入网前根据新的要求和标准对污水处理站的设施进行全面的技术改造。注重和加强了脱氮功能以及节水节能功能。技术改造后的污水处理工艺流程见图2。

图2 技术改造后污水处理工艺流程
兼氧池前面的工艺流程仍采用原来的处理工艺,但对陈旧设备进行了维护保养和更新、清理陈年淤泥等。兼氧池之后的工艺流程全部按照新的要求和标准进行技术改造。
改造后的兼氧池出水自流进入SBR池1、SBR池2(该二池由原来的好氧池改建而成),SBR池1采用连续进水、间歇出水的方式处理。SBR池2采用间歇进水、间歇放水的方式处理。采用二级SBR工艺处理时调整曝气运行时间,二池同时曝气同时停机。SBR池2出水自流进入中间池,该中间池有效容积500m3,按照即时水量可容纳12~24h的污水量,采用污水泵将污水定量送入混凝沉淀池进行物化处理。原有气浮池反应区改成消毒池,分离区改成清水池。溢流液达标排放。清水过滤后可以回水利用,达到节能节水的效果。
污水处理站建成运行15年来,经过了三个实践和发展阶段。
第一阶段:1999~2007年,安全、稳定、达标阶段。主要是因为新设施、新设备、新岗位,人努力。
第二阶段:2007~2010年指标时高时低的不稳定阶段。客观原因是设施陈旧了,主观原因是管理厌倦了责任性不强了,同时也有在运行实践中出现的新情况、新问题,如陈年淤泥堆积、发酵、有害气体以及产品品种的更换、生产工艺配方更新等等。
第三阶段:2011年至今,也就是污水处理设施技术改造后污水入网到现在这个时间段,虽然运行安全稳定,但是运行成本几何级升高。主要是添加了新设备、加大了投药量,全天候运行还有污水入网费、排污费等等。
3 成功经验
15年来,在污水处理的实践过程中碰到了不少实际问题和困难,也结累了一些成功的经验和体会。特别是解决了几个影响化学需氧量(COD)和氨氮(NH3-N)指标的具体问题。
(1)高温的精炼生产原水使活性污泥原生动物(如钟虫)致死,造成化学需氧量(COD)指标上窜。原生动物体(俗称菌种)的适宜生长温度范围一般在10~40℃,最佳温度30℃左右。如果高温原水进入集水池稀释后的温度高于40℃(特别是夏天),将烫死处理工艺流程过程中的原生动物体,形成化学需氧量(COD)指标线上窜的现象。这个问题发现在2009年6月,海盐县环保局组织业务培训,邀请了杭州一达环保技术咨询服务有限公司的杨工上课,带着这样一个问题:企业的污水处理指标往往是在处理提升后化学需氧量(COD)指标往上窜,1~2h后稳住在高位,热天特别明显。那天杨工来到现场,分别测试了集水池、兼氧池、厌氧池的温度,分别达到了62℃、58℃、55℃。事后我们分别采取了迂回、延长原水管道,适当稀释原水温度(夏天控制在50℃)等措施,很好地解决了这一难题。
(2)pH值高低同样影响原生动物的生长,导致化学需氧量(COD)指标上升波动。微生物的生命活动、物质代谢与pH值密切相关,大多数菌种、原生动物的生长最适宜pH值是6.50~7.50,适应范围是pH值4~10。有时因为在精炼生产过程中,有些新产品更改了精炼配方工艺,如添加了过量的酸性或者碱性材料,这些原水的pH值远高于或者低于平时进入集水池的原水而流进正常污水处理流程,导致pH值超过了菌种适宜的pH值范围,致使原生动物体死亡,化学需氧量(COD)指标上窜。解决这个问题首先要做到生产环节和污水处理之间信息沟通,通报有关数据,合理应对。其次要根据信息正确分析来水的pH值,适时增加或者减少用药量,做到因水施药,合理中和。再是相应延长曝气系统预备时间,曝气系统作为活性污水的主体,菌胶团细菌在6.5~8.0的pH值条件下可产生较多的粘性物质,形成良好的絮状物。
(3)陈年积累的淤泥领跑氨氮(NH3-N)指标上升。正常情况下集水池里营养媒介(如水、碳源、氮源、无机盐等)、菌种量、酸碱度、氧份都处于适中发酵状态,但是当很多年时间下来集水池里集聚了很厚(超过10 cm)的淤泥不及时清理,这些淤泥中大部分是植物纤维或者蛋白纤维和淀粉类等富有营养的物质。过度的富营养化物质在适宜的条件下不断腐化、发酵,产生了大量的有害气体,如甲烷(CH4)、硫化氢(H2S)、氨气(NH3)OH等等有害气体,大大地助长了原水的富有营养指标,对脱氮处理设施带来严重的负担,致使氨氮(NH3-N)的排放指标严重超标。2013年7月因此受到了一次罚款,教训很深。后来经过多次探索、化验、试验得出了一个比较合理的数据:就是集水池里的营养媒介(即污泥悬浮物)保持在3~8cm,不能超过10cm。也就是1~2年要定期清理淤泥,才能确保氨氮(NH3-N)指标的达标稳定。
(4)除虫剂(菊酯类)。这是一个突发性问题。2013年夏天有员工嫌周围蚊虫多,使用除虫剂(菊酯类药物)在污水处理站附近进行喷洒(后来了解到浓度很高)。刚好碰上喷洒后下阵雨,使残留药物流进了污水集水池并进入污水处理流程中,引起了大规模的菌种死亡,COD指标连续几天“高烧不退”。后来查明了原因。之后一方面自己用粪水培养菌种,另一方面紧急向市场购买菌种,才得以缓解。
4 结语
总之,15年来的污水处理实践证明,污水处理的工艺流程是制式的、呆板的,但是人不能太机械,要机动灵活。在运行、观察、巡视、沟通中发现新情况、新问题,采用新手段、新方法,有分别地对待原水的物理、化学性质,就能在污水处理工作中做到游刃有余。
[1]吴舜泽,王宝贞.水中有机物和水处理工艺相关性分析[J].哈尔滨建筑大学学报,1999(6).
[2]董春娟,吕炳南.污水生物处理中的溶解性微生物产物(SMP)[J].中国给水排水,2004(1).
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
能源工程(2022年2期)2022-05-23
科技信息·学术版(2022年8期)2022-02-25
昆钢科技(2021年2期)2021-07-22
昆钢科技(2021年1期)2021-04-13
绿色科技(2020年16期)2020-10-13
锦绣·中旬刊(2020年9期)2020-01-27
小猕猴智力画刊(2019年9期)2019-11-08
中国科技纵横(2017年19期)2017-11-13
