
Q550钢板焊接工艺分析
2015-07-16 11:18:10霍雷
山东工业技术 2015年18期
霍 雷
(郑州四维矿业机械有限责任公司,郑州 450000)
1 对钢材的力学性能和化学成分进行分析
通过收集整理资料我们得到了试验室选用的Q550D钢的化学成分和力学性质,而后作成表格如表1和表2:
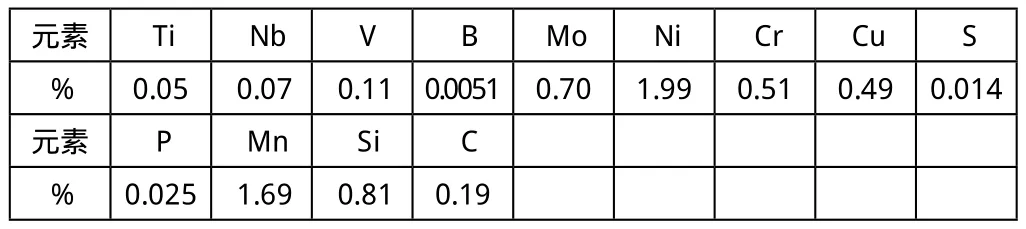
表1 Q550D钢的化学成分表

表2 Q550D钢的力学性能表
从上面表格中我就可以看出Q550系列刚的化学成分中有很多微量元素,且占得比例还是相当可观的。
2 实验时采用的焊接材料
按照国家标准规定《气体保护电弧焊用碳钢、低合金钢焊丝》中ER69-1,直径1.2.的实心焊丝,可以保证焊接时焊缝的高强度和良好的机械性能。通过查阅资料得出了所用焊丝的化学成分和拉伸试验要求。如表3、表4:
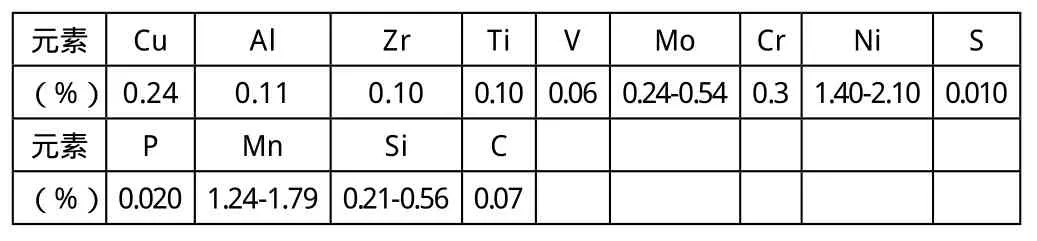
表3 焊丝的化学成分

表4 焊丝的拉伸试验要求
通过以上表格,我们就可以清晰的看到焊丝中的化学成分及其拉伸要求,这样就能根据要求制定出相应的焊接方法。
3 焊接的方式方法
(1)对坡口形式的焊接。根据以前的实验研究,钢板的焊接口会有很多种形式,但是具体情况具体分析,我们根据所采用的保护气体的特点来选择相应的焊接口形式。通过讨论研究,大家一致认为这种情况采用单边的V型破口进行焊接是最合适的,与此同时就需要制定相应的焊接措施;(2)坡形焊接口的工艺参数。按照国家标准,再通过查阅相关资料得到了所需的工艺参数:对焊接速度的要求是22-26cm/min,对焊接电压的要求是30-32V,对填充盖面的要求是240-260A的电流,进行打底焊接的电流是230A-250A,二氧化碳的流量是15-20L/min。通过以前对焊接的学习可知道,手工焊接形式有平焊、点焊、斜焊等,这几种情况都可以使用于坡口形式的焊接中。在焊接时先进行加热,对焊接口加热到一定程度在进行焊接,焊接完后进行有效的保温措施会得到很好的焊接质量的,如还有更高要求的可以进行退火或者调制热处理等措施,会有更加好的效果;(3)焊接的装置。选取焊接装置都是有一定的要求的,根据国家标准,就此次的焊接情况来分析,我们应该选取松下KR500ACO2气体保护电焊机,手工焊接进行辅助作用。接下来就是焊接的过程;(4)焊接的过程。首先,对焊接口进行清理措施,让焊接口完全裸露在可见范围之中,这样有利于焊接机进行焊接。其次,选取合适的焊条。再者,打开电焊机,安装焊条,操作人员戴上防护面罩开始进行焊接工作。最后,焊接完后,先关掉电焊机,再卸下防护面罩,进行焊接的验收工作,看是否达到实验要求。在整个焊接的过程中,我们还需要注意一些实际存在的问题。由于Q550钢材质是属于高强度的低合金结构钢,并且根据其中含碳量的比例来进行判断。当含碳量大于0.5%时候,这就说明钢材质的脆硬程度很高,这样就会在焊接时产生裂缝,焊接的质量就是很低的。
4 实验结果
通过本次试验,我们得到了合格的实验数据,各项试验数据都符合国家标准规定,下面就列一些表格进行观察(见表5、表6):
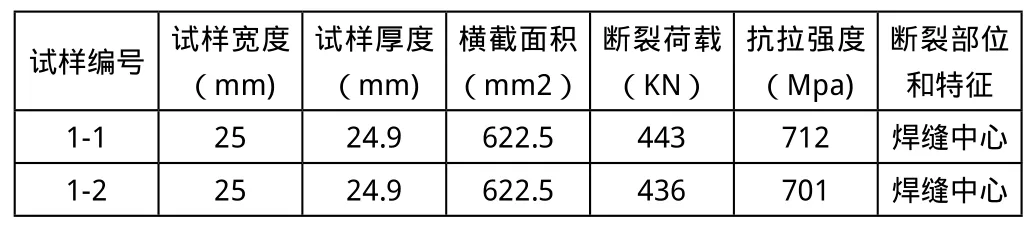
表5 拉伸试验
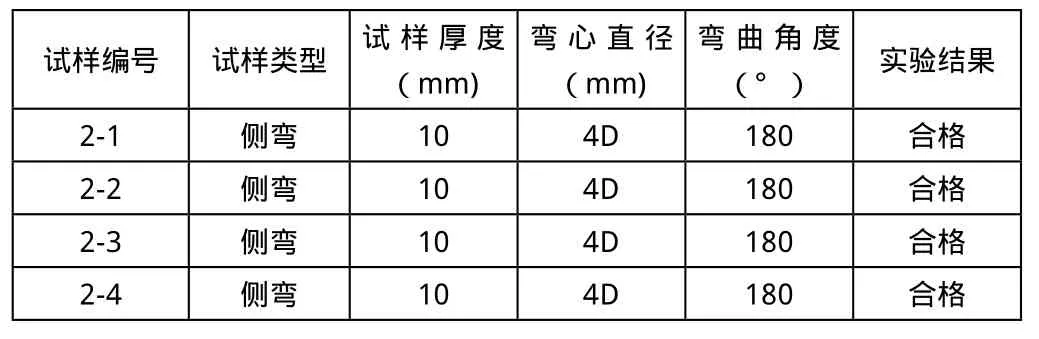
表6 弯曲试验
从以上表格可以清晰的看出,我们在进行焊接试验之前所做的对焊接材质拉伸试验和弯曲试验是合格的,这就对于进行焊接工作提供了依据,通过以上实验研究和数据处理,我们得到了满足对Q550钢板的焊接方案,这就表明此次实验是成功地,为以后顺利开展焊接工作提供了依据。
5 结束语
我们国家在矿山机械方面起步比较晚,在世界上技术还是很落后的,所以这就要求我们的专业人员不断开拓进取,努力创新,争取将祖国的矿山开采事业提上一个新的高度,为国家的大力发展作出应有的贡献。
[1]陈伯蠡.焊接冶金原理[M].北京:清华大学出版社,2010(02):45-47.
[2]赵熹华.焊接检验[M].北京:机械工业出版社,2011(04):66-70.
猜你喜欢
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
电焊机(2014年4期)2014-03-12 06:51:44
电焊机(2014年3期)2014-03-12 06:51:44
电焊机(2014年2期)2014-03-12 06:50:24
