
LNG液化厂建造技术简述
2015-07-16 06:37马军伟
中国新技术新产品 2015年10期
马军伟
(陕西化建工程有限责任公司,陕西 咸阳 712100)
LNG液化厂建造技术简述
马军伟
(陕西化建工程有限责任公司,陕西 咸阳 712100)
摘 要:我国已经把LNG能源作为战略能源物质,一方面在沿海城市建设LNG储备站,从海外引进LNG产品;一方面在有气源的地区如四川、陕西的陕北、内蒙、新疆等地开始开发建设LNG液化厂,结合我公司承建的延长石油延安延128井和延2井两个液化厂总结液化厂中的建设技术。
关键词:LNG;低温储罐;无应力配管;建造技术
LNG是液化天然气(Liquefied Natural Gas)的简称。主要成分是甲烷。LNG无色、无味、无毒且无腐蚀性,其体积约为同量气态天然气体积的1/625,LNG的重量仅为同体积水的45%左右,热值为52MMBtu/t (1MMBtu=2.52×10^8cal)。先将气田生产的天然气净化处理,再经超低温(-162℃)常压液化就形成液化天然气。天然气液化后可以大大节约储运空间和成本,而且具有热值大、性能高等特点。
LNG是一种清洁、高效的能源。很多国家都将LNG列为首选燃料,天然气在能源供应中的比例迅速增加。液化天然气正以每年约12%的高速增长,成为全球增长最迅猛的能源行业之一。近年来全球LNG的生产和贸易日趋活跃,LNG已成为稀缺清洁资源,正在成为世界油气工业新的热点。
1 液化厂工艺流程
原料气→气液分离、过滤→吸收脱碳→脱水→脱汞→低温脱重烃→低温脱苯→冷箱换热降到-166℃LNG。
该项目采用MDEA脱CO2、分子筛脱水、脱苯、专用吸附剂脱汞、低温脱重烃等工艺技术将天然气中所含杂质脱除至设计指标,以避免CO2、水、汞、苯、重烃等杂质对工艺运行及设备的不利影响,然后用混合制冷工艺将天然气在冷箱中液化并送至LNG储罐储存外运。
2 材料验收
由于LNG液化厂建设材料多数为低温、超低温材料(-165℃),材料在低温下韧性降低、脆性增大。在材料验收过程中要严格按照相应规范及技术要求,检查材料质量证明书、合格证。低温不锈钢材料及LNG罐底、罐跟阀、LNG装车台、冷箱螺栓(螺栓材质为06Cr19Ni10)进场时应按照国家现行标准及技术文件进行复检。
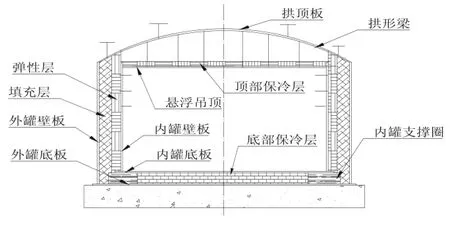
图1低温罐结构形式示意图
3 低温储罐建设
3.1 LNG低温储罐的主要结构形式
英国标准BS777针对低温储罐提出三种设计模式:单层封拦设计、双重封拦设计和完全封拦设计,目前工程上常采用双重封拦设计。对于大型的LNG储罐,一般均采用双壁悬挂顶盖的形式。根据LNG泄露后泄露的液体和蒸汽收集情况的不同,储罐又可分为单容罐、双容罐和全容罐三种结构形式,单容罐为不考虑收集液体和蒸汽泄露物的情况,只有一个双壁单顶的罐体独立组成,每个罐由堤墙保护,正常的液体盛装与穹顶或内外壁之间(分为敞口式和敞口式),双容罐考虑液体泄露的情况,由一个独立的双壁单顶主容器及一个具有液密性的外围次容器组成,全容罐由一个主容器和次容器组成一个完整的整体,可以收集泄露的液体和气体。双容罐和全容罐虽然安全性较好,但造价较高,一般在4~20万方的大型储罐中应用较多。液化厂一般LNG储罐容积较小,采用单容罐结构。下面介绍LNG单容罐建造重难点。
3.2 低温双壁单容罐施工技术
3.2.1 LNG双壁储罐结构
内罐吊顶、外罐拱顶的双壁单容罐,储罐几何尺寸:设计容积为1×104m3,内罐底板及壁板主体材料为06Ni9;吊顶主要材料为5052-O铝合金板,公称直径26m,筒体高度23m;外罐主体材料为16MnDR,公称直径28m,筒体高度25.4m,储罐总高度30m;储罐总重约575t(不含保冷层)内罐底板及壁板主体材料为06Ni9;吊顶主要材料为5052-O铝合金板,公称直径26m,筒体高度23m;外罐主体材料为16MnDR,公称直径28m,筒体高度25.4m,储罐总高度30m;储罐总重约575t(不含保冷层),如图1所示。
3.2.2 主要施工程序
根据储罐直径、高度、重量,以及复杂的罐顶结构型式要求必须在基础平台上预制安装的特点,本储罐的内、外罐均采用群桅杆导链提升倒装法施工,先进行外罐安装,后进行内罐的安装。
3.2.3 低温储罐施工重点
LNG储罐内罐设计温度为-168℃,材质为06Ni9,此材料为国内新型钢种。其内罐的组对和焊接是本工程的重点和难点也是本工程的特点,主要表现为:
(1)设计结构复杂
本储罐主体结构为双壁双层,外罐拱顶加内罐吊顶的结构形式,且内外罐底板间设计为非金属隔热层,主要由玻璃砖、水泥环梁、玻璃棉、干砂等组成。在罐壁之间填充珠光砂等保冷材料。这种空间的局限性及以金属与非金属之间交替布置的特点给施工方法的选择、施工程序的安排以及施工机具的使用方面造成一定的影响。所以要求施工方案必须科学、合理、严密、精细。

表1法兰平行度和同心度允许偏差
(2)内罐材料的特殊性
本工程内罐材料采用06Ni9钢,本钢种为铁基镍合金钢,为国内新型的低温钢种。目前国内只有太钢、南钢有生产能力,而有工程使用业绩且批量生产的只有太钢一家。以前LNG罐的06Ni9板全部采用国外进口材料。本材料对加工方法要求高,一般构件都要求机械加工,特别是焊接坡口的加工。另外母材表面质量要求高,不能出现超标准的机械损伤和敲击、碰撞否则容易被磁化,焊接过程中易产生冷热裂纹、低温韧性下降和焊接电弧磁偏吹。因此在存放、搬运、吊装、移位、组对等过程中应特别注意保护。国内没有与材质相匹配的专用焊条,只能采用国外进口焊条,故对焊接操作要求较高。焊工需经过专门培训和考试,控制好底板的焊接变形,主要是采取先短缝、后长缝、对称施焊、分段退焊、多层多道,严格控制线能量。
(3)内衬玻璃砖、水泥环梁的施工和防护
因玻璃砖为非金属脆性材料,并且因环境温度超低对玻璃砖及水泥环梁的含水量要求很高(含水量不能超过3%),所以100多t的内罐要求完全在其上施工,吊装、搬运、组对等工作都要求绝对的保护好它们,且不能增加一点含水量,如何保护和防护也是本工程的重点。
(4)另外最复杂的结构为外罐拱顶及它所提拉的内罐吊顶,主要受力结构为拱顶梁、抗压圈等需加工后卷制再拼装要求组装胎具量大,两顶的加工零件多,连接型式有焊接、螺栓连接,故对预制精度及安装精度要求高,也是本工程的难点之一。
4 主要设备安装
液化厂的主要设备有BOG压缩机、再生压缩机、冷剂压缩机、脱氮塔、脱水塔、冷剂吸入罐、冷箱,静设备安装应符合GB50231要求。液化厂主要动设备为冷剂压缩机的安装,冷剂压缩机安装难点体现在压缩机的无应力配管,压缩机安装好后,进出口管道应从设备口往外安装,合理设计进出口管道支架避免压缩机受力,进出口管道应清理干净,与动设备连接前,应在自由状态下检验法兰平行度和同心度,法兰平行度与同心度允许偏差符合表1。管道系统与动设备最终连接时,在联轴器上架设百分表监视动设备的位移,当动设备额定转速大于6000r/min时,其位移值应小于0.02mm,当小于6000r/min,其位移值应小于0.05。
5 主要工艺管道的安装
液化气在-162℃~-166℃才能液化,从冷箱出来的管道根据设计温度、压力一般选用不锈钢真空管,这部分管道一般由专业公司进行预制,施工现场进行组装,现场施工过程中真空管为不锈钢套管抽真空后封堵,在施工中一定要特别注意不能磕碰、刮、蹭,尤其是不能在套管上用电焊打火,否则损伤或击穿后无法实现有效保冷效果,使得LNG液化管道内气液分层形成气阻影响安全运行。
6 保冷施工
储罐罐底一般由泡沫玻璃砖、珠光砂水泥砖及沥青毡按照设计要求铺设,内罐与外罐中间填充珠光砂。
外罐底板上找平层施工,按设计标高进行施工,表面要求光滑,平整,其平面度在每10m弧长内任意两点的高差不应大于3mm,整个圆周长度内任何两点的高差不应大于6mm。
保冷施工严格按照施工工艺与设计要求施工,泡沫玻璃砖、珠光砂水泥砖施工砖间缝隙不宜大于2mm。
低温储罐充装LNG后,由于冷缩原因,罐壁间的珍珠纱缩降,还需要在线补装珍珠砂。保冷材料需要进行复验,严格控制含水率及材料保冷质量。
管道保冷材料选用PIR,一般成品到货,严格按照实施工艺进行施工。
7 试压、预冷、试车
储罐的水压试压及基础沉降观测、气密试验、罐体真空试验应严格按照设计要求与方案进行,罐体试压应和罐根阀同时进行避免后期无法检测阀门与罐体间的密闭性,管道系统试压时严格按照试验包进行,系统不允许水压试验时使用气压代替。试压完后进行系统吹扫、干燥保证系统中无水留存。
液化厂预冷、试车需编制专项方案,并对现场人员应该进行技术交底,防止低温灼伤。
结语
LNG液化厂施工主要重点是LNG低温储罐的建造,冷剂压缩机等动设备的无应力配管,真空管的安装,低温储罐和管道的保冷施工。施工过程中严格按照GB/T20368-2012、NFPA 59A、API620等规范的要求,在施工过程中从原材料验收、设备管道安装、试压吹扫、试车严格按照工艺及技术要求进行。
参考文献
[1]顾安忠,等.液化天然气技术[M].北京:机械工业出版社,2003.
[2]敬加强,梁光川,蒋宏业.液化天然气技术问答[M].北京:机械工业出版社,2006.
[3]吕娜娜,谢剑,杨建江.大型LNG低温储罐建造技术综述[J].2010.
[4]袁中立,闫伦江.LNG低温储罐的设计及建造技术[J].石油工程建设,2007 (05).
中图分类号:TB657
文献标识码:A
