字型类横截面立体织物同区不同层长短不一致的巧妙设计
2015-07-01 23:31:44刘海文
产业用纺织品 2015年12期
刘海文
(河北科技大学纺织服装学院, 石家庄, 050018)
字型类横截面立体织物同区不同层长短不一致的巧妙设计
刘海文
(河北科技大学纺织服装学院, 石家庄, 050018)
为了达到字型类横截面立体织物同区不同层长短不一致的效果,采用穿综时循环次数不同和穿筘时筘入数不同的方法,得到不同长度但密度相同的织物。这种巧妙设计方法适用于有一部分结构是两端不封闭头端的字型类横截面立体织物的设计。
字型类横截面, 立体织物, 织物设计
字型类横截面立体织物作为复合材料的近形增强体用于横截面型材,可广泛用于航空、航天等产业用领域。立体织物的整体连接使复合而成的产品有着很好的抗冲击和抗剪切性能[1]。

1 字型结构图
“生”字型和“午”“牛”字型的情况类似,这里只展示“生”字型的截面图,如图1所示。

图1 “生”字型立体织物的横截面
2 压扁图
为了利用平面织机织造出立体结构的字型横截面织物,需要对字型进行压扁处理[3],使竖线段变成横线段。在此思路的指导下对“生”字型进行压扁处理,压扁图如图2所示。
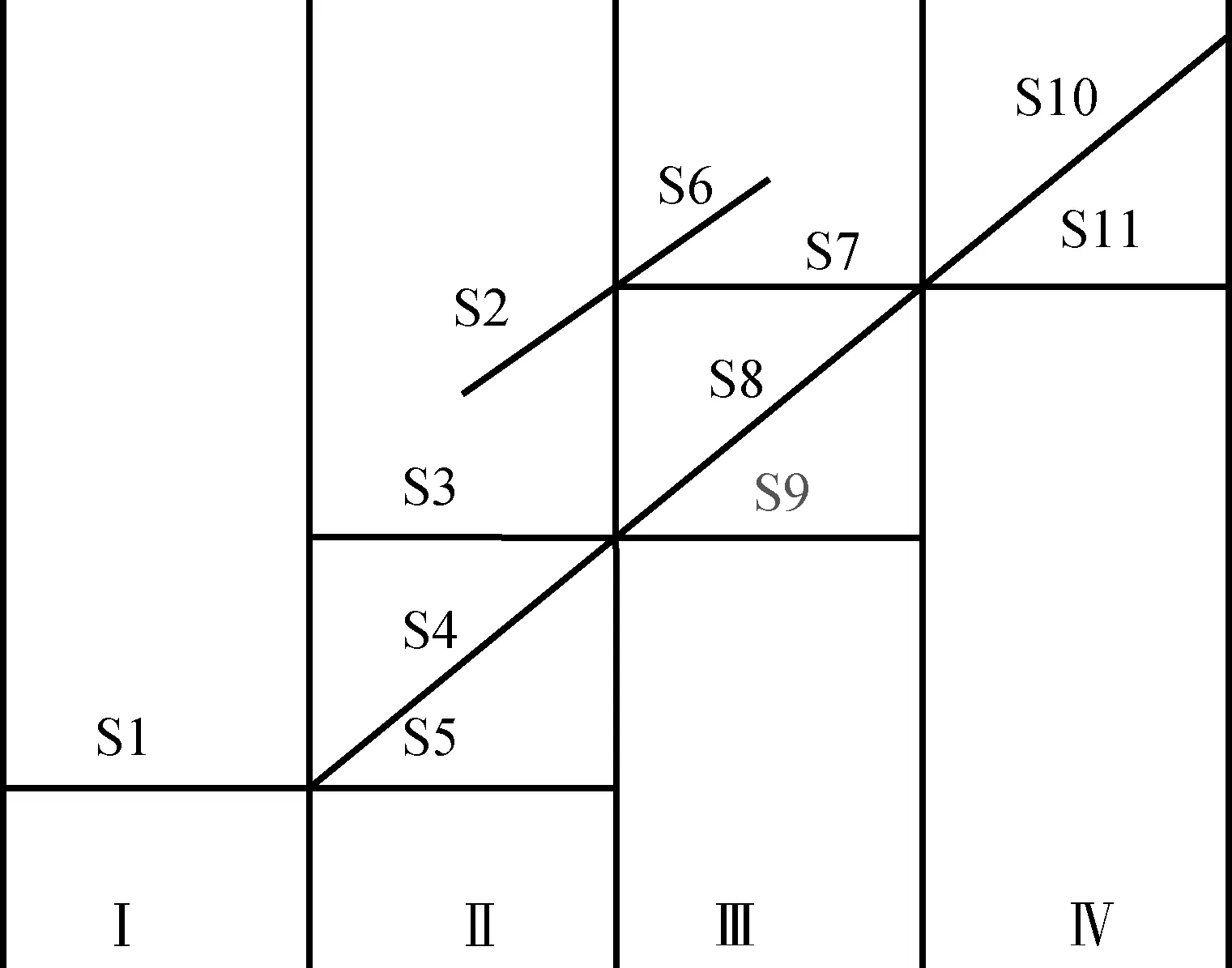
图2 “生”字型横截面立体织物的压扁图
图2中的Ⅰ、 Ⅱ、 Ⅲ、 Ⅳ表示按同区中片段长度近似相等原则划分的区域,S1~S11是划分区域后,对字型中的片段按从左到右、从上到下顺序进行的标注。分区、分层将纱线分成若干区和若干层,以便于分清每区域中纱线的层数,从而可决定每筘齿穿入纱线的根数。“生”字型横截面立体织物压扁后共分为四个区域:Ⅰ、 Ⅱ、 Ⅲ、 Ⅳ。Ⅰ区共有一层,用S1表示;Ⅱ区共有4层,用S2、 S3、 S4、 S5表示;Ⅲ区共有4层,用S6、 S7、 S8、 S9表示;Ⅳ区共有2层,用S10、 S11表示。
压扁图决定了织物的分区,分区则便于分清每区中纱线的层数,故压扁图是“生”字型横截面立体织物设计的重点。为了使织物的比例适当,在本设计中S2、S6只有半区长度,故在穿经时应将这两层的完全组织循环数减少50%。
从图2中可以看到,Ⅰ、 Ⅳ两区和Ⅱ、 Ⅲ两区的情况不同,Ⅰ区只有一层织物,其长度与Ⅳ中的两层织物相同,即它们的基础组织循环次数一样;而Ⅱ、 Ⅲ区的情况较复杂,大多数与Ⅰ、Ⅳ两区中的片段一样长,其基础组织循环次数与那两个区一样即可;但S2、 S6分别在Ⅱ、Ⅲ两区各自只占半区长度,这两层的基础组织循环次数只有其他各片段的一半。如果每区的循环数为10,则需要总经根数:2×10+(6×5+8×5)+(8×5+6×5)+4×10=200根。
除了基础组织循环次数不同外,为了保证密度一致,不同层区段的筘入数也应该不同[4]。例如,图2中Ⅱ区前半区的纱线每筘齿穿入3根,后半区的纱线每筘齿穿入4根。同理,Ⅲ区前半区的纱线每筘齿穿入4根,后半区的纱线每筘齿穿入3根。按此比例配置,则Ⅰ区纱线每筘齿只需穿入1根,Ⅳ区纱线每筘只需穿入2根,从而保证了织物整体的经密一致,使织出的织物平整。在整经时,每区的经纱循环数不可太少,否则在织出的织物上不易明显看出半区和整区长度的差异。此外,在选用纱线时应尽量选择一些粗号纱,便于顺利织造。
3 投梭路径
“生”字型横截面立体织物的投梭路径图有很多种,投梭路径的正确选择应以使投梭路径尽量少为原则[5],这样可减少综框数。因为小样织机只有16页综框,最多可织造8层,本设计采用10次投梭(P1~P10),见图3。若选择其他投梭路径,则要求的综框数大于16页,这就无法在普通的二维织机上织造。此外,在选择投梭路径时应尽量使顶层或底层的纱线共用一页综框,以减少综框页数。例如,在本投梭路径设计中,第一梭经过1、 4、 8、 10层,第二梭经过2、 7、 10′层,第三梭经过2′、 6层,第四梭经过6′层,第五梭经过7′、 11层,第六梭经过3、 8′、 11′层,第七梭经过3′、 9层,第八梭经过4′、 9′层,第九梭经过5层,第十梭经过1′、 5′层,这样就可以合理利用综框。

图3 “生”字型横截面立体织物的投梭路径图
4 交织图
将每区的经纱和纬纱交织情况用交织图来展示,可以直观验证织造效果。交织图见图4,其中的圆圈表示纬纱,曲线表示经纱。
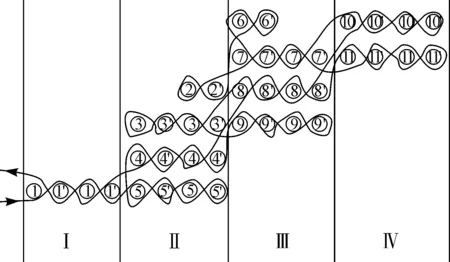
图4 “生”字型横截面立体织物的交织图
由图4可知:其中的3′纱线和8纱线未参与交织,由于在织造时每区的经纱循环数均为10,所以可以在Ⅱ或Ⅲ区增加1根经纱;7′纱线和10纱线也未参与交织,也可以在Ⅲ或Ⅳ区增加1根纱线。
5 上机图
如前所述,“生”字型横截面立体织物各区的筘入数之比为 Ⅰ∶Ⅱ∶Ⅲ∶Ⅳ=1∶4∶4∶2。 需要注意的是,“生”字的撇在Ⅱ、 Ⅲ区各占一半,所以在Ⅱ区,前一半筘入数为3,后一半筘入数为4;而在Ⅲ区,前一半筘入数为4,后一半筘入数为3。
图5为上机图,其中,■代表经组织点,●代表织同一区下层时上层的提起点,▲代表为了省综不参与交织区域纱线的提起点。所织出的实物如图6所示。

图5 “生”字型横截面立体织物的上机图
6 结语
通过对“生”字型横截面立体织物的设计,找到了设计织造同区不同层长度不一致字型横截面立体织物的一些规律,总结如下:
(1) 为了使同一区不同层的织物长度不同,采用穿综时循环次数不同的巧妙设计即可达到。这里Ⅱ、Ⅲ区各有一层占了该区的一半,所以那两个片段的基础组织各循环了一半;同理,按照不足整个区部分占那个区长度的比例,可以通过循环的比例得到任意的长度。
(2) 为了使织物密度一致,同一区不同层数的地方要按层数多少加减每个筘齿中的经纱穿入数。

(a) 正视图

(b) 侧视图图6 “生”字型横截面立体织物的实物图
(3) 这种巧妙设计方法适用于有一部分结构是两端不封闭头端的字型横截面立体织物的设计。
本文提出的巧妙设计方法无疑会大大增加利用普通二维织机织造复杂横截面立体织物的品种。
[1] 顾平.普通织机织三维机织物的试验研究[J].纺织学报,2002,23(5): 24-26.
[2] 刘海文,刘广平,王文燕,等.目字形立体机织物的研究及织造[J].棉纺织技术,2006,34(9): 26-28.
[3] 黄晓梅.几种三维管状预成形件的设计与织造[J].棉纺织技术,2002,30(12): 44-46.
[4] 蔡陛霞.织物结构与设计[M].北京:中国纺织出版社,2000:105-173.
[5] 汪蔚,祝成炎.三维机织物的组织结构与设计[J].浙江工程学院学报,2001,18(4): 197-200.
Ingenious design for making the font type cross section three-dimensional fabric with the lengths of different layers being different in the same region
LiuHaiwen
(College of Textile and Garment, Hebei University of Science and Technology)
In order to achieve the result that lengths of different layers are different in the same region of font type cross section three-dimensional fabric, the method of different cycle times for drafting and reeding with different numbers is used. In this way, the fabric with the lengths of different layers being different and the same density is produced. This ingenious design is suitable for the designing of the font type cross section three-dimensional fabric with partial structure having unclosed ends.
font type cross section, three-dimensional fabric, fabric design
2015-04-25
刘海文,女,1966年生,副教授。研究方向为立体织物的工艺设计与织造。
TS105.3
A
1004-7093(2015)12-0015-03
猜你喜欢
中学生数理化·中考版(2024年2期)2024-05-23 10:11:40
煤气与热力(2023年1期)2023-02-10 02:53:54
纺织器材(2022年1期)2022-11-22 01:42:25
纺织器材(2020年5期)2020-12-21 04:05:16
阅读与作文(英语初中版)(2020年10期)2020-11-06 05:50:11
棉纺织技术(2020年3期)2020-03-17 08:03:10
国际纺织导报(2019年6期)2019-09-05 11:04:12
中小企业管理与科技(2018年7期)2018-11-06 09:11:34
汽车实用技术(2018年19期)2018-10-22 08:39:32
新疆农垦科技(2016年2期)2016-08-21 13:50:22