
基于乙烯-醋酸乙烯酯共聚物的超级间隔条的制备
2015-06-27 05:51有祥康管福成刘元法
大连工业大学学报 2015年5期
郭 静, 有祥康, 张 丽, 管福成, 张 森, 刘元法
基于乙烯-醋酸乙烯酯共聚物的超级间隔条的制备
郭 静, 有祥康, 张 丽, 管福成, 张 森, 刘元法
(大连工业大学纺织与材料工程学院,辽宁大连 116034)
以乙烯-醋酸乙烯酯为基材,偶氮二甲酰胺(AC)为发泡剂,氧化锌(ZnO)为助发泡剂,分子筛为吸湿剂,通过熔融共混法制备超级暖边间隔条。考察了挤出工艺,特别是AC发泡剂质量分数对间隔条的泡孔结构、力学性能、吸水性和热稳定性的影响。结果表明,挤出温度160~180℃时,泡孔结构均匀;交联剂过氧化二异丙苯加入量超过1份时,材料会发生严重的熔体破裂现象。随着AC发泡剂质量分数的增大,间隔条的拉伸强度降低、断裂伸长减小,弯曲强度先增大后减小、吸水率提高,热失重和残余质量减小,但最大热转变温度和分解速率变化不大,说明AC发泡剂质量分数不影响基体乙烯-醋酸乙烯酯(EVA)的热降解机理。间隔条制备的较优配方是:EVA 100份,AC发泡剂1~1.5份,ZnO 1份,分子筛30份。在此工艺配方条件下制备的间隔条泡孔结构均匀,力学性能及热学性能好。
超级间隔条;乙烯-醋酸乙烯酯共聚物;分子筛;发泡
0 引 言
门窗、幕墙的能耗在建筑能耗中占很大比例,因此如何提高门窗、幕墙的节能效果是实现建筑节能的重要环节[1]。中空玻璃的使用为实现门窗节能做出了重要贡献[2]。传统的中空玻璃多以铝质材料为间隔条,但因为铝的导热系数大而影响中空玻璃的保温效果,并且这种间隔条易导致中空玻璃渗漏而产生结露、发霉等现象[3],严重时还可能因为内外层玻璃应力过大而致中空玻璃在运输和安装过程中炸裂。含铝复合间隔条虽然可缓解上述问题,但仍然没有根本解决[4]。美国开发的不含有任何金属材料的基于硅酮树脂和乙丙橡胶的弹性、微孔结构间隔条(简称超级间隔条)具有极佳的节能效果和100%的弹性记忆功能,可降低中空玻璃的应力,减少中空玻璃在运输和安装过程中的炸裂,其抗冷凝性和降噪性更是远高于传统的铝间隔条中空玻璃[5]。其方便性使得制作过程不受玻璃形状的限制,可以制作不同异型的中空玻璃,无须增加制作工序,非常方便,大大提高了生产效率[6-9]。本研究以乙烯-醋酸乙烯酯共聚物、AC发泡剂,助发泡剂Zn O及吸水剂分子筛为原料,通过熔融共混法制备出一种新型间隔条,考察了原料配比、加工温度等与间隔条的热稳定性、结晶性、孔隙率和力学性能的相关性,获得了较佳工艺配方和工艺条件。
1 实 验
1.1主要原材料
乙烯-醋酸乙烯酯共聚物(EVA),VA质量分数18%,熔融指数(2.16 kg/190℃)0.27 g/min,扬子石化-巴斯夫有限责任公司;分子筛,3A型,市售;氧化锌(Zn O),分析纯,沈阳市试剂五厂生产;AC发泡剂,偶氮二甲酰胺(Azodicarbonamide),市售;交联剂DCP,过氧化二异丙苯(Dicumyl peroxide)。
1.2实验步骤
1.2.1 分子筛的干燥
取分子筛若干克,放入真空干燥箱中,110℃干燥30 min后,取出待用。
1.2.2 分子筛母粒制备
称量一定量的分子筛与聚乙烯蜡,将其置于烧杯中,用玻璃棒搅拌使其混合均匀。将其转移至油浴锅中加热至105℃,过程中不断用玻璃棒搅拌,使其形成固体小颗粒(粒径大约为2.5 mm),成形后将其转移出油浴,放入表面皿中冷却,称量,待用。
1.2.3 混合物的预处理与间隔条样条制备
将EVA、分子筛母粒、AC发泡剂、ZnO按配方设计比例称重后在80~100℃下混合均匀。将预处理的混合物投入于单螺杆挤出机中挤出样条,所用仪器为哈尔滨哈普电气技术有限责任公司的RM200-A型转矩流变仪。将挤出的样条按照每根20 cm的长度切断,以便进行性能测试。
1.3性能测试
1.3.1 拉伸强度、断裂伸长率测试
分别量取间隔条样条尺寸,再用深圳市瑞格尔仪器有限公司RG7-5型微机控制电子万能试验机测试,利用公式(1)和(2)求得拉伸强度和断裂伸长率。

式中:σ为拉伸强度,MPa;p为最大负荷,N;b为试样宽度,mm;d为试样厚度,mm。

式中:Eb为断裂伸长率,%;L为试样断裂标距, mm;L0为试样原始标距,mm。
1.3.2 弯曲强度测定
先分别量取制得间隔条样条各尺寸,再用RG7-5型微机控制电子万能试验机进行弯曲测试,用式(3)求得弯曲强度。

式中:σ'为弯曲强度,MPa;F为最大负荷,N;L为试样挟持长度,mm;b为试样宽度,mm;d为试样厚度,mm。
1.3.3 间隔条密度测试
将干燥的比重瓶注满蒸馏水,盖上毛细管塞,多余的蒸馏水由毛细管溢出,擦干瓶及毛细管塞的表面,称重,记为m1。取质量为m2切为块状的样条逐一放入比重瓶中,盖上塞子,擦净,再次称量质量记为m3。由式(4)计算样条密度。

1.3.4 孔隙率测量与计算
用Leica DM2500 P型偏光显微镜(POM)进行观察分析,用式(5)计算孔隙率。

式中:θ表示孔隙率,Sp表示包含的孔面积,S0表示截面总面积。
1.3.5 热重分析(TGA)
采用美国TA公司的Q50型热重分析仪进行热重测试分析,测试条件为N2气氛,升温速率10℃/min,升温范围室温至700℃;
1.3.6 结晶性能测定(XRD)
采用日本理学公司D/max-3B型X射线衍射仪对制备的样品进行结构和物相的分析,Cu靶(40.0 k V,30.0 m A),扫描速度4°/min,步长0.02°,扫描范围5°~60°,功率1.2 k W,Kα射线,石墨滤波,λ=0.154 06 nm。
装配式建筑的设计—加工—装配一体化技术………………………………… 卢保树,张波,张树辉,王东(9-18)
1.3.7 吸水率的测定
切1 cm×1 cm的正方形材料,称其质量m1后全部浸入去离子水中,24 h后除去表面水滴,室温静置30 min后称量试样质量m2,用式(6)计算吸水率。

2 结果与讨论
2.1间隔条形态
2.1.1 加工温度的影响
图1为出口温度为160和180℃间隔条的泡孔情况。如图1所示,当出口温度为160℃时,泡孔尺寸平均维持在200μm,当出口温度为180℃时,泡孔尺寸显著增大到400μm。这可能是由于出口温度的升高,体系黏度降低,流动性能改善,气泡表面张力减小,使气泡比较容易克服束缚产生聚并而导致泡孔尺寸的增大,而且180℃也更接近AC发泡剂分解温度,此时AC发泡剂的分解更加完全,从而使样条的泡孔更大[10]。

图1 温度对间隔条泡孔结构的影响Fig.1 The influence of temperature on the interval of the bubble pore structure
当出口温度超过220℃时,间隔条表面严重塌陷、开裂,颜色变深,物料的尺寸稳定性难以保证,气泡无法定型,如图1(c)。一方面是因为温度太高,体系黏度进一步降低,发泡剂分解产生的气泡表面张力较小,不足以束缚气泡的流动,导致气泡向外逃逸以及相邻多气泡间的合并,另一方面是因为EVA热降解导致体系分子质量下降、黏度降低,最终导致制品宏观上的表面不均匀,甚至断裂、不成型等不规则的非理想状态。
2.1.2 交联剂的影响

图2 交联剂质量分数对间隔条形态的影响Fig.2 Article mass fraction of crosslinking agent on the interval form
2.1.3 发泡剂质量分数的影响
由图3可见不同质量分数的发泡剂对泡孔形态及分布均匀程度的影响。在AC质量分数为1.0%和1.5%时,泡孔直径都在150~330μm,尺寸相对均匀。AC质量分数为1.8%和2.0%时,泡孔出现孔径不均匀现象,最多相差一个数量级。从泡孔的分布比对可以发现,AC质量分数为1.0%时泡孔分布呈现较均一的多分散性,且大泡孔之间没有发生并孔的现象。这跟发泡剂的分布及质量分数有关,发泡剂分布越均匀间隔条中气泡直径会越接近,随AC发泡剂质量分数的增加,其分解产生的气体的量逐渐增加,气孔分布由稀疏到均匀再到聚并,最后甚至破裂塌陷等。
2.2间隔条的力学性能
AC发泡剂质量分数对间隔条拉伸强度的影响见图4和表1。随AC发泡剂质量分数增加,间隔条拉伸强度从5.29 MPa变化为2.46 MPa,表现出明显的下降趋势;断裂伸长率从368.63%降低到14.33%,间隔条从韧性断裂转变为脆性断裂。产生这种现象的原因是AC发泡剂质量分数增大,体系泡孔数量过多,使材料拉伸过程中出现应力集中的概率增大,断裂发生的应力点增多,材料的抗拉强度和断裂伸长率呈明显的下降趋势。

图3 AC发泡剂质量分数对泡孔结构的影响Fig.3 The influence of AC foaming agent mass fraction on the bubble pore structure

图4 AC质量分数对间隔条拉伸性能的影响Fig.4 The influence of AC mass fraction on the tensile properties of interval article
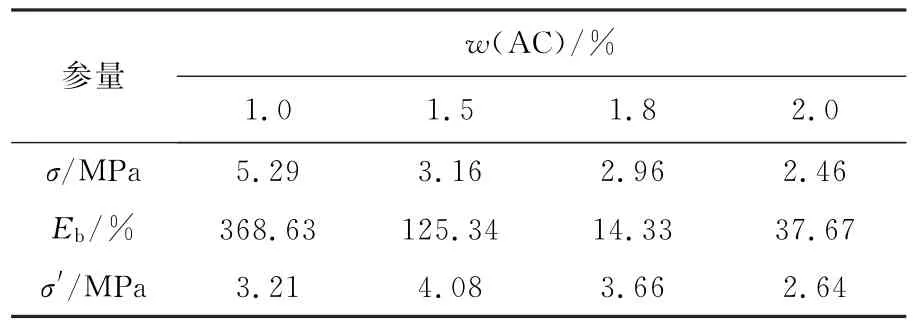
表1 AC质量分数对间隔条拉伸强度和弯曲强度的影响Tab.1 The influence of AC mass fraction on the tensile and bending strength of interval article
AC发泡剂质量分数对间隔条弯曲强度的影响见图5和表1。随AC发泡剂质量分数增加,弯曲强度呈现先增大后减小的趋势,当AC质量分数为1.5%时,弯曲强度达到最大值4.08 MPa,这是因为随着发泡剂质量分数的增加,分散于复合材料中的气泡产量不断增加,由于气泡能有效阻止材料中裂纹的扩散,使裂纹尖端变钝,从而增加发泡材料强度。发泡剂质量分数超过一定量后弯曲强度下降,是由于AC发泡剂质量分数过大、气泡过多,会导致气泡合并、破裂等缺陷,因此材料的力学性能下降[11-13]。

图5 AC质量分数对间隔条弯曲强度的影响Fig.5 The influence of AC mass fraction on the interval of the bending strength
2.3吸水性
间隔条的吸水性直接影响其寿命,因此,本研究讨论了各因素对吸水性的影响。
由表2可见,(1)当分子筛的质量分数为20%时,材料的吸水率明显低于分子筛质量分数为30%的发泡材料样条。这是由于作为吸潮剂的分子筛是一种包含有精确和单一的微小孔洞的材料,其毛细作用和与水分子的亲和作用导致其吸水能力增大,体系中含有的分子筛分数越多,这种作用越强,吸水率越高。(2)随着体系中AC发泡剂质量分数的增大,吸水率增大。这是因为间隔条为发泡材料,其泡孔结构构成的毛细效应一方面作为水分子传递的通道,另一方面自身孔隙形成的毛细效应均有利于水分的吸收,AC质量分数增大,其孔隙率也越大,前面提到传输和毛细效应越强,吸水率越大。

表2 AC和分子筛质量分数对间隔条吸水率的影响Tab.2 The influence of AC mass fraction andmolecular sieve content on the interval of water absorption%
2.4间隔条的热稳定性
AC发泡剂质量分数对间隔条热稳定性的影响见图6和图7。由图6可见,不同AC发泡剂质量分数的间隔条初始分解温度都为362℃左右。间隔条的分解分为两个阶段,第一阶段为主料EVA的分解,第二个阶段为聚乙烯蜡的分解。至510℃以后,TGA曲线变得平缓,表明间隔条中的有机成分分解完全,剩下的未分解的为无机物ZnO和分子筛。
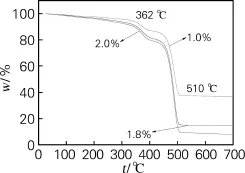
图6 AC质量分数对间隔条热失重的影响Fig.6 The influence of AC mass fraction on the interval of the heat
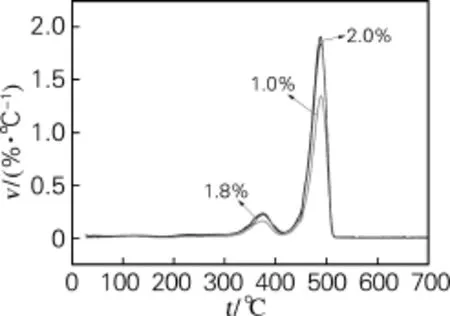
图7 AC质量分数对间隔条热失重速率的影响Fig.7 The influence of AC mass fraction on the interval of thermal weight loss rate
AC发泡剂质量分数越大,相同温度下,热失重越大,残余质量越小。导致这种现象的原因是, AC发泡剂为放热型发泡剂,AC质量分数越大,在一次成型发泡过程中基体EVA受热分解越严重,在二次受热(热重分析)分子质量较低的基质比较容易进一步降解,导致热失重增大[14]。
由图7可以看出,三者速率的3个分解阶段的速率基本是完全一样的,但随着AC发泡剂质量分数的增大,分解速率增大,AC质量分数超过1.8%后速率增大就不再明显,这说明AC的质量分数在一定范围内有利于提高分解速率。
3 结 论
间隔条形态与挤出温度、交联剂DCP质量分数、AC发泡剂质量分数有关,加工挤出温度在160~180℃、EVA 100份、AC发泡剂1~1.5份、ZnO 1份、分子筛30份时,间隔条外观形态稳定,泡孔分布均匀,力学性能和热学性能较好。制备的间隔条除具有美国超级间隔条的优点外,还具有成本低、加工容易等特点,是进口材料的理想代用品,继续开发应用价值大,可进一步进行处理以推广应用。
[1]张树范.影响中空玻璃门窗节能效果的因素[J].塑料制造,2012,12(2):51-53.
[2]付新兰,白英新.玻璃钢门窗与铝合金门窗、塑钢门窗现状分析及发展前景[J].玻璃钢,2008,17(2): 13-15.
[3]周秀红.铝合金隔热技术在幕墙中的应用[J].中国建材科技,2012,2(2):28-30.
[4]高禾.暖边产品在中国市场的发展契机[J].辽宁建材,2011(4):9-10.
[5]OBRIEN W R,STEWART J E,WOLF A T.Quantification of differential thermal movement in insulating glass edge seals using finite element analysis[J]. Journal of ASTM International,2006,8(3):7-11.
[6]EL-LAWWINDY A M Y.Studies of electrical and physico-mechanical properties of EPDM structure foams[J].Egyptian Journal of Solids,2005,28(1): 97-107.
[7]王铁华,刘彦彤.高性能中空玻璃与超级间隔条[J].建筑玻璃与工业玻璃,2005(5):16-23.
[8]万成龙,孙诗兵,王洪涛.中空玻璃暖边技术及其发展[J].门窗,2008,7(1):30-34.
[9]童树庭,冯晓云.中空玻璃的传热特性及其影响因素[J].建筑材料学报,2004,7(1):13-20.
[10]马承银.发泡剂的类型及加工特性[J].现代塑料加工应用,1996,8(3):37-41.
[11]刘卉,揣成智.发泡工艺对高发泡PP板材性能的影响[J].中国塑料,2010,24(2):73-77.
[12]陈伟博.PE基木塑复合材料的增韧与发泡工艺研究[D].西安:陕西科技大学,2013:25-37.
[13]刘娟,许洪元,齐龙浩,等.几种水机常用金属材料的冲蚀磨损性能研究[J].摩擦学学报,2005,25 (5):470-474.
[14]杨为宁,贾青青,王琴,等.发泡剂类型对聚乙烯醇发泡行为的影响[J].中国塑料,2012,26(8):81-84.
Preparation of super spacer based on ethylene vinyl acetate copolymer
GUO Jing, YOU Xiangkang, ZHANG Li, GUAN Fucheng, ZHANG Sen, LIU Yuanfa
(School of Textile and Material Engineering,Dalian Polytechnic University,Dalian 116034,China)
Super spacers were prepared by a melt-blending process using ethylene vinyl acetate(EVA) as the substrate,azodicarbonamide(AC)as blowing agent,zinc oxide(ZnO)as co-blowing agent and molecular sieve as hygroscopic agent.The effects of extrusion process,especially the mass fraction of AC,on the cell structure,mechanical properties,water absorption and thermal stability of interval strips were investigated in the experiment.The results showed that the pore structure was uniform when the extrusion temperature was 160-180℃and the material would rupture when the crosslinking agent amount was more than 1%.The tensile strength and the elongation of the spacer were reduced with the increasing content of AC,while the bending strength increased initially then decreased and the water absorption increased.But the maximum thermal transition temperature and decomposition rate changed little with AC content,indicating that the AC concentration had little effect on the thermal degradation mechanism of EVA matrix.The optimal condition was 100 parts of EVA,1-1.5 parts of AC,1 part of ZnO and 30 parts of zeolite.Under that condition,the spacer had uniform cell structure,good mechanical properties and thermal properties.
super spacers;ethylene/vinyl acetate copolymer;molecular sieve;foam
TQ317
:A
1674-1404(2015)05-0357-05
2014-07-23.
国家自然科学基金面上项目(51373027);辽宁省教育厅优秀人才计划项目(LR2012017).
郭静(1962-),女,教授.
猜你喜欢
中国塑料(2022年5期)2022-06-09
玻璃(2022年1期)2022-02-23
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
工程塑料应用(2020年11期)2020-11-28
天津科技(2016年6期)2016-06-28
中国塑料(2016年4期)2016-06-27
中国塑料(2015年8期)2015-10-14
中国氯碱(2014年10期)2014-02-28
中国氯碱(2014年10期)2014-02-28
