
模具制造实训课的设计与实施
2015-06-23 13:55余德志
武汉工程职业技术学院学报 2015年2期
余德志
(武汉工程职业技术学院 湖北 武汉:430080)
模具制造实训课的设计与实施
余德志
(武汉工程职业技术学院 湖北 武汉:430080)
模具设计与制作课程将实践教学与理论知识相结合,通过学生完成模具设计与制作的全过程,使学生完全处于生产模式中,必须全力任用所学知识才能完成制作过程,从而提高了学生学习能力,掌握加工工艺过程,熟练技能操作。
模具设计;流程;模具制造;加工;实训
模具制造实训是模具设计与制造专业重要的专业实训课程,一般安排在第二学年的下学期进行。通过模具制造实训,旨在使学生了解模具的结构及运行原理,理解模具的设计步骤与方法,掌握模具的制造过程和零部件的加工工艺。要达到这样的实训教学效果,单纯的模具制造是难以实现的。应基于模具的整个设计流程,在指导教师的帮助和指引下,由学生根据制件产品进行模具设计,完成模具加工图纸,再根据图纸制定模具零部件的加工工艺,完成模具零部件的加工,直至模具最后装配,通过装模、试模,制件合格才算完成模具制造实训练习。这种基于设计过程的模具制造实训,对学生真正掌握模具的设计与制造工艺技术有很大的帮助,学生对模具的设计与制造工艺的认识更直观更全面,有利于培养学生对模具技术的理解和增强学习的兴趣。在模具的设计与加工过程中,由于是独立完成作业任务,学生的积极性更高,兴趣更大,更主动,也是对所学的专业理论课的一次重新认识和梳理。下面对这一过程进行具体说明。
1 模具制件的确定
模具制件如图1所示。根据制件图进行必要的工艺分析,确定模具设计类型与设计流程,并进行相关计算,绘制模具零件图。进行零部件的加工工艺分析,制定加工工艺流程。零部件的机械加工,完成装配任务。指导教师在模具设计过程中进行具体的分工,指导学生完成模具从设计到出图,再按图样加工。
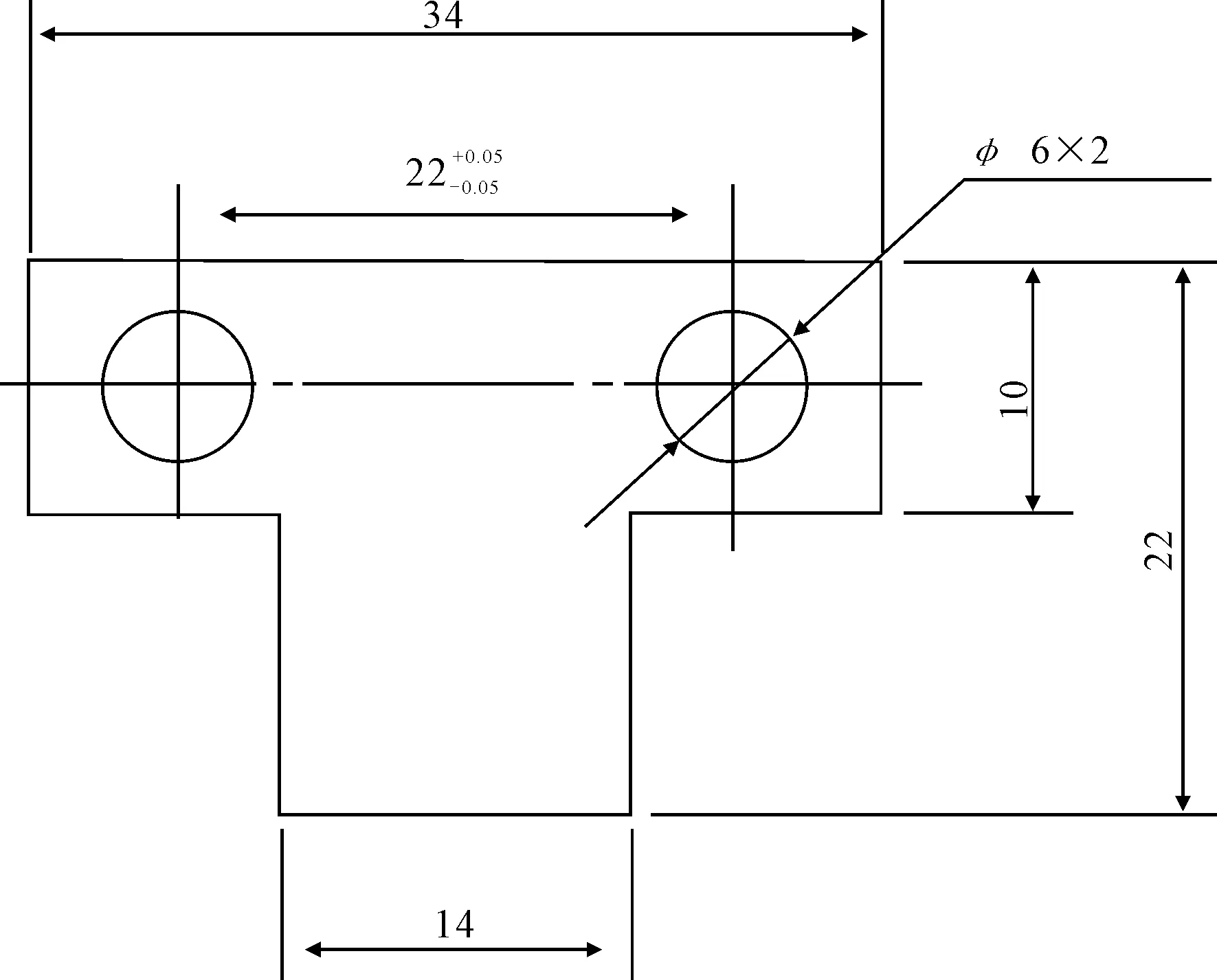
图1 挡片 材料Q235,厚度1mm
2 模具设计流程
2.1 模具制件工艺分析
根据图1分析冲压件成型的结构工艺性,分析冲压件的形状、尺寸精度要求及所用材料是否符合冲压工艺要求。图1所示制件形状较简单,两孔中心距和孔与边延距经查相关模具设计要求标准,符合模具设计要求。
2.2 确定工艺方案
通过工件的工艺性分析,确定模具类型。因为工件为T形且有对称的两个孔,模具必须为先有冲孔再落料,模具类型为多工序落料冲裁模(级进模)。主要有工作零件、定位零件、卸料与导向零件、联接与固定零件组成。
2.3 冲裁工艺计算
凸、凹模间隙值的确定。冲裁间隙的确定:冲裁模凸、凹模刃口部分尺寸之差即为冲裁间隙。 根据材料厚度可通过查相关模具设计标准表可得。
凸、凹模刃口尺寸的确定。根据凸、凹模刃口尺寸三原则确定。该模具为冲裁模,落料为工件,取值应在凹模上。应先决定凹模尺寸。由于模具的加工和测量方法的不同,凸、凹模刃口部分尺寸计算和制造公差一般采用以下两种方式:
第一种是凸、凹模分开加工的方法。这就要分别标注凸模与凹模刃口尺寸与制造公差,这种方法适用于圆形或简单形状的工件,但必须满足下列条件:
式中δ凸、δ凹分别为:凸模的制造公差、凹模的制造公差。
第二种是凸模与凹模配合加工的方法。对于形状复杂或料薄的冲裁件,为了保证凸、凹模之间的间隙值,必须采用配合加工。即先加工好其中的一件(凸模或凹模)作为基准件,去配作另一件,并保证配合间隙。
考虑到制件材料较薄和实际加工情况选择第二种方法,采用凸模与凹模配合加工的方法。凸、凹模刃口尺寸计算参照相关模具设计计算公式进行计算。
排样设计。塔边值的计算。查表可得。
冲裁工艺力的计算,模具压力中心的确定可参照模具相关计算公式可得。
2.4 冲裁模主要零部件的结构设计
凸模的结构设计。凸模结构根据工件形状和刃口计算原则确定外形尺寸,长度为凸模固定板、卸料板、凹模模具闭合高度之和。
凹模结构设计。刃口尺寸采用配合间隙和刃口计算公式确定。凹模厚度:H=Kb=12mm, 凹模壁厚:C=(1.5~2)H=24mm。式中K:为系数,查表可得。B:为制件最大长度。
凹模外形尺寸长为:24×2+34≈80mm; 宽为:24×2+22≈60mm;
上模板厚度:(1~1.5)H凹;
垫板厚度:6~8mm;
凸模固定板厚度:(0.6~0.8)H凹;
卸料板厚度:(1~1.5)H凹;
下模板厚度:(1~1.5)H凹;
以上部件除下模板之外,其外形尺寸与凹模外形尺寸一致。下模板的外形尺寸在凹模外形尺寸长和宽基础上各加40mm。
定位零件的设计。因为该冲裁模为多工序的级进冲裁模。为保证导正材料的送进方向,需设计导料板和挡料销、导正销,导料板一侧固定,挡料销设计在送止端,导正销设计在凸模上。在第一次冲裁后,条料进给时,由导正销定位导正,完成二次冲裁成形。导正销的入端一般为圆锥过度,定位端为圆柱面。挡料销的安装位置尺寸注意塔边值。为保证下模部分的精度要求与模具强度和刚度需要,需设计四个定位销和定位螺孔。上模部分由四个定位螺丝固定。
模柄的选用。一般中、小型冲裁模通过模柄将上模固定在压力机的滑块上。根据该冲裁模设计要求,采用旋入式模柄。通过螺纹与上模板联接,旋入螺纹为M12,模柄直径为35mm。
3 完成模具设计图纸
按模具设计流程完成模具设计后,根据相关计算数据,进行该模具非标准零部件的绘制。图纸幅面尺寸按国家标准的有关规定选用,并按规定画出图框,最小图幅为A4。
模具视图主要用来表达模具的主要结构形状,工作原理及零部件的装配关系。视图数量一般为主视图和俯视图两个;视图的表达方法以剖视为主,以表达清楚模具内部组成和装配关系。主视图应画模具闭合时的工作状态,而不能将上下模分开来画。主视图的布置一般应与模具的工作状态一致。
明细表。明细表中的件号自下而往上编见表1,从1开始为下模板,接着按冲压标准件、非标准件的顺序编写序号。同类零件应排在一起。备注栏中应标出材料热处理及其他要求在制件图右下方注明制件名称、材料及料厚。并标上绘图人的姓名。
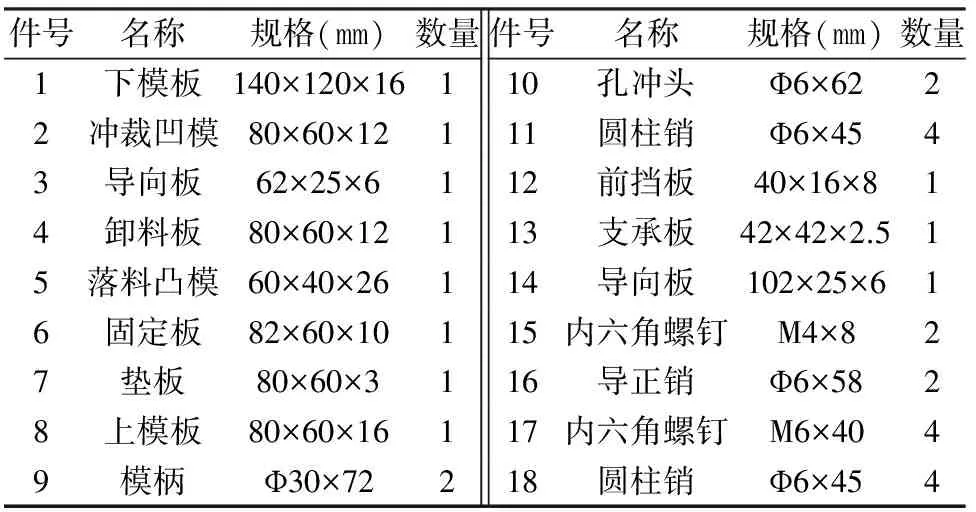
表1 冲裁模材料明细表
模具设计装配图如图2所示。
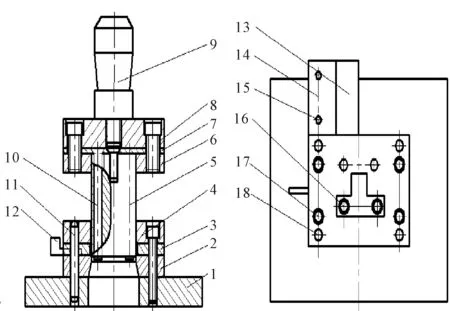
图2 装配图
4 模具零部件的加工
按要求完成模具部件零件图,经过指导教师的审核,达到设计图样要求。再根据零件图制定加工工艺,如图3所示,以凹模为例,确定各零部件加工工艺。凹模加工工步:
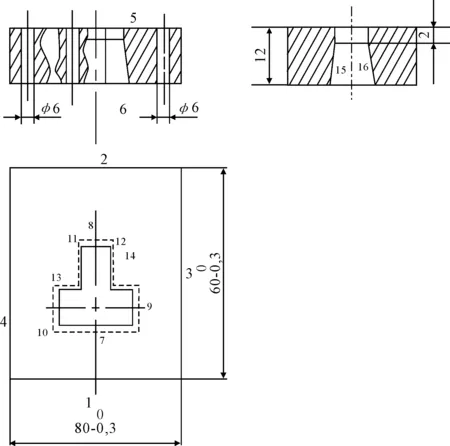
图3 凹模加工步骤
(1)加工基准面①达平面度要求;
(2)以平面①为基准加工平面②达尺寸精度要求;
(3)以平面①为基准加工平面③达要求;
(4)以平面③为基准加工平面④达要求;
(5)同样使平面均达图样要求;
(6)划凹模刃口部分加工线;钻孔、排料;
(7)以平面①为基准加工凹模刃口部分。
5 模具的装配与试模
5.1 模具的装配
完成模具零部件的加工后,根据图样要求进行装配,其装配工艺如下:
(1)按上模部分、下模部分进行组装;
(2)凸模与凸模固定板采用H7/m6过渡配合;
(3)按凸模配作凹模,保证配合间隙要求;
(4)卸料板模孔按凸模放大1mm配作加工完成后,先与凹模组装,钻销孔;
(5)凹模销孔与卸料板销孔配钻,配铰;
(6)上模部分组装后,用冲头在手动螺旋压力机上挤压凹模冲孔并加工;
(7)所有销孔、螺孔按图样要求配钻、配铰;
(8)表面光洁,无明显敲痕,棱边倒棱。
5.2 模具的试模
在完成模具的装配之后,指导教师检查模具装配质量,再在压力机上装夹模具进行试模,由于模具并没有进行热处理,只能用马粪纸代替钢板进行试冲,也可用相等厚度的铝板试冲,通过检查制件质量,评判模具制作是否合格,并对模具进行评分。
6 结束语
基于设计过程的模具制作实践,实践的过程就是模具设计与加工的过程,学生完全掌握模具是怎样生产的,从模具的设计、出图、加工、装配到试模,这一系列工艺过程,涉及到很多的专业理论知识和实践加工工艺技能,全面提升学生专业技术能力,达到与社会生产的无缝对接,使学生走上社会,顺应企业生产,胜任工作职能要求。
[1] 王芳.冷冲压模具设计指导[M].北京:机械工业出版社.
[2] 翁其金.冲压工艺与冲模设计[M].北京:机械工业出版社.
[3] 杨关全.模具设计与制造基础[M].北京:北京师范大学出版社.
(责任编辑:李文英)
Design & Implementation of Practical Training of Mould Manufacturing
YU Dezhi
(Wuhan Engineering Institute, Wuhan 430080, Hubei)
The focus of the higher vocational education is to train skilled personnel, and how to cultivate qualified personnel is one of the most important topics of vocational education. This requires that educators explore new ideas and methods constantly and perfect the teaching mode. The paper aims to elaborate the teaching process, help students to complete the whole process of mold design and manufacture, making the students completely involve themselves in production mode, improving students' learning ability and grasping the machining process and operation skills.
die design; technological process; mold manufacturing; processing; practical training
2014-10-27
2015-03-10
余德志(1966~),男,高级技师.E-mail:xsdz92@163.com
G712
A
1671-3524(2015)02-0102-03
猜你喜欢
模具制造(2022年2期)2022-03-25
金刚石与磨料磨具工程(2021年5期)2021-11-06
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
中国科技纵横(2015年1期)2015-12-27
中原工学院学报(2014年3期)2014-04-01
中原工学院学报(2013年1期)2013-12-20
