
基于CAXA的艺术陶瓷品异形曲面模具的加工
2015-06-23 13:55李小静冯立艳
唐山学院学报 2015年3期
李小静,冯立艳
(1.华北理工大学 机械工程学院,河北 唐山 063009;2.唐山工业职业技术学院,河北 唐山 063020)
基于CAXA的艺术陶瓷品异形曲面模具的加工
李小静1,2,冯立艳2
(1.华北理工大学 机械工程学院,河北 唐山 063009;2.唐山工业职业技术学院,河北 唐山 063020)
基于CAXA软件,对艺术陶瓷品石膏模具异形曲面进行造型设计,制作加工模具,进行加工仿真等。结果表明,借助CAXA解决了异形曲面模具加工过程中振动大、刀具干涉、表面粗糙等问题。
CAXA;艺术陶瓷品异形曲面;加工模具
0 引言
1 艺术陶瓷品模具及加工的特点
艺术陶瓷作品设计的曲线曲面非常复杂多变,手工拉坯再反求模具的工艺已经不能满足设计要求。而数控加工模具已属成熟的技术,只需要运用软件即可完成复杂曲面的编程。
1.1 模具分析
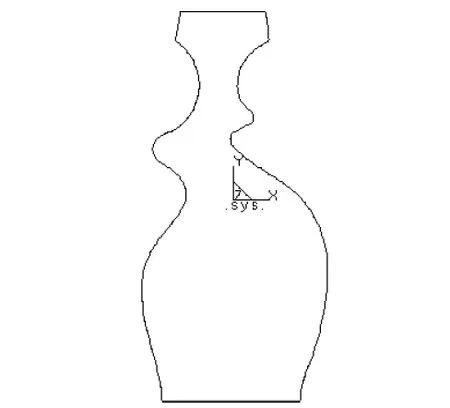
图1 产品模具
通过图1可看出,为达到艺术效果,产品模具曲线条的变换无规律可言,其特点是:拐点密集,圆弧段小而多,空间曲面曲率的变化也比较大。这在实体生成时就会形成许多以细小平面为单位的曲面,导致加工后产生形状误差和较大的表面粗糙度。图1中,模具的中部存在小圆弧过渡,中下部尺寸较深,因此刀具的选择要慎重,否则会出现刀具干涉等情况。
1.2 材料分析
模具材料为石膏,石膏是非常普遍的陶瓷注浆模具的材料,一般为白色粉状的晶体,也有灰色和黄色的结晶体,它属于单斜晶系,主要成分为硫酸钙。理论上石膏中水的含量为18.6%,但在实际的模具制作过程中水的比例要大得多,目的是为了获得一定流动性的石膏浆以方便浇筑,同时能获得表面光滑的模型。多余的水分在干燥后会留有很多的毛细气孔,使石膏模型具有吸水性。这一特点决定了在加工中不能使用切削液,高速度、大吃刀量的粗加工方式也不能应用于该模具加工中。
1.3 精度分析
因模具加工完成后要进行骨质瓷瓷品的生产,所以要求浇筑成型后的瓷品坯子表面具有一定的精度。若模具表面精度不够,就无法得到精度高的瓷品坯。因此,需要考虑模具的精度和表面粗糙度问题。
1.4 尺寸分析
模具的尺寸较深,最深的部位为120 mm,最浅部位为10 mm,形成了较大的尺寸落差。模具的曲面曲率大的部位和曲面曲率小的部位在加工中容易引起刀具干涉问题。选择刀具时需要两方面兼得,尽可能使用直径加大的刀具来加工,刀具的长度也要符合深度尺寸,避免撞刀。
(2)构建制度框架。市政府出台《关于全面推进预算绩效管理的意见》,要求全面推进预算绩效管理。市财政局印发《宜都市预算绩效管理操作规程》《关于开展预算绩效管理评价工作的通知》等9项预算绩效管理文件和办法,形成了涵盖目标管理、运行监控、绩效评价,进一步理顺了部门职责,规范了操作流程,明确了工作任务。
2 基于CAXA解决艺术陶瓷品模具异形曲面加工问题
2.1 CAXA软件曲面的设计与加工
CAXA制造工程师软件在曲面设计中有多种NURBS曲面造型手段,能够实现自由曲面造型[1],通过扫描、放样、旋转、导动等多种形式生成复杂的曲面,并且提供曲面线剪裁和面剪裁、曲面延伸、多张曲面间的拼接功能以及按照平均切失或选定曲面切失的曲面缝合功能。另外,还提供了强大的曲面过渡功能,能实现等半径或变半径的过渡。CAXA支持实体与复杂曲面混合的造型方法,提供艺术陶瓷品异形模具的曲面裁剪实体的功能,同时也有曲面加厚形成实体、闭合填充形成实体等功能。曲面和实体造型方法的完美结合,是制造工程师软件的一个突出特点,也正是基于这个特点,本项目选用CAXA软件来解决模具加工中遇到的问题。
CAXA软件具有7种粗加工、14种精加工、2种补加工、2种槽加工以及多轴加工功能[2],使用者可根据条件和要求选择适当的加工方法。
2.2 解决曲线曲面精度问题
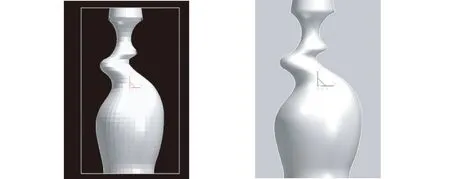
图2 曲面优化前 图3 曲面优化后
零件的曲线在设计中并没有采用公式曲线的方式设计,曲面的形成方法也是选用导动生成曲面的方式,因此模具的内腔必须靠曲面剪裁才能实现[3]。模具内腔精度与原曲面的精度有直接关系[4],要得到高精度必须保证两点:①曲线的绘制要尽可能做到光滑无棱。若采用圆弧连接的方式绘制曲线,在连接处要注意光滑过渡;若采用样条曲线绘制的话,就需要尽可能地将逼近点细化和精度化。②在曲面生成后采取曲面优化的方法。如图2和图3所示,分别是基础曲面优化前后的效果。通过对比可以看出,优化前的曲面明显粗糙,经过精度为0.01的优化,曲面的光整程度大为提高,这为模具的曲面精度提高打下基础。在绘制刀具轨迹时注意将起刀点和退刀点尽可能选取在曲面轮廓的圆弧方向或螺旋方向。
2.3 解决刀具干涉问题
刀具干涉是指刀具刃部切入(啃切)被加工曲面内,刀杆(非刀刃部位)与相邻加工表面以及相邻约束表面之间的碰撞。一般在加工曲面时容易出现刀具干涉,这是非常普遍的问题[5],也是最不容易解决的问题。刀具干涉多发生在曲面曲率突变的区域以及切线不连续和表面间隙等情况下。解决的方法是:在曲面曲率突变的区域采用较小直径的刀具单独加工,但前提是模具的大部分余料已经去除,否则会出现刀具因深度大而折断的现象。如图4所示,刀具的加工区域划分为两部分:一为大刀具、大切削量的Ⅰ部分,利用软件的自动加工可以看出用φ50的刀具加工120 mm深度的曲面效果。另一部分为Ⅱ,利用软件的自动加工看到用φ20的刀具加工38 mm深度的曲面效果。
分开加工后的刀具磨损小,机床振动小,曲面精度高。
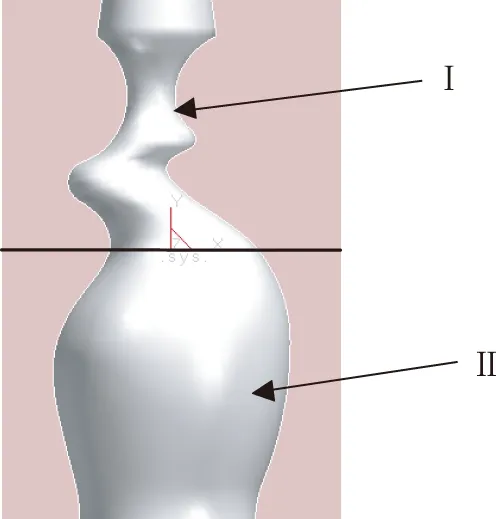
图4 加工区域
2.4 消除机床振动的合理加工参数
加工中出现机床振动的主要原因是刀具直径较小而长度长[6],模具的曲面深度大。解决方案为:采用多层切削,选择合适的切削速度。经过工艺的重新安排与轨迹生成后,跟踪机床振动与加工表面质量,探索出合理的加工参数。表1为加工方案修改前后参数选用的对比。
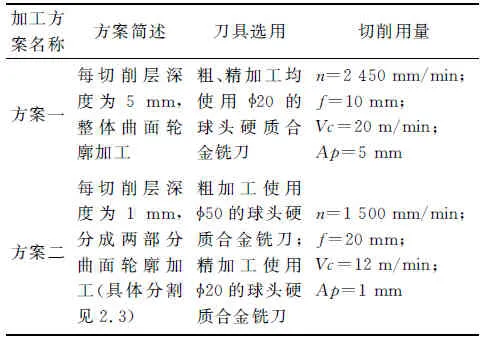
表1 加工方案参数选用
注:表中,n-主轴转速,f-进给量,Vc-切削速度,Ap-切削层厚度。
对加工过程中刀具的实际磨损情况进行监测[7]。从图5可清楚地看出,在加工5 h后,方案一的刀具出现了急剧磨损,刀具损坏,而方案二的刀具在进入5 h后稍有磨损。因此,两方案在刀具材料和尺寸相同的前提下,当加工参数选择不同时,会出现明显的优劣。表2也同样反映出表面质量的情况,将精加工的行距缩0.2 mm,就可以使加工质量提高两个等级。
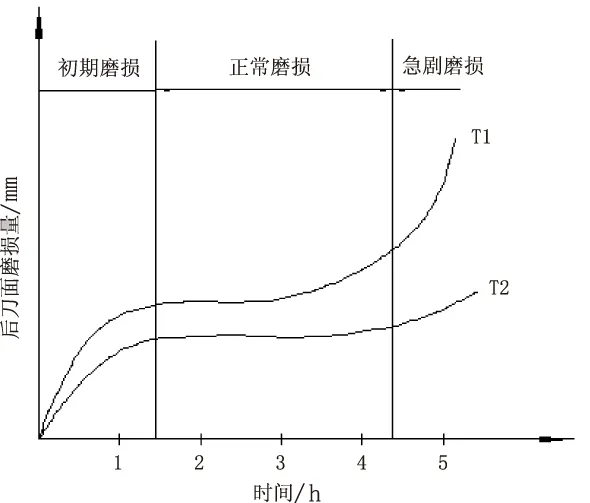
T1-方案一刀具;T2-方案二刀具
表2 不同加工方案的曲面表面质量
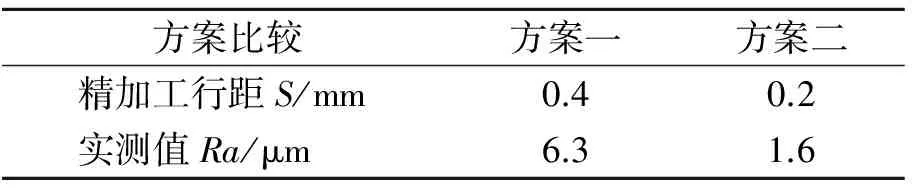
方案比较方案一方案二 精加工行距S/mm0.40.2 实测值Ra/μm6.31.6
通过以上数据监测可以看出,若想得到理想的曲面质量,在选取切削用量时要更精细化,粗加工不再注重大吃刀量、大进给量,而是选择小吃刀量快速进给,这样既可保证质量,也可延长刀具使用寿命[8]。
3 结语
基于艺术陶瓷品异形曲面复杂、石膏模具不易成形及难加工等因素,本文研究了在数控加工石膏模具的过程中,如何避免刀具干涉、振动大、质量差等问题。经过数据分析、监测等方法,采取优化生成曲面,粗加工分区域进行,合理选择匹配切削用量、切削速度等加工参数,圆满完成了模具的加工。
[1] 荣坦,宋杨,赵炜,等.CAXA制造工程师2004基础教程[M].北京:机械工业出版社,2005:146-178.
[2] 王春海.CAXA制造工程师与其他CAD/CAM系统的数据交换及刀具路径轨迹生成[J].机械设计与制造,2006(2):68-69.
[3] 卫科.CAXA制造工程师XP数控加工编程标准教程[M].北京:北京航空航天大学出版社,2003:275-296.
[4] Rafiq Ahmad, Stephane Tichadou, Jean-Yves Hascoet.New computer vision based Snakes and Ladders algorithm for the safe trajectory of two axis CNC machines[J].Computer-Aided Design,2012(5):355-366.
[5] 吴康福.对复杂曲面零件的数控自动编程[J].广西轻工业,2009(7):49-50.
[6] 张党飞.浅谈数控加工中刀具的特点及选择[J].制造业自动化,2011(5):145-148.
[7] Cui Gangwei.Geometric error compensation software system for CNC machine tools based on NC program reconstructing[J].The Ternational Journal of Advanced Manufacturing Technology,2012(6):45-47.
[8] 王振宁.CAXA制造工程师在模具表面精加工中的应用[J].模具工业,2010(7):70-72.
(责任编校:白丽娟)
Processing of Special-Shaped Curved Surface Machining Mould for Art Ceramics Based on the CAXA
LI Xiao-jing1,2, FENG Li-yan2
(1. College of Mechanical Engineering,North China University of Science and Technology, Tangshan 063009, China;2. Tangshan Industrial Vocational Technical College, Tangshan 063020, China)
The authors of this paper, based on CAXA, have designed a special-shaped curved surface plaster mold for art ceramics, made a processing mould, and performed machining simulation. The results show that this mould can solve such problem as much vibration, cutter interference and rough surface.
CAXA;special-shaped curved surface of art ceramics;machining mould
TH164
A
1672-349X(2015)03-0049-03
10.16160/j.cnki.tsxyxb.2015.03.017
猜你喜欢
数学年刊A辑(中文版)(2022年1期)2022-08-20
制造技术与机床(2019年11期)2019-12-04
数学大世界(2018年16期)2018-07-30
制造技术与机床(2017年7期)2018-01-19
卷宗(2017年16期)2017-08-30
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年5期)2017-07-20
汽车与安全(2017年3期)2017-04-26
发明与创新(2016年5期)2016-08-21
