
一种基于浮式LNG的预处理和液化流程模拟
2015-06-15 06:50曹文胜黄星鲁雪生
化工学报 2015年2期
曹文胜黄星 鲁雪生
(1集美大学机械与能源工程学院,福建 厦门361021;2 School of Engineering and Informatics,University of Bradford,West Yorkshire,Bradford BD7 1DP,UK;3上海交通大学制冷与低温工程研究所,上海200240;4福建省能源清洁利用与开发重点实验室,福建 厦门361021;5福建省清洁燃烧与能源高效利用工程技术研究中心,福建 厦门361021)
引 言
海洋中的天然气资源十分丰富,随着对海上深水气田的不断开发,新型油气田生产装置浮式液化天然气船 (FLNG,又称LNG-FPSO)的发展越来越受到重视[1]。预计2018年全球将有10余项大中型FLNG项目规划投产,主要集中在亚太地区,包括澳大利亚的 Prelude FLNG (3.5Mt·a-1),马来西亚的PFLNG1Sarawak (1.2Mt·a-1)和PFLNG2Sabah (1.5Mt·a-1),印度尼西亚的Abadi FLNG等。FLNG总产能预计至2020年将占全球新增 LNG 总产能的17%[2-3]。
我国的油气资源十分丰富,据预测,在总面积近2×106km2的南海海域中,天然气总地质储量约为16×109m3。尤其是南海153.7×104km2的深水海域,具有较大的油气资源潜力,其油气资源总量约占我国油气总资源量的1/3,开发前景辽阔[4]。虽然我国有着丰富的海上油气资源,但是其开发和利用仍处于起步阶段。
天然气的预处理和液化是天然气利用前的两个关键环节。而预处理是海上浮式LNG生产的首要环节,其净化效果对后续液化流程的运行产生直接影响[5]。目前,陆上LNG装置的预处理和液化工艺已经相当成熟,然而浮式LNG生产平台由于受到海上复杂海况的限制,其工艺的选择及设备的布置与陆上有很大的差别,目前该项技术研究仍处于起步阶段[6]。海上浮式天然气液化是一项繁杂的系统性工程,对工艺及装置有着特殊的要求,具有安全性高、波浪晃动影响小、安装空间有限、设备布局复杂等特点[7]。因此,符合岸上LNG工厂的液化流程一般不能满足此需求,在设计液化工艺时,尤其要考虑海上作业环境 (如海上风浪)对分离过程的影响[8]。
海上天然气开发是未来能源利用的重点领域。本文的主要工作是研究适合于海上浮式LNG生产平台的预处理与液化流程,为今后的海上天然气利用提供参考和借鉴。
1 变压吸附 (PSA)预处理
天然气中的原料气预处理方法主要有吸收法、膜分离法、变压吸附法。其中吸收法由于装置占地面积大,且存在溶剂随船体晃动的问题,不利于安全性,因此不适合海上作业。膜分离法由于吸附膜价格昂贵,不利于经济性,且膜性能不稳定,需要与其他工艺联用,也不适合海上作业。考虑到海上作业的特殊环境,选择工艺流程简单、安全性高、自动化程度较高的变压吸附分离法 (PSA)作为浮式LNG预处理流程的工艺方法。天然气原料气中含有多种杂质,本研究主要针对杂质中的CO2和N2进行变压吸附法的去除。
变压吸附过程中,选择活性炭作为CO2的吸附剂,这是由于在活性炭吸附剂中运用的是平衡分离原理,吸附性能CO2>CH4>N2,被吸附的是CO2气体。采用分子筛作为N2杂质的吸附剂,这是由于在分子筛吸附剂中采用的是动力学效应,而N2扩散速率远大于CH4扩散速率,因此被吸附的是N2。由于在两层吸附剂中溢出的都是CH4产品气,这就使得CH4可以在基本保持吸附压力的情况下连续输出,省去抽真空步骤,节省了动力过程的费用。
1.1 数学模型
采用 Aspen One V7.1版 本 中 的 Aspen Adsorption模块,该模块是Aspen Tech公司专门为模拟吸附过程而开发的。为简化计算,做如下假设:
(1)模拟过程中的气体为理想气体,采用理想气体状态方程;
(2)采用线性推动法 (LDF)作为动力学模型;
(3)采用Langmuir吸附等温线模型;
(4)忽略床层轴向及径向物质扩散、浓度、温度、压力变化;
(5)采用Ergun Equation动量平衡方程计算床层压力;
(6)颗粒相传质以孔扩散模型表示。
假设气相和固相之间只存在对流传质,传质阻力以线性推动力描述,用一个总的传质系数MTC来表示阻力相,传递过程中没有积累,传递速率与吸附速率相等,则其模型由Langmuir吸附等温线方程进行描述[9]

式中,qi为组分i的吸附量,mol·g-1;q*i为组分i的饱和吸附量,mol·g-1;MTCi为组分i的传质系数,s-1。
等温线采用Langmuir模型[10]

式中,IPi为组分i等温线参数;pi为组分i的分压,Pa。
1.2 参数设置
气源采用简化的条件,见表1[11]。将吸附床分为两层,下层以活性炭为吸附剂,用以吸附分离CO2;上层以分子筛为吸附剂,用以吸附分离N2。
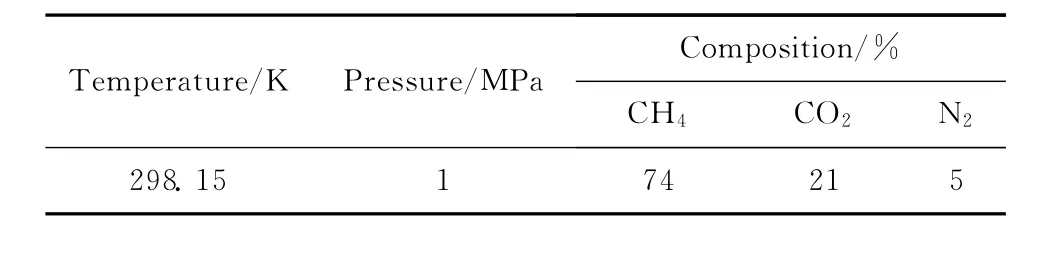
表1 简化的气源条件Table 1 Simplified gas supply condition
出于对变压吸附过程中能耗的考虑,设定吸附压力为1MPa,脱附压力为0.1MPa,温度为298.15K。吸附床下层活性炭吸附参数见表2[12],上层分子筛吸附参数见表3[13]。
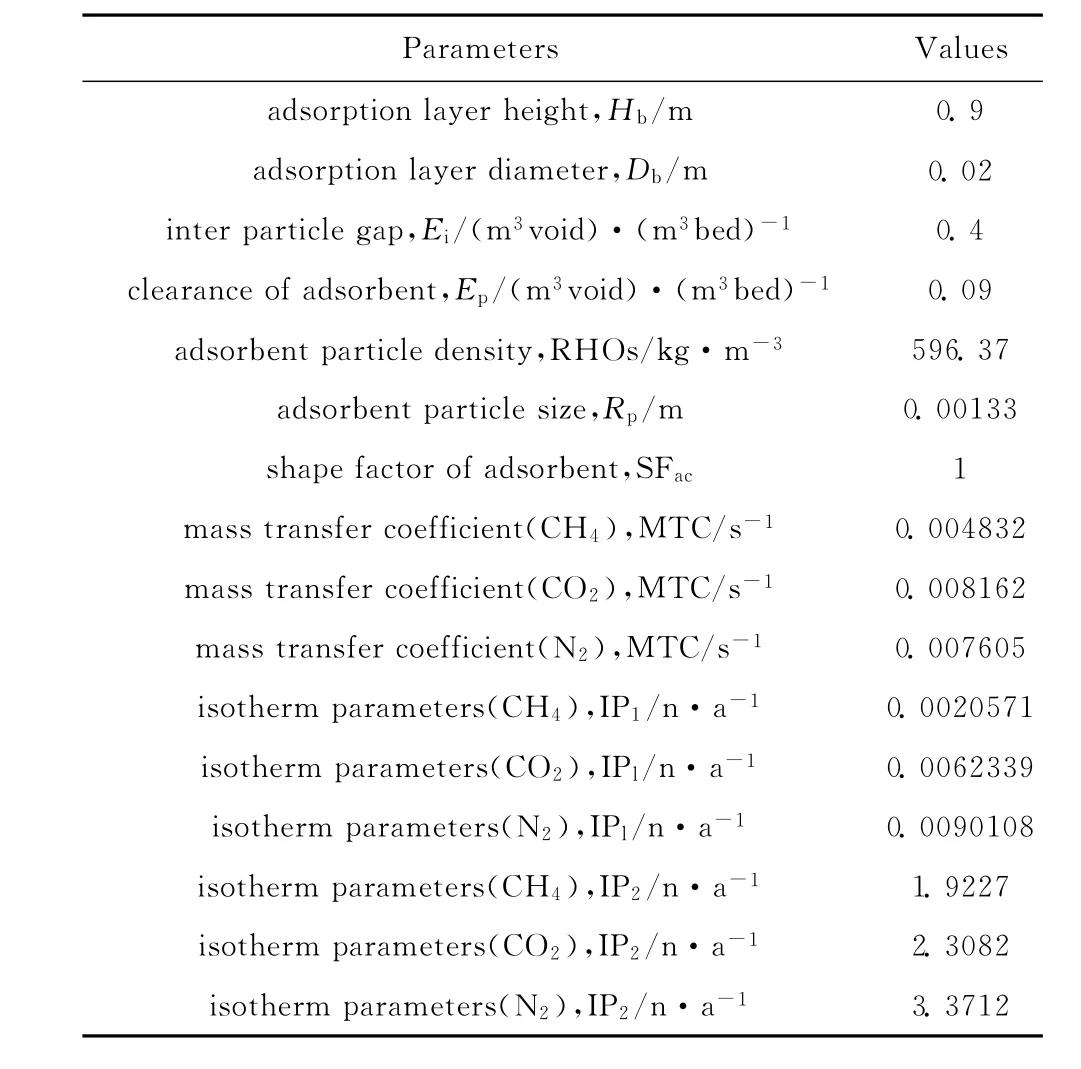
表2 下层活性炭吸附参数Table 2 Adsorption parameters of active carbon in lower layer
1.3 工艺流程
早期变压吸附为双塔流程,但是简单工艺流程产品组分的回收率低,产品气损失大。目前变压吸附过程以四塔流程或者多塔流程居多。随着塔数的增多,回收率增大的比率减少,成本增加,占地面积增大。本工艺借鉴典型的四塔变压吸附,由于每个吸附塔进行的变压吸附工艺相同,现以单塔作为模型,如图1所示。
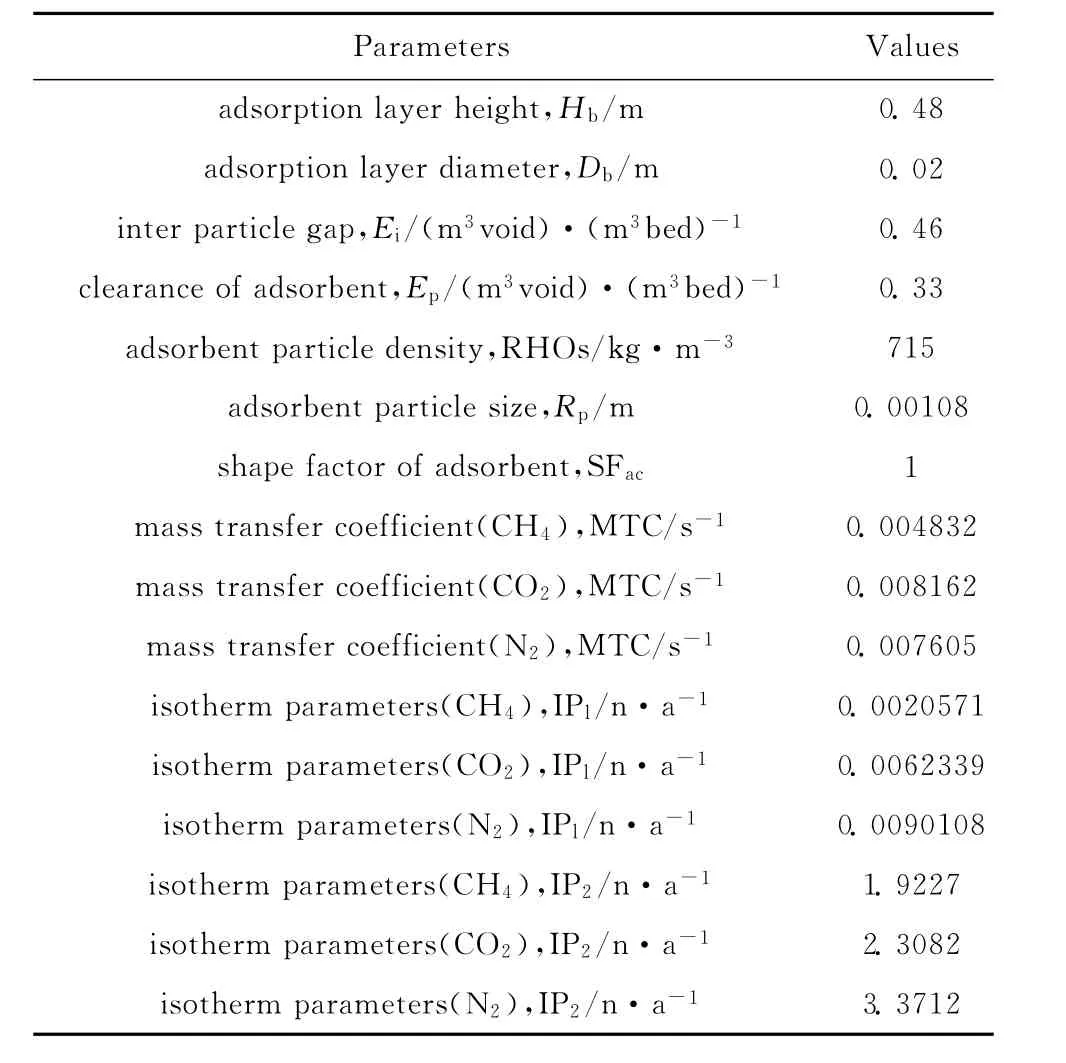
表3 上层分子筛吸附参数Table 3 Adsorption parameters of molecular sieve in upper layer
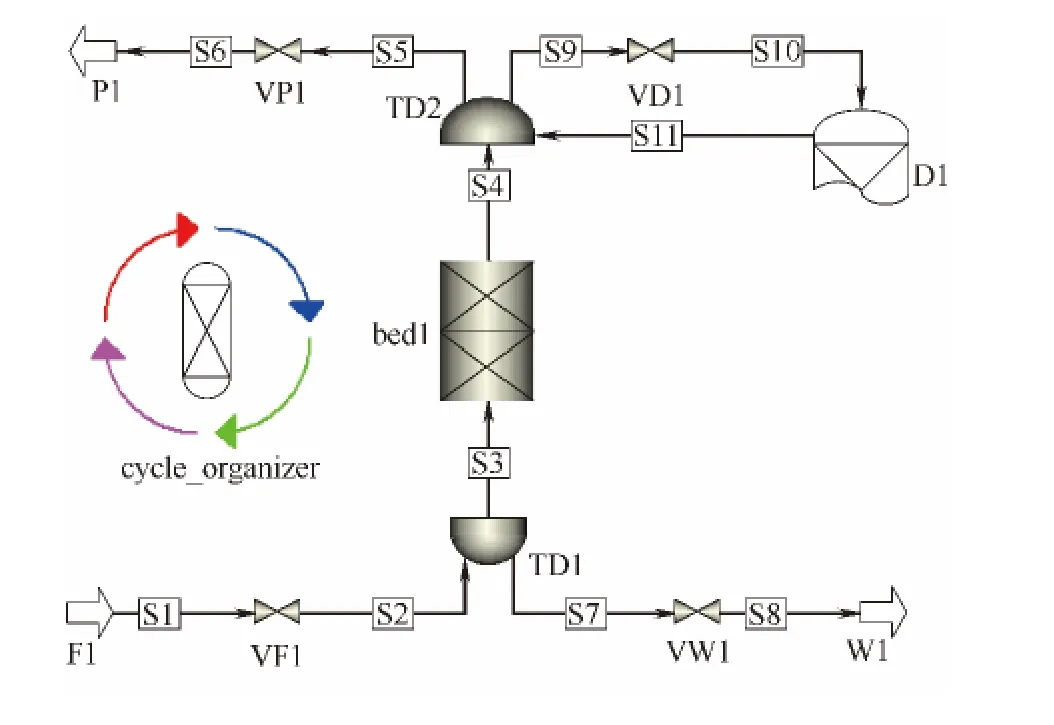
图1 单塔变压吸附流程图Fig.1 Single column PSA flow chart
在Aspen Adsorption模拟吸附过程中,选用Dynamic模式,通过对模块参数的指令设定,利用软件中的循环控制器,调整各吸附步骤的控制时间(主要是控制阀门的开关进行),使床层出口气体纯度达到较高的值,同时观察床层压力和温度的变化对产品气纯度及回收率的影响,实现变压吸附过程的动态模拟。
1.4 结果分析
变压吸附过程中压力的变化情况如图2所示。设定过程时间为5600s。完成一个循环的时间约为800s。
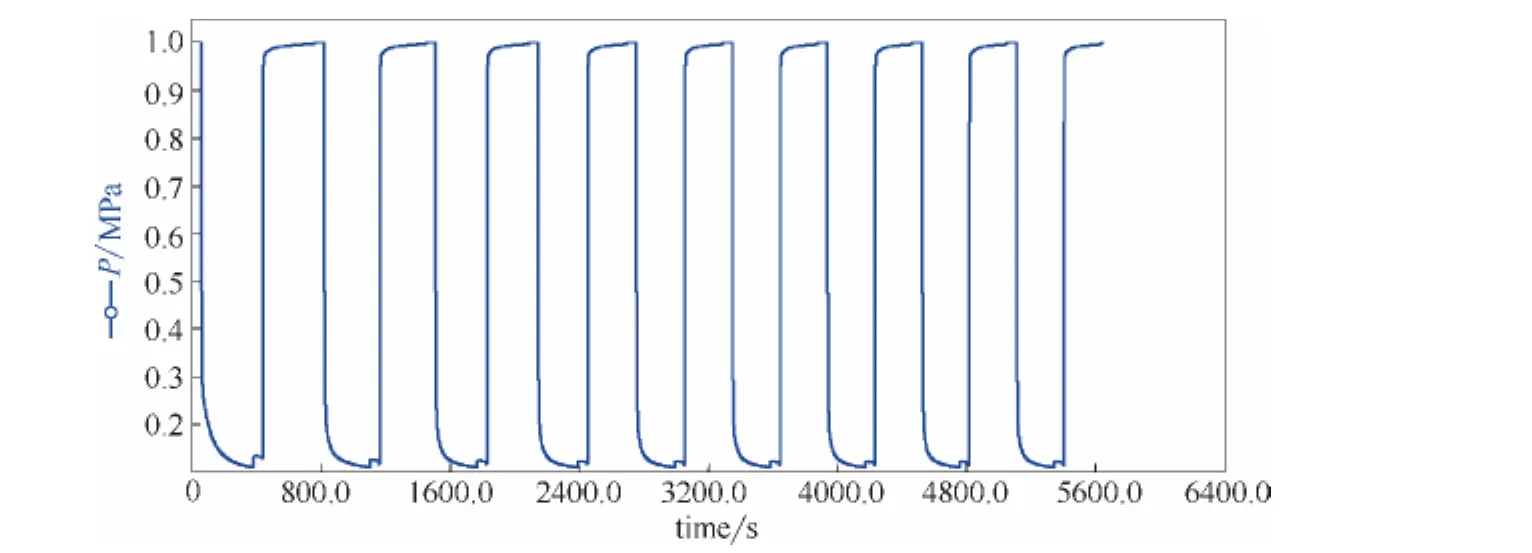
图2 压力随时间的变化Fig.2 Change of pressure with time
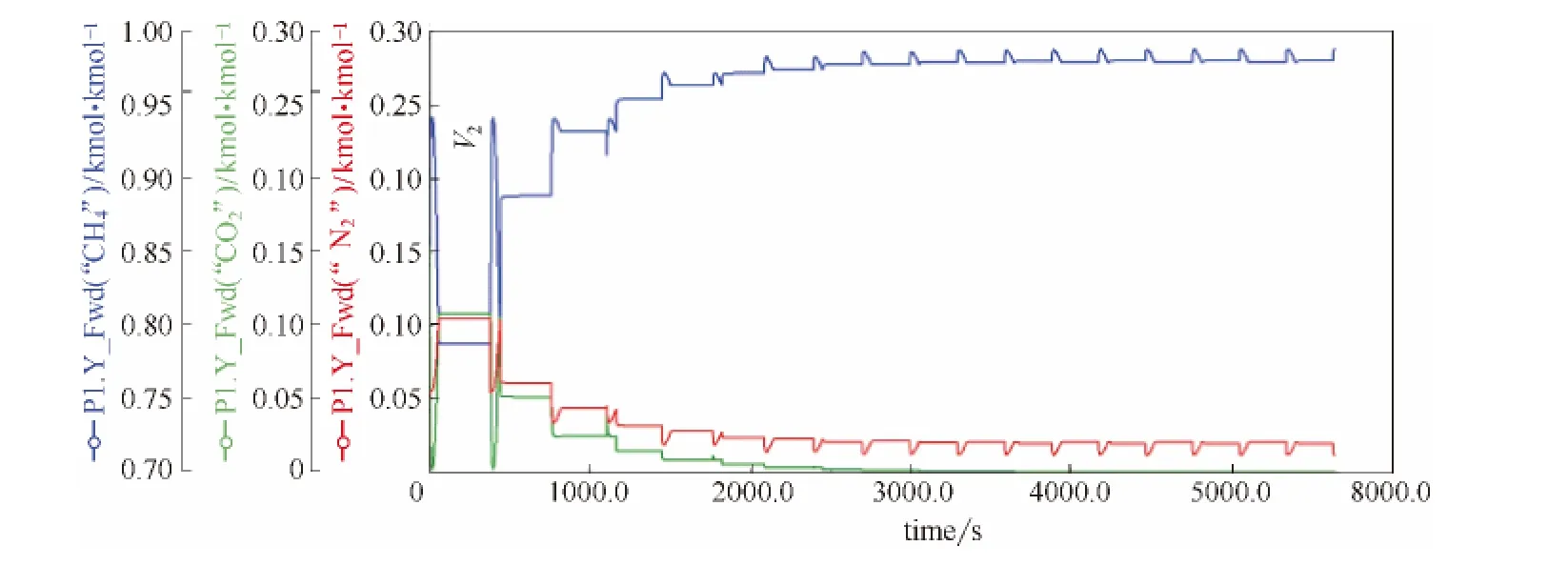
图3 气体浓度随时间的变化Fig.3 Gas concentration change with time
变压吸附过程中3种气体的浓度随时间的变化如图3所示。随着变压吸附循环过程的进行,混合气中的CH4气体分数不断升高并被富集,CO2和N2则不断被吸附,浓度降低。前6个循环由于装置中存在残留空气导致吸附的不稳定,而在第7个循环后装置中的空气基本排出,吸附过程逐渐达到稳定,各气体浓度的变化不再明显。稳定时CH4浓度接近98% (mol),CO2浓度小于50mmol·kmol-1,N2浓度降低到2% (mol),达到净化标准,成功分离出CH4产品气。
图4表示在下层 (活性炭吸附层)中各组分气体浓度随吸附层高度的变化情况。随着吸附床层高度的增加,CO2在活性炭吸附层中逐渐被吸附,浓度降低,而N2与CH4的浓度从床层底部沿塔轴向上逐渐增大。该过程中成功分离了CO2杂质,未被分离的组分将在下一层中继续分离。
图5表示在上层 (分子筛吸附层)中各组分气体浓度随吸附层高度的变化情况。随着吸附层高度的增加,N2在分子筛层中逐渐被吸附,而CH4浓度则不断升高。该过程中N2浓度降低至0.1%(mol),成功获得CH4产品气。
通过对双层变压吸附过程的模拟,成功分离出了CH4产品气,其回收率达到91%,CO2与N2两种气体基本全部附着在吸附层,为后续的解析再利用提供良好的气源基础。四塔PSA工艺能耗低,与传统液体吸收净化方法相比,其全气体运行避免了液体吸收剂随波浪晃动的缺点,可以满足海上天然气预处理的要求。
2 CO2预冷空气膨胀液化流程
目前国际上主要的浮式LNG生产工艺为氮膨胀、混合冷剂、联级式。但是其中任何一种工艺都有其缺点,不能完全符合海上作业的要求。氮膨胀循环液化工艺制冷循环量大,制冷效果一般;混合制冷剂制冷工艺效率高,但是制冷剂工质为液体,其液体晃动的可能性降低了海上作业的安全性;联级式制冷工艺制冷效率最高,处理气量最大,但是其与混合制冷剂制冷工艺一样,存在液体制冷剂,并且装置占地面积大,海上适应性较差。表4[14]列举了主要的浮式LNG生产工艺。
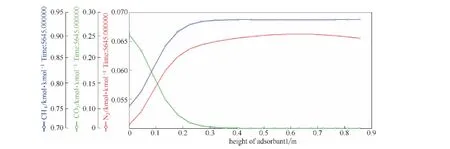
图4 活性炭中气体浓度随床层高度的变化Fig.4 Change of gas concentration in activated carbon with height of bed
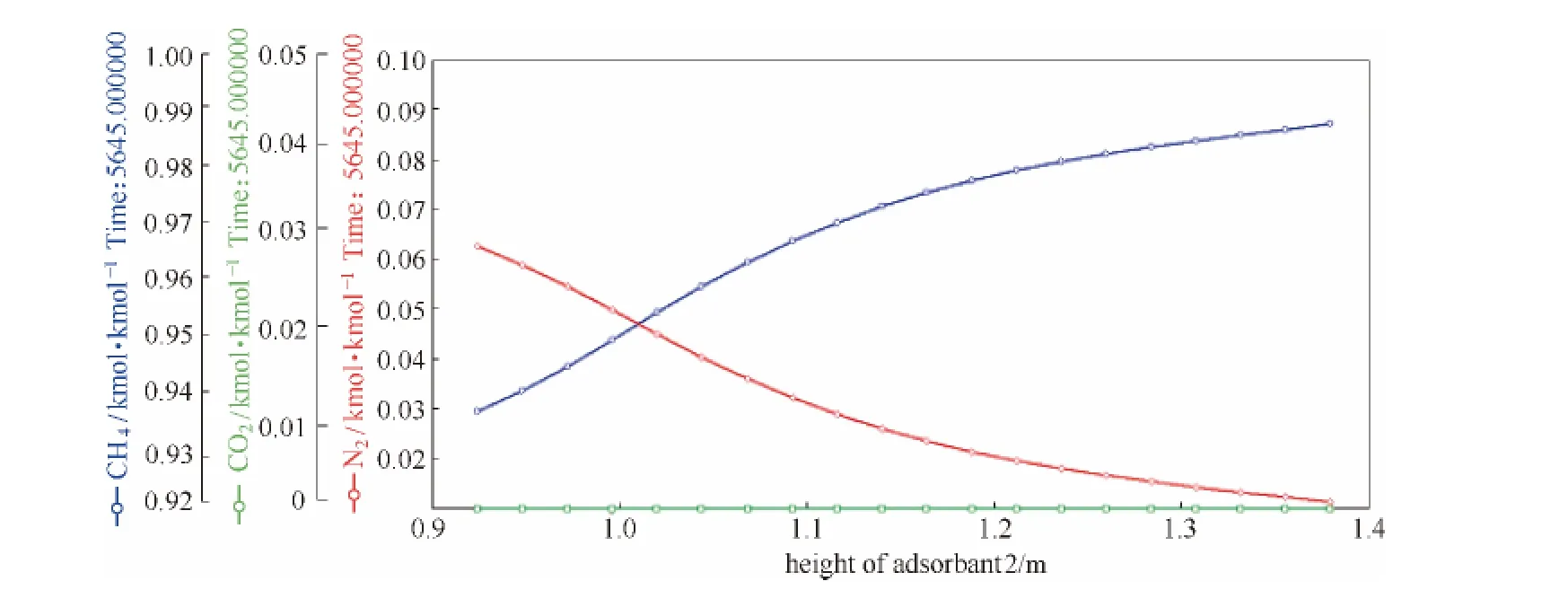
图5 分子筛中气体浓度随床层高度的变化Fig.5 Change of gas concentration in molecular sieve with height of bed
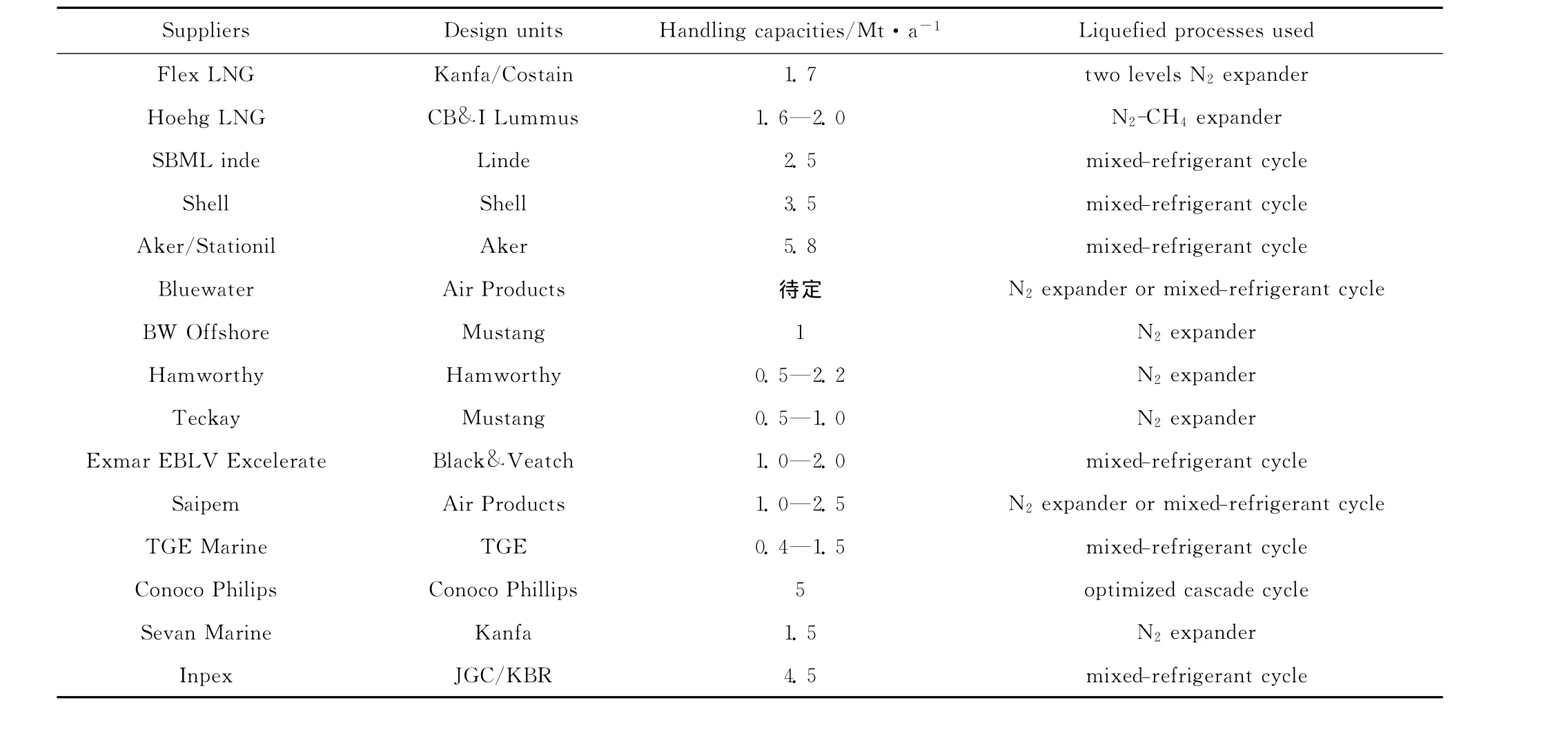
表4 国际上主要浮式LNG生产工艺Table 4 International main floating LNG production processes
为了适应海上作业装置紧凑性高、安全性好、操作连续性强的特点,就需要结合各种天然气液化工艺的特点,通过流程的调整组合,根据模拟结果优选出最适合的工艺[15-20]。本文设计了一种新型CO2预冷空气膨胀液化流程作为浮式LNG天然气液化的工艺方法。采用HYSYS软件进行模拟计算。
2.1 模拟基础数据
模拟原料气组分来源以我国南海某气田的天然气组分为例:
(1)预处理后的天然气组成 (以摩尔分数计)为:甲烷89.9%、乙烷5.8%、丙烷2.2%、丁烷0.5%、 异 丁 烷 0.4%、 戊 烷 0.2%、 异 戊 烷0.2%、己烷0.2%、庚烷0.2%、氮气0.4%;
(2)天然气入口处压力为5MPa,温度为35℃;
(3)水冷却器压降为50kPa,出口温度为32℃;
(4)LNG的储存压力为0.2MPa;
(5)状态方程为Peng-Robinson;
(6)压缩机等熵效率设定为0.75,增压透平膨胀机等熵效率设定为0.8;
(7)忽略系统热损失。
2.2 液化流程及过程分析
CO2预冷空气膨胀液化流程如图6所示。液化流程分为3部分,分别是CO2预冷循环、空气膨胀制冷循环和天然气液化。天然气液化管路中,净化后的天然气依次通过LNG换热器exchanger 1和exchanger 2,降温至-141℃后,节流至0.2MPa的天然气储罐V1。挥发气BOG返回LNG换热器exchanger 2,以回收部分冷能。在CO2预冷循环中,CO2经过两级压缩降温节流至-45.64℃,为制冷剂与天然气预冷。
液化流程中的冷量由CO2预冷及空气膨胀制冷循环提供,空气制冷剂经过两级压缩中间水冷后,流经换热器exchanger 1冷却降温,经分流器分流成两股,其中一股经过膨胀机膨胀降至低温-138.3℃,与后续返流气共同为换热器exchanger 1提供冷量,另一股降温节流至-144.5℃,为LNG换热器exchanger 2提供冷量。流程中空气制冷剂及CO2预冷剂各状态点的参数见表5、表6。

表5 空气循环参数Table 5 Air cycle parameters
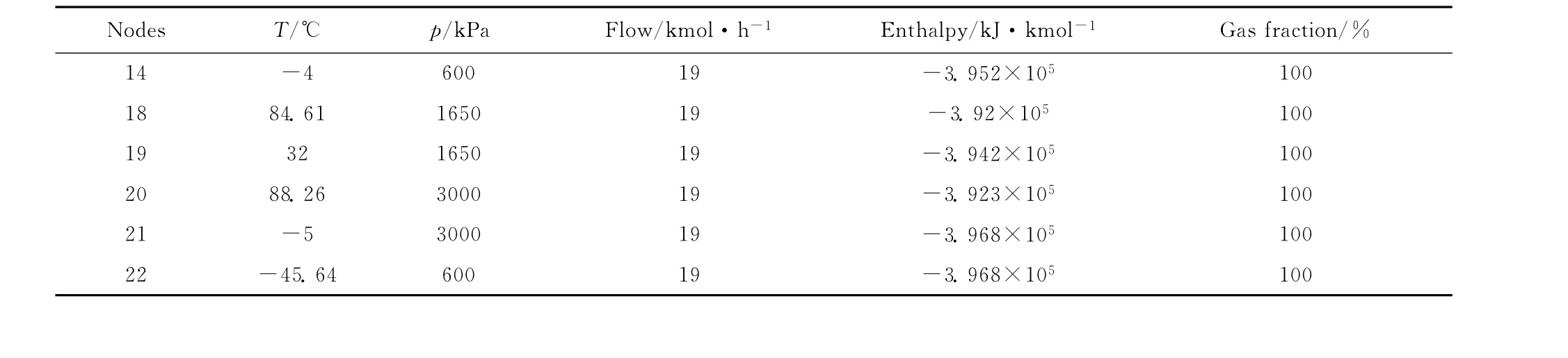
表6 CO2循环参数Table 6 CO2cycle parameters

图6 CO2预冷空气膨胀液化流程图Fig.6 CO2pre-cooling air expander cycle
由表5及表6可得,在预冷剂及制冷剂循环过程中,没有液体的产生,因此该工艺的安全性高。
2.3 结果分析
液化流程的性能参数见表7。LNG换热器1和2的冷热流体换热负荷-温度分布曲线如图7、图8所示。

图7 LNG exchanger 1的换热负荷-温度分布曲线Fig.7 Heat transfer load-temperature distribution curve in LNG exchanger 1

图8 LNG exchanger 2的换热负荷-温度分布曲线Fig.8 Heat transfer load-temperature distribution curve in LNG exchanger 2
从以上结果可以得出,新型CO2预冷空气膨胀式液化流程的液化效率为91%,单位产品能耗为0.85kW·h·m-3;对比于传统的丙烷预冷氮膨胀液化流程、双氮膨胀液化流程,该新型液化流程没有可燃液体丙烷的存在,并且省去了氮气的制取运输问题;流程简单易操作,装置占地面积小;流程中没有液体制冷剂的存在,安全性高;冷热流体间的换热温差较小;装置的比功耗稍高。海上天然气液化流程中功耗不是最重要的考虑因素,因此,该工艺流程适合于海上运行。
3 结 论
浮式LNG船体要求装置设备紧凑性高,安全性好,能够适应海上风浪导致的船体晃动。本文针对海上天然气利用前的两个重要环节,预处理和液化流程进行了模拟研究。
(1)变压吸附法由于占地面积小、装置紧凑性高、操作连续性强等特点,是最适合于海上作业的净化方法之一。
(2)将变压吸附中的吸附床分成两层,第一层活性炭去除CO2,第二层分子筛去除N2,通过模拟成功分离出了CH4产品气,回收率达91%,同时可以得到高纯度的CO2和N2。
(3)新型海上天然气液化工艺选择CO2作为预冷剂,选择空气作为液化制冷剂,通过模拟液化率为91%,单位产品能耗为0.85kW·h·m-3。该流程最大的特点是主流程中不含液态制冷剂,适合于海上晃动的LNG平台。

表7 液化流程性能参数Table 7 Liquefied process performance parameters
(4)原料气进气温度愈低,则流程能耗越低,可取深海中的低温海水对原料气进行冷却;CO2节流至-43~-48℃不会形成干冰。
[1] Wang Qing (王 清),Li Yuxing (李 玉 星),Xie Bin (谢彬),Yu Xichong (喻 西 崇).Adaptability evaluation of mixed refrigeration liquefaction process for large scale FLNG topside[J].OceanEngineeringEquipmentandTechnology(海洋工程装备与技术),2014,1 (1):43-49.
[2] Barend Pek.Shell's FLNG journey//SHELL-CNPC Master Class Forum on Deepwater &FLNG[C].Beijing,2013.
[3] Parsons W.Resources &energy LNG export projects[J].LNGJournal,2014,(3):61.
[4] Fang Huacan (方 华 灿 ). The floating multi-function platform of producing LNG used for exploitation of offshore gas field[J].ChinaOffshorePlatform(中国海洋平台),2013,28 (2):1-12.
[5] Wang Junmei(王俊美),Jin Haigang (金海刚),Zhang Daoguang(张道光),Bu Xiaoling(卜晓玲),Chen Jinhua(陈金华).Study on natural gas dehydration for floating LNG plant[J].NaturalGasChemicalIndustry(天然气化工),2013,38 (3):62-66.
[6] Zhang Chun (张春),Tang Jianfeng (唐建峰),Li Yuxing(李玉星),Lin Riyi(林日亿),Wang Shengji(王盛吉).Adaptability analysis of offshore floating LNG pretreatment process system [J].Gas&Heat(煤气与热力),2011,31(2):5-9.
[7] Gu Anzhong (顾 安 忠 ).LNG Technical Manual [M].Beijing:Machinery Industry Press,2010:112-115.
[8] Yang Jinhua (杨金华),Zhu Guiqing (朱桂清),Zhang Huanzhi(张焕芝),Li Xiaoguang(李晓光),Guo Xiaoxia(郭晓霞),Zhang Huazhen(张华珍),Hao Hongna(郝宏娜).Frontier technologies that influence future oil and gas exploration and development[J].OilForum(石油科技论坛),2014,(2):51-52.
[9] Olajossy A,Gawdzik A,Budner Z.Methane separation from coal mine methane gas by vacuum pressure swing adsorption [J].ChemicalEngineeringResearchand Design,2003,81 (4):474-482.
[10] Ribeiro R P,Sauer T P,Lopes F V.Adsorption of CO2,CH4and N2in activated carbon honeycomb monolith [J].Chem.Eng.Data,2008,53 (10):2311-2317.
[11] Tang Jianfeng (唐建峰),Zhang Chun (张春),Guo Qing(郭清),Li Yuxing (李玉星),Lin Riyi(林日亿),Yu Xichong(喻西崇).Offshore floating LNG acid gas removal process technology[J].ChemicalIndustryandEngineering Progress(化工进展),2011,30 (10):2178-2183.
[12] Liu Tao (刘涛).Study on new purification technology in biogas by pressure swing adsorption [D].Guangzhou:South China University of Technology,2013.
[13] Cavenati S,Grande C A,Rodrigues A E.Separation of CH4/CO2/N2mixtures by layered pressure swing adsorption for upgrade of natural gas [J].ChemicalEngineering Science,2006,61 (12):3893-3906.
[14] Zhu Jianlu (朱 建 鲁 ),Li Yuxing (李 玉 星 ),Wang Wuchang(王武昌),Liu Yonghao (刘永浩),Xie Bin (谢彬),Yu Xichong (喻西崇).Optimal selection of natural gas liquefaction process for an LNG-FPSO unit[J].Natural GasIndustry(天然气工业),2012,32 (3):98-104.
[15] Ju Yonglin(巨永林),Gu Yan (顾妍),Li Qiuying (李秋英).Comparison analysis on key technologies of LNG-FPSO[J].CIESCJournal(化 工 学 报),2009,60 (Suppl.):27-34.
[16] Zhu Jianlu (朱 建 鲁 ),Li Yuxing (李 玉 星 ),Wang Wuchang(王武昌),Liu Yonghao (刘永浩),Xie Bin (谢彬),Yu Xichong (喻西崇).Reliability experiments in a cold box with nitrogen expansion liquefaction process running under sloshing conditions[J].CIESCJournal(化工学报),2013,64 (4):1183-1190.
[17] Cao Wensheng (曹文胜),Lu Xuesheng (鲁 雪 生),Gu Anzhong (顾 安 忠 ), Wang Rongshun (汪 荣 顺 ).Simulation of small-scale natural gas liquefaction flows in skid-mounted package [J].JournalofChemicalIndustry andEngineering(China)(化工学 报),2006,57 (6):1290-1295.
[18] Cao Wensheng, Lu Xuesheng, Lin Wensheng, Gu Anzhong.Parameter comparison of two small-scale natural gas liquefaction processes in skid-mounted packages [J].AppliedThermalEngineering,2006,26 (8/9):898-904.
[19] Cao Wensheng (曹 文 胜 ),Wu Jiying (吴 集 迎 ),Lu Xuesheng (鲁 雪 生 ),Lin Wensheng (林 文 胜 ),Gu Anzhong(顾 安 忠).Thermodynamic analysis on mixed refrigerant cycle of small scale natural gas liquefaction process in skid-mounted package[J].JournalofChemicalIndustry andEngineering(China)(化工学报),2008,59 (S2):53-59.
[20] Cao Wensheng (曹文胜),Lu Xuesheng (鲁 雪 生),Lin Wensheng(林文胜),Gu Anzhong(顾安忠).Natural gas purification and liquefaction process of small-scale LNG project in skid-mounted package[J].CIESCJournal(化工学报),2009,60 (Suppl.):100-105.
猜你喜欢
当代化工研究(2022年3期)2023-01-18
电气技术(2022年4期)2022-04-28
化工设计通讯(2020年1期)2020-03-04
建材发展导向(2019年10期)2019-08-24
中国设备工程(2019年6期)2019-01-17
石油化工建设(2018年2期)2018-07-11
化工设计通讯(2017年6期)2017-03-02
制冷技术(2016年2期)2016-12-01
通信电源技术(2016年4期)2016-04-04
电器工业(2016年8期)2016-03-08
