
1MN叠加式力标准机技术改造
2015-06-09 23:29:02王烨宇王寿安李伟哲谈云峰吴新华
计量技术 2015年1期
王烨宇 王寿安 李伟哲 谈云峰 吴新华
(中国飞机强度研究所七室,西安 710065)
1MN叠加式力标准机技术改造
王烨宇 王寿安 李伟哲 谈云峰 吴新华
(中国飞机强度研究所七室,西安 710065)
新型叠加式力标准机由于设计制造时未能有效考虑计量工作的实际状况,造成计量工作中的诸多不便,为使设备达到实际需求,经过计量人员集体讨论并结合各位专家建议进行结构改进,实现了设备投入正常工作。
叠加式力标准机;压电陶瓷力发生装置;传力回形框架
0 引言
叠加式力标准机是一种运用了压电陶瓷力发生装置和微机控制技术的比对法测力设备。其特点是工作精度高、力值稳定准确、结构简单、使用方便和效率高、生产成本低等。但由于设计制造时未能充分考虑计量工作的实际需求,造成计量时标准测力仪安装不方便,拉压换向难操作,卸载时不能回零,安装空间不足等缺陷。为此,计量部门通过多次方案论证、技术改造,实现了叠加式力标准机高效、方便、稳定的正常运行。
1 工作原理
叠加式力标准机是利用力源对串联同轴安装的标准测力仪(传感器)和被检测力仪(传感器)施加负荷,根据配套标准测力仪来确定被检测力仪的各项计量性能指标的标准测力装置。由于作为承载和测力元件的测力仪受到的负荷是弹性力,所以在选用了足够高精度的标准测力仪之后,力源施力装置能够控制作用于传感器上的微量位移能力决定着力标准机的力值计量精度和使用性能。
叠加式力标准机的力源施力装置设计成由粗加载和精密加载两个有机部分组成的系统,分别通过控制较大位移完成施加某级载荷的大部分任务和通过控制微量位移实现力值的精确控制。粗加载系统是采用普通机械或液压传动方式产生位移对测力系统施加负荷的装置,精密加载则由压电陶瓷力发生装置完成。压电陶瓷力发生装置是根据物理学中的逆压电效应原理,运用压电陶瓷材料,使用专门的工艺方法制作成的施力装置。作为力值精密调节器,它与标准测力仪和被测测力仪一起串联安装于测力系统中。当力标准机工作时,在施加粗负荷后,通过特殊研制的控制装置控制施加于压电陶瓷力发生装置上的电场强度,改变它产生的微小变形量,从而达到精密控制调节力值的目的。控制装置运用微型计算机和微电子控制技术,以标准测力仪的输出作为反馈信号,实现对施加负荷和力值稳定调节的闭环自动控制和工作过程自动化。由于压电陶瓷力发生装置可以产生易于控制的非常微小的位移量作用于测力系统中,通过微机自控技术精密跟踪标准力值,实现了精确施加力值和长时间保持稳定不变的目标。同时,由于运用上述先进技术,简化了设备的结构,实现了工作过程自动化,使设备工作精度、效率和可靠性大幅度提高,成本显著降低,操作十分方便。叠加式力标准机系统组成原理框图如图1所示。
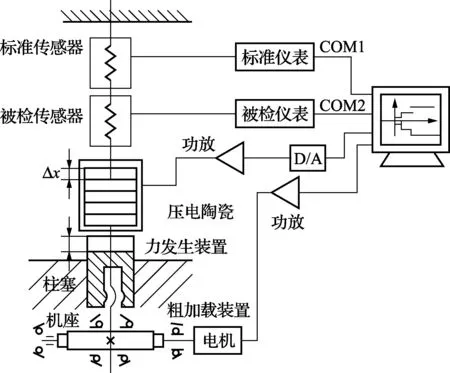
图1 叠加式力标准机系统组成原理框图
2 主体结构
叠加式力标准机可以分成四个组成部分,即主机、压电陶瓷力发生装置、微机控制系统、工作仪表及数据处理系统。其中主机包括机架(机器的结构主体)、驱动机构(用以实现粗加载的传动系统);微机控制系统即由计算机以及相关控制卡组成的控制系统;工作仪表包括配套标准测力仪(标准传感器和指示仪表)和被检测力仪。
2.1 主机
力标准机的主机是负荷的承受体和施力执行装置。标准的和被检的测力仪正确地安装于主机上之后,由微机控制系统控制施力执行机构工作,以完成测力试验任务。主机的机架必须在规定的负荷范围内能够保证测力仪的正确受力作用位置,以保证测量精度。
主机中的驱动机构是力标准机粗加载过程的执行机构。
2.2 压电陶瓷力发生装置
压电陶瓷力发生装置是叠加式力标准机的力值加载核心部件。
压电陶瓷力发生装置作为力标准机中的精密加载部分,用以执行控制器的精细力值调节信号,完成力值的高精度快速跟踪稳定。该装置是建立在逆压电效应原理基础之上的。它是一个整体封闭式独立器件,一般来说,其基本外形尺寸大小与相应载荷级别的柱式负荷传感器相比,轴向尺寸小一些,但为安装需要,径向尺寸稍大。压电陶瓷力发生装置的使用,通常与标准传感器串接在一起,避免经常拆卸,防止碰撞。
2.3 控制器(微机控制系统)
控制器亦即微机控制系统,它是力标准机工作的控制中心。机器的工作过程由它按照预先编制好的程序和参数控制实现,并完成数据处理。微机控制系统的主要部分是伺服电机控制卡以及A/D转换卡。伺服电机控制卡主要是通过微机编程控制,完成伺服电机的控制;A/D转换卡通过微机编程控制输出电压,进而控制作用于压电陶瓷力发生装置上的电场强度大小,改变其产生的变形量,从而实现对力值的精密跟踪控制。
2.4 工作仪表
工作仪表是用来测量力值大小和力机工作状态的传感器和指示仪表。叠加式力标准机的工作仪表包括配套的标准仪表和被检仪表。标准仪表的性能精度决定了力标准机的工作测量精度,包括力值的准确度和重复性。
2.5 数据处理系统
微机控制软件按照国家标准规定的方法和格式自动对实验数据进行处理、显示、存贮和打印。具有方便、直观、准确、快速、标准和便于存贮的数据处理效果。
3 1MN叠加式力标准机原工作状态
3.1 改造前现状及存在问题
改造前力标准机主体结构如图2所示。1MN叠加式力标准机进行初次安装和调试。通过1MN拉压双向加载,发现拉压双向方式转换和传感器安装夹具设计存在不足,不能满足实际检定工作要求,具体存在以下5个问题:

图2 1MN叠加式力标准机的主体结构示意图(改造前)
1)拉压方式转换操作不可行,装卸夹具时间长,效率低,不安全,主要表现为要经常装卸约50kg的压电陶瓷和反向器部件,在移动横梁上下反复安装,一方面带来设备精度难以保证(压电陶瓷应固定不变),另一方面装卸难度大,耗时长(约需近2h),安装部位偏高,人工托举不安全;
2)拉向方式传感器安装夹具不符合要求,拉向传感器安装夹具为拉耳硬连接,检定中卸载时传感器仍有受力不能回零,有效零点值不能检出(指传感器不受任何外力时的输出值),不符合检定规程要求;
3)压向方式传感器安装位置偏高难以装卸,压向时被检传感器安装位置较高(2m以上),又要与标准传感器直接叠加安装,同心不好,受力易偏心,同时还由于20t以上传感器单只重量都在20~30kg左右,受四周边框限制空间有限,人工托举难以完成装卸工作;
4)夹具摆动大,活动部位多,难以保持垂直和同心,易产生分力影响精度;
5)拉压双向工作空间不足,不满足1MN以下的所有级别传感器安装要求。
由于存在以上严重问题,造成该设备无法正常投入使用。
3.2改造原则
针对存在的问题,经过计量及技术人员充分沟通和深入分析,并结合专家意见,主要改造台面以上拉压加载方式及传感器安装夹具机械部分(保留丝杆、动横梁):1)拉压换向操作力求简单、快捷、安全,无论是拉向还是压向试验,不拆装任何笨重的机构,一般应能使两人完成全部操作;2)拉向安装夹具应能使传感器在检定中卸载时回零;3)应做到压电陶瓷、标准传感器相对固定,活动部位最少;4)扩展空间,满足拉、压双向1MN传感器检定工作空间需要;5)为保证设备的准确度,改造部分需精心设计与加工,同时应能方便调整台体水平以及加载机构的垂直和同心。
3.3 主要难点
空间不足解决方法:因受原有结构高度限制,拉、压双向工作空间本来不足,如按上述要求进行改造,就要增加反向架,必须寻求扩展空间的方法。
拉向夹具解决方案:首先要满足检定中卸载时回零要求,又要拆装简单方便,必须寻求好的解决方案。
4 改造方案简介
1)重新设计传力回形框架并增加手动调节装置,台面上增加反向固定架,将压电陶瓷部件和标准传感器固定安装在移动加载横梁上面,通过定位球与回形框架连接。拉压双向检定工作时传感器均安装在下方,这样在低位进行装卸操作,既方便又安全;这样的布局无论拉或压向工作时移动横梁均向上移动,压电陶瓷部件和标准传感器均受压力,而压向工作方式时只有一个活动点,确保了系统稳定。
2)在回形框架上方增加的手动调节装置,可以使拉压双向工作空间互换约250mm,有效地解决了纵向工作空间不足问题。
3)拉向工作方式时,在台面中间设计安装有固定螺杆,被测传感器上端通过回形框架下横梁中间的螺杆(下端接触面设计为凹球面)与球连接;在拉向受力时通过球与标准传感器设计为凹球面的接头实现对中,确保计量时被测传感器与标准传感器保持垂直同心;卸载时球面处脱开,被试传感器可以实现回零。
4)将固定反向架偏置45°安装,给被测传感器留出较大横向空间,方便了装卸操作。
5)在回形框架上方手动调节装置侧面设计安装有两个耳架,通过台架上两个支杆,配合移动横梁和手动调节装置动作,将标准传感器与回形框架脱开,可方便地拆装标准传感器或不用时为保护标准传感器能使其处于空载状态。
以上改造实施后,该叠加式力标准机能够满足计量工作的实际需要,并顺利通过首次检定。改造后的力标准机主体结构如图3所示。

图3 1MN叠加式力标准机的主体结构示意图(改造后)
5 后续改造
1)压帽倾斜造成稳定性超差,改为螺纹连接后消除影响;2)回型框架支承柱改长,解决了传感器安装空间受限因素;3)软件修改保证检定证书的一致性,并符合计量人员的操作习惯;4)增加动横梁限位装置,保证拉压换向时横梁运行安全可靠。
经过以上技改,叠加式力标准机运行稳定可靠,准确度符合设计要求,且已稳定运行一年半。
[1] 洪宝林.力学计量.原子能出版社,2002
[2] 成大先.机械设计手册.机械工业出版社,2008
[3] 蒋雯.设计理念—观念引导设计.机电工程技术,2012(9)
[4] 张智敏,张跃,周宏,张学成,吴鲲,胡刚.全自动1MN静重式力标准机.计量学报,2008(1)
[5] 石雪松.论力值计量的实时集成自动化系统.计量技术,2001(6)[6] 丁跃清,王刚,赵万星,曹进,王东,周涛,童其强.基于两级液压动力系统的2MN叠加式力标准机的设计,计量技术,2008(4)
10.3969/j.issn.1000-0771.2015.1.12
猜你喜欢
品牌与标准化(2023年6期)2023-11-05 13:42:38
仪表技术与传感器(2021年11期)2021-11-29 04:52:36
石油沥青(2019年1期)2019-03-05 08:25:46
压电与声光(2019年1期)2019-02-22 09:46:06
铜仁学院学报(2018年6期)2018-07-05 09:47:40
魅力中国(2016年50期)2017-08-11 02:53:03
机床与液压(2015年23期)2015-02-24 07:39:20
吉林农业(2014年6期)2014-08-08 16:20:00
燕山大学学报(2014年2期)2014-03-11 15:28:20
振动、测试与诊断(2014年6期)2014-03-01 01:14:55
