国外大型二板式注塑机结构分析和研究
2015-06-09 09:38张志刚
橡塑技术与装备 2015年14期
张志刚
(宁波京琼机械制造有限公司,浙江 宁波 315113)
0 前言
注塑机的大型化是塑料制品加工业发展的需要,从国外发达国家的注塑装备技术发展看,大型二板式注塑机已基本取代传统的三板曲肘式注塑机,其主要优势在于比曲肘式机型少了一块模板,整机总重量减少大约18%,总长度减少大约25%,容模量同比增大10%以上,移模行程不受限制,快速移模和高压锁模动作分离,锁模力直接作用在哥林柱上,具有同比占地面积小、节省成本、节能、主关件受力均匀、灵活易操控等优点。经过20余年发展,以奥地利恩格尔和加拿大赫斯基为代表的欧美企业,二板式注塑机技术达到了国际领先水平 。
近几年,国内注塑机制造企业在大型化装备的研发上也逐步从传统的三板曲肘式结构转到了二板式结构。下面就国外比较普遍的大型二板式注塑机结构进行分析和研究。
1 东芝结构
锁模油缸和哥林柱为一体,靠尾架支撑。抱合螺母在动模板上,模厚调整由油缸调节。高压锁模时,抱合螺母与哥林柱齿牙咬合锁紧靠水平方向四个独立油缸完成。由于锁模油缸行程很长,导致制造难度大,能耗高,综合成本高,如图 1所示。
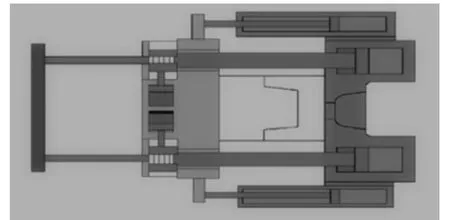
图1 东芝结构
2 恩格尔结构
锁模油缸和抱合螺母分离,锁模油缸在定模板上,抱合螺母在动模板上。高压锁模时,先由垂直方向两组油缸分别带动抱合螺母与哥林柱齿牙咬合锁紧,然后锁模活塞移动带动模板移动完成锁模动作。模板移动靠机架导向定位,如图2所示。
这种结构优点是锁模油缸行程相对较短,抱合螺母和哥林柱是联动锁紧,动作精密性高,易控制。
3 赫斯基结构
锁模油缸和抱合螺母都位于动模板上,哥林柱固定在定模板上。高压锁模时,先由单个油缸带动四个抱合螺母联动旋转和哥林柱实现齿牙咬合锁紧,高压油缸锁模腔再进油带动动模板完成锁模动作,如图3所示。

图2 恩格尔结构
这种结构优点是锁模时只有活塞移动,哥林柱是固定不动的,运动部件质量很轻,更容易实现精密控制。

图3 赫斯基结构
4 克劳斯玛菲结构
锁模油缸和抱合螺母也是位于动模板上,哥林柱固定在定模板上。抱合螺母和哥林柱锁紧靠两个斜对角对称分布的油缸带动哈夫螺母实现齿牙的咬合,如图4所示。
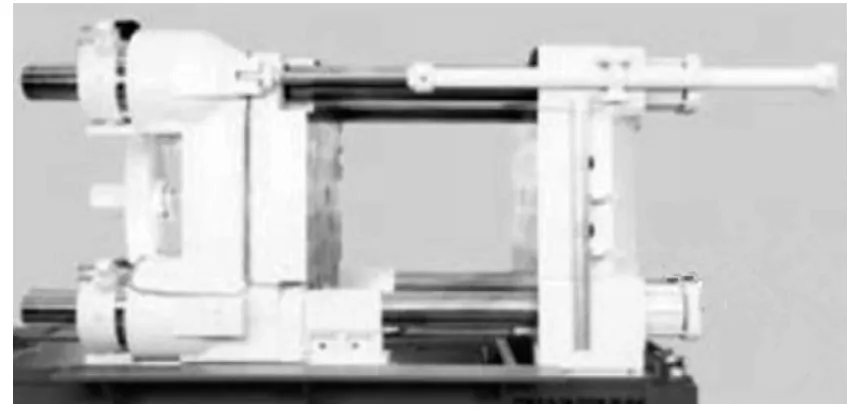
图4 克劳斯玛菲结构
5 BMB结构
同克劳斯玛菲结构相似,不同的是运动导向靠下面的两根哥林柱作用,如图5所示。

图5 BMB结构
6 宝胜结构
锁模油缸和抱合螺母同样是位于动模板上,哥林柱固定在定模板上。抱合螺母和哥林柱锁紧由水平方向的四个独立油缸带动哈夫螺母实现齿牙的咬合,如图6所示。
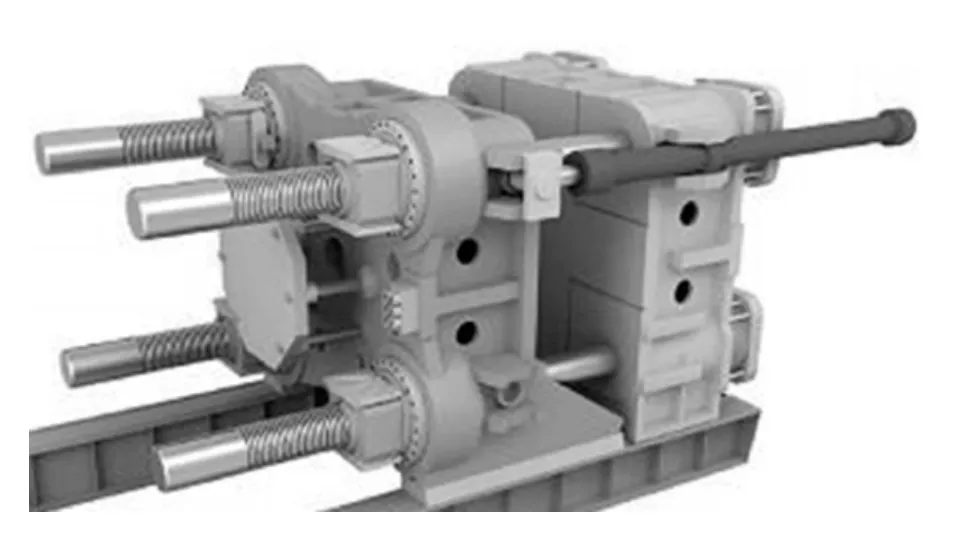

图6 宝胜结构
7 结束语
通过上面介绍比较看,欧美主要二板机制造厂家,如赫斯基、克劳斯玛菲、BMB、宝胜,都是把锁模油缸和抱合螺母放在了动模板上,这样做具有运动部件整体质量轻、摩擦力小、能耗少、控制精度高、运行周期短的优点,并且客户在更换模具时通过抽出一根哥林柱的方法很容易操作。
[1]王兴天. 注塑工艺与设备,2010.
[2]黄汉雄,等. 注塑、模压工艺与设备,2001.
猜你喜欢
南方农机(2022年10期)2022-05-14
装备制造技术(2020年3期)2020-12-25
有色金属加工(2020年4期)2020-08-20
装备制造技术(2020年12期)2020-05-22
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
制造技术与机床(2019年6期)2019-06-25
西南交通大学学报(2018年5期)2018-11-08
江西建材(2018年4期)2018-04-10
中国塑料(2016年3期)2016-06-15