
低浓打浆磨片优化的案例分析
2015-06-08 04:29迟立新刘万玉臧秉清
中国造纸 2015年11期
迟立新 刘万玉 臧秉清
(丹东鸭绿江磨片有限公司,辽宁丹东,118009)
·低浓打浆磨片优化·
低浓打浆磨片优化的案例分析
迟立新 刘万玉 臧秉清
(丹东鸭绿江磨片有限公司,辽宁丹东,118009)
打浆在造纸过程中起到重要作用,磨片对纤维的作用效果直接影响着成纸质量,同时打浆能耗也是各个工段中最多的。本文分析了低浓打浆磨片的优化改进,以生产实际案例说明选择合理低浓打浆方案,可以降低成浆能耗,提高纤维结合力,改善纸张性能。
低浓;打浆;磨片;优化方案;能耗
(*E-mail: chili_xin@163.com)
在造纸生产流程中,打浆是一个重要过程,打浆是通过打浆设备来实现的。打浆设备是使待处理的纤维在通过相对运转的磨片间隙时承受复杂的机械作用,使纤维的形态发生变化。在这个过程中纤维发生变形、润胀、压溃、切断和细纤维化等,最终达到所需的打浆度,以满足纸机生产要求,使纸张获得良好的成形,以改善纸张匀度和强度等物理指标[1-3]。
本文分析了低浓打浆磨片的优化改进,通过改进磨齿宽度、齿槽宽度等磨片参数来满足不同打浆的需求。目前在上网前浆料打浆通常选用低浓打浆设备,主要有双盘磨浆机、锥形磨浆机、圆柱磨浆机等,在这些设备中对纤维起到核心作用的就是磨片,打浆方案优化最终就是落实到磨片齿形的合理选择。
本文介绍了丹东鸭绿江磨片有限公司(以下简称本公司)为造纸企业优化设计的打浆方案及效果,以供参考。
1 实际案例
1.1 案例一
某铜版纸生产厂,用3台GDR26(韩国产磨浆机)串联,对短纤维浆(进口LBKP)进行打浆,磨浆机配备电机为300 kW,打浆浓度为4.0%~4.2%,成浆打浆度为28~32°SR,日产量为250~300 t,磨片使用寿命为2~3个月。该厂需要解决的问题为:提高产量,降低电耗。
表1为该厂打浆方案优化前后的情况对比。从表1中可以看出,优化后磨片的直径、磨齿宽度、齿槽宽度都进行了改变,且打浆工段由原来的3台串联方式改为2台串联方式,直接节省1台磨浆机,且打浆时电流降低4 A,约为10%,直接经济效益就是每月可以节省电量。节省的电量W计算如下:
设W1为优化前的每月用电量;W2为优化后的每月用电量。
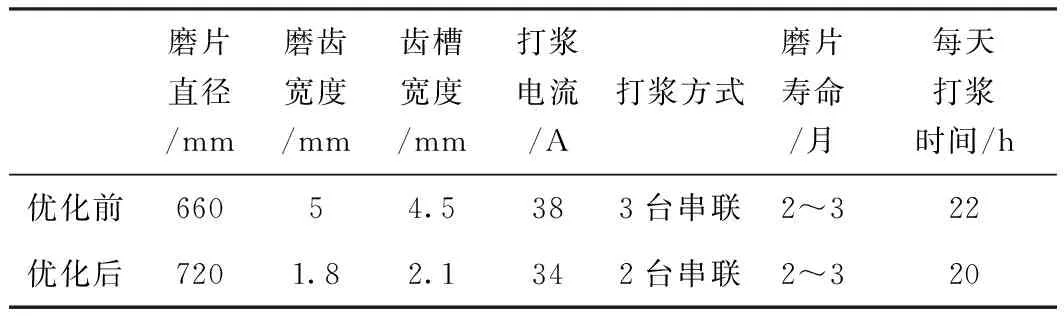
表1 某铜版纸厂打浆方案优化前后情况对比

表2 湖北某企业打浆方案优化前后磨片情况对比

图1 湖北某企业磨片优化前后的齿形图

表3 山东某企业打浆方案优化前后对比
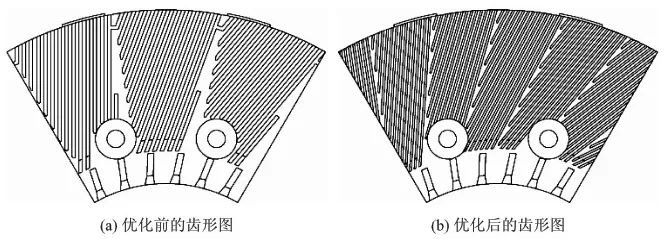
图2 山东某企业磨片优化前后的齿形图
W1=1.732×U(工作电压)×I(工作电流)×H×10-3×N(磨浆机台数)=1.732×6300(V)×38(A)×10-3×22(h/d)×30(d/月)×1(月)×3(台)=820988(kWh)
W2=1.732×U(工作电压)×I(工作电流)×H×10-3×N(磨浆机台数)=1.732×6300(V)×34(A)×10-3×20(h/d)×30(d/月)×1(月)×2(台)=445193(kWh)
W=W1-W2=375795(kWh)
方案优化途径为:增加磨浆机磨片的直径,增加有效打浆面积约为33%,新设计的磨片齿形,提高了磨片的切断长(cutting length:磨片的切断长是指磨浆机转刀齿与定刀齿交会的长度),提高了纤维分丝帚化效果。
因此,该厂打浆方案的优化结果为:该条生产线的直接经济效益是每年电费可以节省资金过百万元,同时优化后的成纸指标略有提高,同时减少了长纤维浆的用量;优化前的打浆时间是每天22 h,优化后的打浆时间是每天20 h,满足了生产用浆量的要求;尽管优化后磨片的价格较优化前有所提高,但成纸的综合成本降低,综合提升了企业市场竞争力。
1.2 案例二
湖北某生活用纸生产企业,其中有一条生产线的打浆设备是安德里茨公司生产的DDR20型双盘磨浆机。该厂采用单台磨浆机用来处理长纤维浆(进口NBKP),在生产过程中发现成浆的纤维分丝帚化效果不是很理想,经与本公司交流后,本公司提供了一种优化方案。表2为该厂打浆方案优化前后的磨片情况对比。图1为磨片优化前后的齿形对比。
本公司提供的优化方案在该厂使用一个周期后,得到了较好的效果:与优化前的磨片相比,使用优化后的磨片后,成纸强度得到改善,说明磨片对纤维的分丝帚化效果提高;通过统计,该厂打浆能耗降低2.8%,磨片使用寿命比优化前增加了11%。
1.3 案列三
山东某生产特种纸的企业,打浆优化前使用的是4台DD720磨浆机和2台DD660磨浆机串联,用来处理长纤维浆和短纤维浆的混合浆(进口浆板)。
表3为该企业打浆方案优化前后的情况对比。图2为磨片优化前后的齿形对比。
从表3可见,该优化方案明显之处就是由原来的4台DD720磨浆机+2台DD660磨浆机串联,优化后改为4台DD720磨浆机串联,一次完成打浆,且成浆指标完全满足成纸要求,同时打浆电流由原来的440 A减少到优化后的380~400 A,这个结果使该厂非常惊喜。粗略估计每年的电费可以节省近百万元,同时提高了设备使用率,满足各个纸种的打浆需求。
2 分析与总结
通过以上优化打浆方案的成功案例,分析得到:
(1)在案例一中,优化前磨片选用的材质硬度较高,磨片硬度在52~56 HRC,而优化后磨片使用的材质硬度偏低,磨片硬度在40~45 HRC,这说明磨片的使用寿命不完全因为硬度低而降低,通过改变磨齿的设计,增加打浆面积,即增加了磨片间的浆层厚度,改变了纤维在磨片间的运行轨迹和打浆时的比压,也能够增加磨片使用寿命。
(2)在案例二中,优化后的磨片由于磨齿倾角发生改变,延长了纤维在磨片间的停留时间,提高了纤维分丝帚化率。
(3)在案例一和案例二中,都适当地加大了磨片直径,提高了有效打浆面积,通过提高打浆面积来提高纤维与磨片磨齿的接触几率,提升了打浆效率,从而提高了打浆产量,降低了打浆能耗。
(4)在案例一和案例二中,新设计的磨片齿形,由于磨片的切断长增加,提高了打浆效率。
(5)在案例三中,在没有改变磨片直径的情况下,通过增加磨片切断长和磨齿倾角等设计,并优化打浆方式,从而完成了打浆任务,同时降低打浆电流。
3 注意事项
优化打浆磨片的齿形和设计后,在打浆操作中应注意以下事项。
(1)由于磨片的磨齿发生了变化,磨片材料做了改变,在使用过程中要严防磨片无间隙磨浆,否则会损坏磨片,影响生产。
(2)由于打浆面积的改变,适当调整磨浆机进浆口阀门和出浆口阀门的开口度以及电流(一般情况下电流都会下降);开机过程中严密观察和检测各个磨浆机出口的打浆度(游离度),如果达到相关指标要求,要及时降低打浆电流;如果是多台磨浆机串联打浆,可以根据成浆打浆度或游离度情况来确定是否可以减少一台磨浆机,防止过度打浆造成能源浪费、过度细纤维化和产生不合格产品。
[1] LIU Chang-en.Pulp-Refining Theory and Equipment in Paper Industry[M].Harbin: Heilongjiang Science Press, 1994.刘长恩.造纸工业中磨浆理论与设备[M].哈尔滨: 黑龙江科学出版社, 1994.
[2] WEI Hongmei.Beating of Acacia Wood Pulp[J].Word Pulp and Paper, 2006, 25(5): 53.魏红梅.相思木浆的打浆[J].国际造纸, 2006, 25(5): 53.

(责任编辑:常 青)
Improvement and Optimization of the Disk Using For Low Consistency Refining
CHI Li-xin*LIU Wan-yu ZANG Bing-qing
(DandongYalujiangGrindingCo.Ltd.,Dandong,LiaoningProvince, 118009)
Low-consistency beating plays a very important role in paper production, the disk of refiner directly influences the paper quality and energy consumption.This paper discussed the improvement and optimization of the disk using for low consistency refining and introduction the practical application example of the optimized disk in low consistency beating.
low consistency; refining; refiner disc; optimized plan; energy consumption
迟立新先生,高级工程师;主要从事磨片生产和设计工作。
2015-06-15(修改稿)
TS752
A
10.11980/j.issn.0254-508X.2015.11.009
猜你喜欢
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
西安交通大学学报(2021年1期)2021-02-01
看世界·学术下半月(2020年6期)2020-09-10
新世纪智能(英语备考)(2018年11期)2018-12-29
中国医学影像学杂志(2018年9期)2018-10-17
现代装饰(2018年1期)2018-05-22
制造技术与机床(2017年3期)2017-06-23
风能(2016年9期)2016-12-21
探测与控制学报(2015年4期)2015-12-15
