伺服步进式自动成袋机的设计应用
2015-06-08 04:12吴国良
科学中国人 2015年17期
吴国良
浙江桐乡市朝晖过滤技术股份有限公司
伺服步进式自动成袋机的设计应用
吴国良
浙江桐乡市朝晖过滤技术股份有限公司
采用传统机械式滚超机生产无纺布集尘过滤袋,工序多、效率低、尺寸偏差大,且不同规格的产品须配备一副特定的挂轮和打孔滚模,生产及运行成本较高。新研制的伺服步进式自动成袋机基本解决了上述集尘过滤袋生产过程中的一些问题。
集尘过滤袋;无纺布;伺服控制;步进式;光电跟踪;成袋机
1 前言
在环保理念日益重视的今天,家用吸尘器配件无纺布集尘过滤袋的需求量逐年增加,有取代纸质集尘过滤袋的趋势。传统无纺布集尘过滤袋的生产是将袋子的上下层无纺布料通过超声波滚超封固两边,然后由机械牵引至定长尺寸经甩刀切断,再经过超声波熔焊机工序完成两端的封口,再经丝网印刷等工序印刷产品图案。工序多、生产效率低、且尺寸精度差,定长尺寸偏差达±5mm。并且滚超工序必须为超声波熔焊封口工序预留布袋加长量,增加了材料损耗,同时不同规格的产品都需定制一副传动齿轮(挂轮)及打孔滚模,增加了不少成本。为解决上述生产过程中存在的弊端,笔者开发了伺服步进式自动成袋机,该设备集滚超封边、切边、打孔、横超封口、切断于一体,减少了工序,提高了生产效率,节约人工,并且取消了挂轮系统,无需为不同规格的产品配备一副打孔滚模和挂轮,简化了系统降低了成本。经过一年多的生产实践和探索,并不断进行优化改进,现已成功应用于批量生产中,原先无法制作的超长袋子现在亦可以通过本机完成。
2 结构及工作原理
自动成袋机结构及工作原理如图1所示,无纺布卷料2事先采用柔版印刷机印上产品图案和色标,统一印刷可以提高色标的印刷精度,从而可以保证本机的控制精度,同时也解决了产品成袋后采用单独手工丝网印刷效率低、工序多的问题。
光电传感器3跟踪卷料上的色标,根据安装在连续牵引辊19上的编码器信号,由PLC计算出打孔窗口距离A,并由伺服电机驱动打孔滚模4进行间歇性旋转超孔。滚模6和7分别完成超声波连续滚边与切边动作。牵引辊19由变频电机驱动,通过调节运行速度来实现不同的产品规格及工艺对线速度的要求。
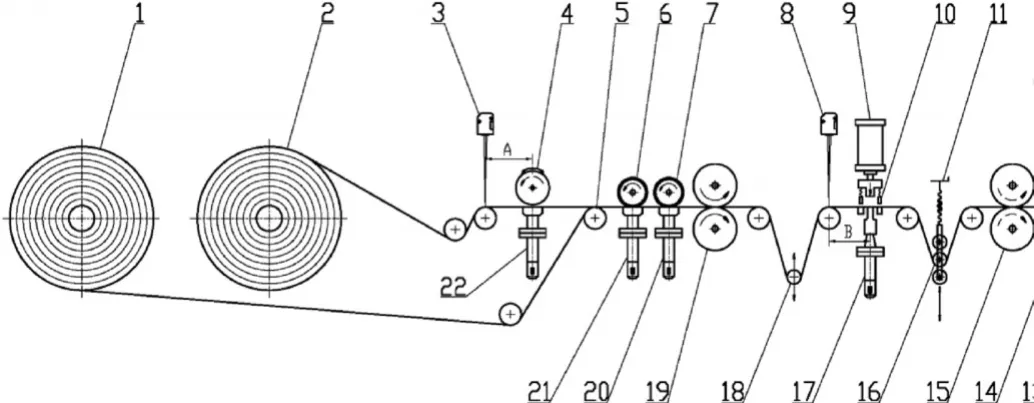
图1 伺服步进式自动成袋机原理图
1-下层无纺布卷料;2-上层无纺布卷料;3-打孔光电传感器;4-超声打孔滚模;5-导向辊;6-超声滚边模;7-超声切边模;8-封口光电传感器;9-超声封口模及驱动气缸;10-脱模机构;11-袋长调节机构;12-动切刀及往复机构;13-张紧辊;14-定切刀;15-步进牵引辊;16-定长辊;17-封口超声波换能器;18-浮动辊;19-连续牵引辊;20-切边超声波换能器;21-滚边超声波换能器;22-打孔超声波换能器;A=打孔窗口距离;B=封口窗口距离
在这里打孔伺服电机必须严格控制两个关键变量,一是启动时刻,涉及到窗口距离A的计算,二是必须保证使打孔滚模与卷料牵引线速度完全同步。这两点都是通过PLC计算编码器传来的位移及速度信号配合伺服驱动实现的。因此编码器的安装方式与结构有着举足轻重的关系,轻微的扰动都会干扰编码器每转数千脉冲的信号,在这里笔者专门设计了编码器安装座与牵引辊轴承座一体式结构如图2,并巧妙安排相关尺寸链,使轴承和编码器的两个安装圆一次车加工成型,从而保证了同心度及垂直度。
为了保证传动精度,伺服减速机采用回程间隙≤10ArcminD的伺服专用行星针轮减速机,其余传动全部采用圆锥齿轮和圆柱齿轮传动替代原滚超机采用的链条传动,避免链条抖动带来的影响,大幅提高了传动精度。对于调整不同规格产品的调节机构,全部采用直线导轨+滚珠丝杠实现调节功能,使本机的产品规格适应性增强,调整便捷精准。
步进牵引辊15由伺服电机驱动作步进式牵引,光电传感器8跟踪色标信号,并根据伺服电机编码器计算走过的窗口距离B发出停止信号,此时气缸9下压,进行超声波横向封口,同时由袋长调节机构11和定长辊16确定袋长,并由切刀12和14完成切断动作。
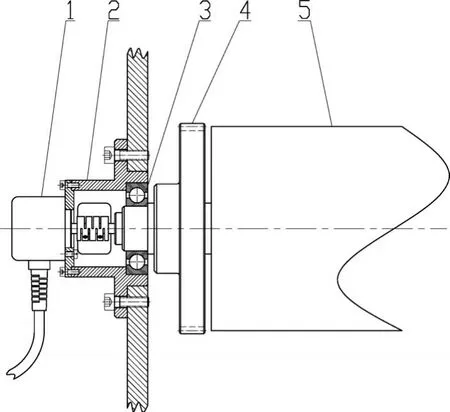
图2
张紧辊13将切断的集尘过滤袋送出。此时系统再次发出牵引信号,循环上述步骤。
步进牵引与前部连续牵引之间的线速度由浮动辊18进行协调,通过位置传感器控制步进牵引的线速度,使浮动辊的上下移动范围自动锁定在合适的区段内。由于步进牵引需要较大的扭矩,且要求准确启动与定位停止,因此选择合理的减速比可最大限度发挥伺服电机的扭矩,这样就可选用较小的电机功率,降低制造成本。关于这一点笔者有专门的文章论述。
3 主要技术参数
1)最大加工袋宽500mm;
2)最大加工袋长1300mm;
3)最大生产线速度7.5m/min;
4)打孔伺服驱动功率0.4KW;
5)步进牵引(伺服控制)驱动功率1KW;
6)连续牵引(变频控制)驱动功率2.2KW;
7)产品最大尺寸偏差±2mm。
4 使用效果
1)超声波打孔、滚边、切边并同时横向封口切断在一台机上全部完成,省去了单独超声封口人工剪边工序,节约人力、物力;
2)原滚超机机械定长尺寸误差大,为保证后道超声波封口工序,每个袋子在滚超甩断时必须预留加长量20mm以上,封口后再通过人工剪边切除。采用本机生产不需预留长度,节约无纺布原材料5%~10%;
3)原滚超机是采用滚模周长等于袋长的机械传动锁定线速度的原理,每更换一个规格袋长的产品须制作一个特定直径的滚模。由于本机采用光电跟踪色标,通过伺服电机间歇驱动控制打孔,因此可采用统一回转直径超声波滚模,大幅减少了滚模数量,节省了一笔可观的模具费用;
4)原滚超机须每个规格袋长制作一副齿轮(挂轮),而本机采用伺服电机步进驱动控制袋长与切断,省去了机械传动甩刀定长所必须的挂轮系统,降低了生产运行及调试成本;
5)由于受结构尺寸的限制,原滚超机挂轮速比是有限制的,并且直径过大的打孔滚模也无法加工,因此无法生产袋长800mm以上的产品。而本机不受此限制,由于是步进间歇驱动控制,袋长达1300mm的产品均可生产。根据公司现在的定单趋势,袋长范围800~1000mm的产品越来越多,因此本机提高了对产品规格的适应性;
6)采用伺服控制,产品的尺寸精度得到大幅提高,原机械式滚超机最大尺寸偏差达±5mm,本机最大尺寸偏差±2mm,提高了产品在市场的竞争力;
7)由于采用光电色标跟踪定位,锁定每个袋子的图案相对袋子的位置比较容易。因此就可改变印刷工艺,将原先单个布袋丝网印刷改变为无纺布面层卷料事先上柔版印刷机连续印刷,印刷产品图案的同时在卷料的边缘印刷色标,简化工艺,提高效率,降低成本。
猜你喜欢
纺织科技进展(2021年3期)2021-06-09
发明与创新·中学生(2020年1期)2020-08-03
农村农业农民·B版(2017年11期)2017-12-06
汽车维修技师(2017年6期)2017-11-18
BOSS食尚(2016年6期)2016-06-01
燕山大学学报(2015年4期)2015-12-25
中华活页文选·快乐读与写(2014年3期)2014-03-12
卷宗(2011年6期)2011-10-21
云南农业(2011年1期)2011-08-15
恋爱婚姻家庭·养生版(2010年4期)2010-04-03