
20000 m3/h空分装置提升产能分析总结
2015-06-05 15:31:35袁苑黄春涛王凤铁唐友军孟繁涛
冶金动力 2015年9期
袁苑,黄春涛,王凤铁,唐友军,孟繁涛
20000 m3/h空分装置提升产能分析总结
袁苑,黄春涛,王凤铁,唐友军,孟繁涛
(马鞍山钢铁股份有限公司气体销售分公司,安徽马鞍山243011)
马钢20000 m3/h制氧机运行多年来存在下塔精馏工况不稳定,易发生液悬,氧气产量达不到设计值,液氧泵出口压力低,氮压机易进入喘振区等问题,造成机组并网能力低,运行能耗高。详细分析了制氧机产能低的原因,介绍了提升产能所采取的措施,以及措施实施效果。
液氧内压缩;液氧泵;下塔;液悬;喘振;提升产能
1 前言
马鞍山钢铁股份有限公司气体销售分公司(简称马钢)KDON-20000/20000型空分设备,为国内某空分公司首套大型内压缩流程空分装置,于2004年建成投产。由于工艺设计和仪控程序等原因,运行十多年以来,氧气产量一直达不到设计值,氧、氮产品并网能力低,机组运行能耗高。因此,增加有效产量是降本增效的最有效途径。
现就20000 m3/h空分设备产能低的原因及所采取的措施进行分析总结。
2 20000 m3/h空分设备产品指标及流程特点
2.1 20000 m3/h空分设备产品指标(见表1)
2.2 流程特点
(1)马钢20000 m3/h制氧机为内压缩流程,下塔采用的是筛板塔,上塔、粗氩塔、精氩塔采用的是规整填料塔,配有提取贫氪氙和粗氖氦装置,采用分子筛吸附净化、增压透平膨胀机制冷、液氧内压缩及全精馏制氩流程。净化后的空气分三路进入下塔:一路直接在主换热器中与返流气体换热后进下塔;一路经增压机一段增压,再到增压膨胀机增压膨胀后进下塔;另一路继续进增压机二段增压,在主换热器中冷却经节流阀节流后进下塔。该流程液体产量大。

表1 20000 m3/h空分设备产品指标
(2)氮水塔除了污氮气外,增加一股纯氮气与水进行热质交换,氮水预冷系统冷却效果好,出空冷塔的空气温度在15℃以下。
(3)配有提取贫氪氙和粗氖氦装置。贫氪氙塔的原料分别来自粗氩Ⅱ塔冷凝蒸发器液空蒸气、下塔液空和粗氩Ⅱ塔冷凝蒸发器回流液空。精馏后的气体进入上塔作为上升气,贫氪氙被引出作为副产品。从主冷和下塔顶部以及贫氪氙蒸发器、精氩蒸发器中抽取氖氦含量较高的压力氮气进入粗氖氦塔,用过冷后的液氮作冷源,提取粗氖氦。但由于空分精馏系统操作弹性小,氮气纯度不稳定,贫氪氙和粗氖氦装置无法提取稀有气体,一直作为通道使用。
3 存在的问题
(1)20000 m3/h空分设备在运行过程中,容易出现下塔液空液位持续上涨,阻力升高现象,精馏工况不稳定,严重时会发生液悬。
(2)增压机出口压力低,主换热器中部温度低,为防止增压膨胀机进口温度过低,出装置氧气量减至18000 m3/h左右,氧气产量达不到设定值,氧气综合单耗超过0.82 kW·h/m3。
(3)中压氧气并网能力低。管网压力小于2.2 MPa时,氧气并网量约18000 m3/h,管网压力超过2.2 MPa时,氧气开始放散(见图1)。
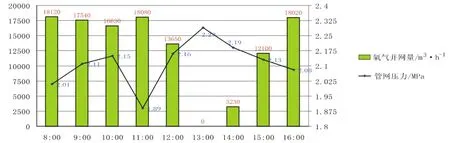
图1 优化措施实施前氧气并网量与管网压力柱状图(2014年6月8日采集)
(4)氮压机易进入喘振区,氮气并网量少。20000 m3/h空分设备配有一台流量为14500 m3/h的氮压机,运行过程中,排气压力达到1.70 MPa时,氮压机工作点就靠近防喘振控制线。为防止氮压机运行至喘振区,操作人员将防喘振阀保持30%的开度,氮压机最大并网量只有11200 m3/h左右。
4 原因分析及解决措施
4.1 下塔精馏工况不稳定
4.1.1 原因分析
由于液空节流阀V1流通能力不足,液空来不及转移到上塔,造成下塔液位满量程,阻力上升,严重时会发生液悬。为减少下塔回流液,保证下塔精馏工况稳定,只能减少进塔空气量,根据物料平衡原则,氧、氮产量也相应减少。
4.1.2 解决措施
(1)考虑贫氪氙塔只作粗氩冷凝器液空蒸气通道使用,而液空管线不使用,在2010年20000 m3/h空分设备扒砂检修时,对液空管道进行如下改造:将下塔过冷液空到贫氪氙塔Ø70的管道,连同调节阀V1603拆除,并重新装配到过冷器后Ø208液空管道上,作为V1阀旁通管路,增加进上塔液空流量;拆除粗氩冷凝器到贫氪氙塔Ø45的液空管路。贫氪氙塔原液空进料口用盲板堵住(见图2、图3)。
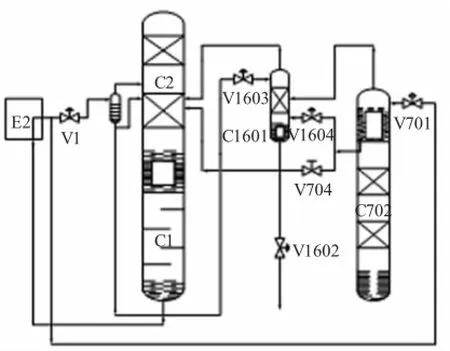
图2 液空管线改造前流程图

图3 液空管线改造后流程图
(2)采取全开V1、V1603以及粗氩冷凝器液空回上塔V704阀,进上塔液空流量增多,在保证下塔液空液位稳定,阻力在16.5~18.5 kPa的前提下,进下塔低压空气流量逐渐增加到49000 m3/h。
4.2 增压机出口压力低
4.2.1 原因分析
增压机在防喘振调试时,设置的安全裕量过大,防喘振控制线距离实测喘振线较远,增压机工作点接近防喘振控制线。为增加防喘振流量,保持增压机工作点在非喘振区域,增压机一、二段防喘振阀有15%的开度,二段出口压力只有5.1 MPa左右,主换热器中高压空气吸收液氧冷量的能力低,为保证主换热器的温差,氧气取出量相应减少,只有18000 m3/h左右。
4.2.2 解决措施
(1)与厂家沟通后,仪控人员重新设置增压机防喘振安全裕量,使防喘振控制线向左移动(见图4、图5),增压机工作点远离防喘振控制线。将防喘振阀关到7%,增压机一、二段出口压力分别提高至1.76 MPa和5.27 MPa,其工作点保持在非喘振区域,防喘振阀处于关闭状态,出口压力稳定。
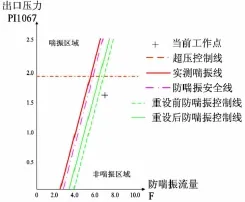
图4 增压机一段防喘振图
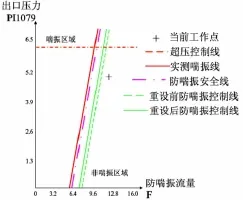
图5 增压机二段防喘振图
(2)合理匹配高压空气与液氧流量。高压节流阀V15由53.3%开到54.2%,高压空气流量由27500 m3/h提高至29500 m3/h。同时将出装置氧气量由18000 m3/h逐渐提到设计值20000 m3/h(见表2)。

表2 优化操作前后增压机运行参数对比
4.3 氧气并网量少的原因
4.3.1 液氧泵出口压力低
4.3.1.1 原因分析
液氧泵变频器转速与DCS转速指示不匹配,DCS各转速值与实际转速函数对应关系不明显,液氧泵实际转速低,出口压力只有2.30 MPa左右。加上冷箱内液氧泵后低温管道走向不合理,液氧流动阻力大(约0.1 MPa)。管网压力达到2.2 MPa以上时,出空分装置氧气压力与管网压力差减小,氧气自动退网。
4.3.1.2 解决措施
(1)2014年8月杭氧技术人员分析设备运行参数,以及查阅20000 m3/h空分设备原始资料后,制定了液氧泵后管路优化设计方案,将于2015年空分设备改造性大修时实施。
(2)重新设定液氧泵频率器参数,使变频器转速与DCS转速相匹配。液氧泵转速提高到2990 r/min,电机频率增加到49.6 Hz,液氧出口压力由2.30 MPa提高到2.48 MPa。氧气管网压力在2.35 MPa时,并网量仍然保持在19200 m3/h以上(见图6)。
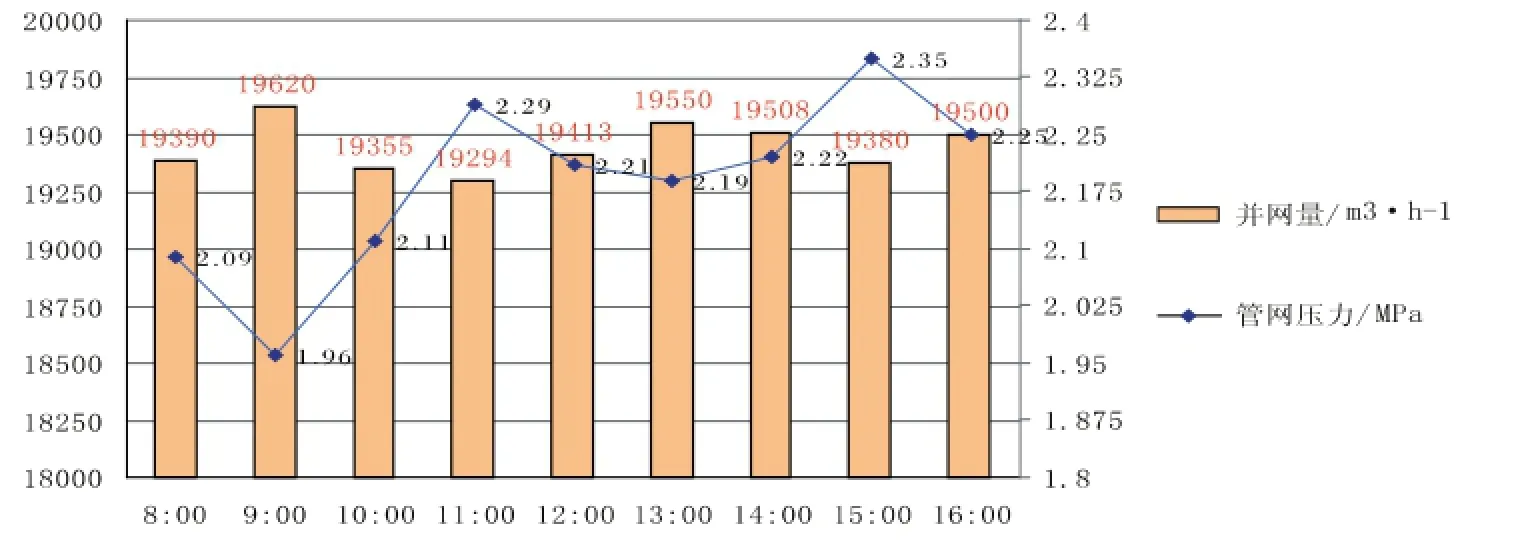
图6 优化措施实施后氧气并网量与管网压力关系(2014年9月18日采集)
4.3.2送氧阀调节器调节质量不好
4.3.2.1 原因分析
送氧阀调节器PID参数设置存在缺陷,使得V102阀门动作慢,当氧气管网压力上涨较快时,送氧阀V102开启速度慢,氧气并网量减少,放散量增加。
4.3.2.2 解决措施
重新设定送氧阀V102的PID调节参数(见表3),使调节器跟踪速度加快,氧气管网压力快速变化时,V102阀门调节速度也相应加快,氧气并网量保持稳定。

表3 V102调节参数调整对比
4.4 氮气并网量少的原因
4.4.1 原因分析
(1)氮压机在运行过程中,工作点总是靠近防喘振控制线,为防止氮压机工作点进入喘振区,操作人员将防喘振阀手动开到30%以上,氮气并网量只有11200 m3/h左右。14500 m3/h氮压机防喘振曲线是根据DCS系统中氮压机出口压力PI1581与电机电流IIC1548计算得到,PI1581和IIC1548分别由压力变送器和电流变送器转换而来,转换后的压力偏高或电流偏低,都会造成氮压机工作点进入喘振区。电气仪控人员仔细校核转换前后的压力和电流,并对接线端子绝缘、氧化、松动情况进行检查,最终确认电流变送器转换单元出错,转换后电流显示偏低(差值约30 A),造成氮压机工作点靠近防喘振控制线。
(2)环境温度低时,氮压机入口导叶气缸内壁密封橡胶硬度变大,转动机构阻力增大,导叶有卡阻现象,造成现场实际开度小于DCS开度(相差约20%),加上出空分装置低压氮气放空阀V105有10%的开度,致使氮压机入口流量小,并网量随之减少。
4.4.2 解决措施
(1)电气人员更换整套电流变送器。更换之后,高压控制柜电流指示与DCS电流指示一致。
(2)氮压机导叶气缸用伴热带缠绕并包上保温材料,每次启动氮压机之前,校验导叶。启动后,将导叶开到70%以上,关闭出装置低压氮气阀V105,出装置流量由V106(氮气到氮水塔)控制,逐渐关闭防喘振阀,氮气并网量达到14500 m3/h,电机电流上升到138 A,氮压机工作点远离防喘振控制线(见图7)。

图7 更换电流变送器后氮压机运行防喘振图
5 效果
通过液空管线改造及优化操作,20000 m3/h空分设备氧气产量基本达到设计值,产品并网能力同步提高,氮压机并网量保持在设计值14500 m3/h左右;氧气综合单耗降至0.78 kW·h/m3以下,经济效益明显。单耗与产量统计见图8。

图8 氧气综合单耗和氧气平均产量图
6 结束语
通过操作调整摸索,制氧机产能提升明显,但是下塔液空转移能力不足问题依然存在,2015年20000 m3/h空分设备改造性大修时,将对下塔液空、污液氮管道重新配管,液空节流阀、污液氮节流阀更换为大口径阀门,以提高液体流通能力。
Analysis and Summarization of Capacity Upgrading of the 20000 m3/h Air Separator
YUAN Yuan,HUANG Chuntao,WANG Fengtie,TANG Youjun,MENG Fantao
(Gases Sales Co.of MaSteel Co.,Ltd.,Maanshan,Anhui 243011,China)
Problems such as instability of the lower tower rectification,tendency of liquid suspension,oxygen production capacity short of designed value,lower pressure at the exit of liquid oxygen pump and nitrogen compressor entering the surge area existed in the 20000 m3/h oxygen generator of MaSteel for years,resulting in loWcapability of grid connection of the unit and high operation consumption of energy.The causes of the loWcapacity of the oxygen generator were analyzed in detail and the measures taken for enhancing production capacity and the result were introduced.
liquid oxygen internal compression;liquid oxygen pump;lower tower;liquid suspension;surge;upgrading capacity
TB657.7
B
1006-6764(2015)09-0033-04
2015-06-04
袁苑(1971-),女,1993年毕业于浙江大学制冷设备与低温技术专业,高级工程师,现从事生产技术管理工作。
猜你喜欢
导弹与航天运载技术(2022年2期)2022-05-09 08:54:40
导弹与航天运载技术(2022年2期)2022-05-09 08:54:38
河北地质(2021年3期)2021-11-05 08:16:16
军民两用技术与产品(2021年10期)2021-03-16 06:05:08
资源导刊(信息化测绘)(2019年11期)2019-01-03 23:15:28
中国医学装备(2015年10期)2015-12-29 12:00:28
河南科技(2014年14期)2014-02-27 14:11:58
河南科技(2014年12期)2014-02-27 14:10:35
河南科技(2014年11期)2014-02-27 14:09:54
河南科技(2014年8期)2014-02-27 14:07:52
