
中小批量上螺丝机的设计
2015-06-02 02:33:28蔡湘云
科技创新导报 2015年8期
蔡湘云


摘 要:在实际加工生产中,主要有两种上螺丝的方法,一种是装卸螺丝时采取手动控制风批的办法,主要靠人力,生产效率低,有较低的产品一致性和精度。第二种是利用机械手,这种方法具有高效性,高精度,但成本较高,灵活性不高,不适合用于中小批量的产品加工,对于大批量的生产比较合适。按照合作企业的实际需要,设计的上螺丝机适用于中小批量多品种的生产。该文是在中职学校与本地企业的深度合作过程中,学校下企业教师应校企合作公司的需求,设计一台利用电脑控制,根据需求可以灵活调整上螺丝位置,适用于不同类型工件的上螺丝机,该产品主要应对中小批量多品种的产品生产。
关键词:上螺丝机 中小批量 步进电机 数控
中图分类号:TG659 文献标识码:A 文章编号:1674-098X(2015)03(b)-0087-03
在实际生产加工时,主要有手动控制风批和利用机械手这两种上螺丝的办法。前者主要靠的是人力,有很低的生产效率,且产品的一致性和精度都不高;后者具有很高的效率,且精度高,但其需要较高的成本,灵活性也不够,中小批量的产品加工时不宜使用,针对大批量的生产比较适合。因合作企业实际需求的不同,设计的上螺丝机适用于中小批量多品种的生产。
1 上螺丝机系统机械设计结构图及主要组成
如图1所示,中小批量上螺丝机主要结构如下。
1.1 步进十字工作台
如图1所示,主要由十字工作台,57、86步进电动机组成。
1.2 自动上螺丝机构
主要由立柱、上螺丝气缸、位移气缸、风批组成。
1.3 螺丝振盘自动吹送机构
主要由振盘(见图2)和软管组成。
1.4 计算机主控箱
只需要普通的计算机实现,里面安装好通过vb编程得到的操作面板。
2 上螺丝机系统电路设计和工作原理
2.1 驱动电路与计算机的通信连接
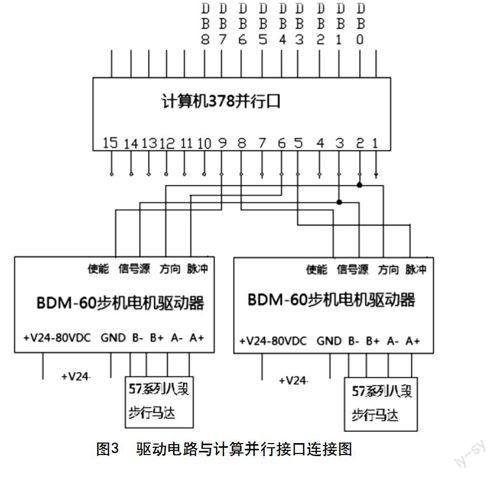
在电路设计中,普通由57、86步进电动机来控制十字工作台的准确位置。利用芯片BDM-60输出信号来驱动步进电机,220v交流电经桥式整流和变压器降压后变为24伏直流电压供给BDM-60步进电机驱动器。驱动电路与计算机并行口连接如下图3所示,利用RS232串口和378来实现和计算机的通信。
2.2 十字工作台的电路控制
在计算机的软件面板上输入x轴和y轴的位移量,通过程序处理之后,将位移获得的脉冲数通过并行口引脚5、引脚6输送至相对应的步进电机驱动器端口,再通过步进电机驱动器驱动步进电机运转。得到有效的脉冲信号上升沿,脉冲每当从高到低变化一次时电机就会走一步。通过并行口,计算机从引脚8和引脚9向驱动器输出使能信号,出现高电平的信号时,驱动器有效。信号由2脚输出步进电机的运转方向控制。
电动机采用的是将电脉冲信号转换成相应线位移和角位移的一种电动机。在电压和外界环境条件变化的情况下,步进电机的转速不受影响,只和脉冲频率成正比关系,脉冲信号没输出一个,转子就往前一步或转动一个角度,且输入的脉冲数与角位移是正相关关系,而且角位移的误差不会积累,所以适用于高精度控制系统。
2.3 自动上螺丝机构的控制过程
2.3.1 总体控制过程
利用普通的计算机来操作控制台,把利用vb编程得到的操作面板安装在里面,如图3所示,只要在屏幕上的数控上螺丝系统窗口上,通过x轴、y轴和z轴来输入设定要上螺丝的位置的数值,计算机自动发出脉冲信号到所连接的上螺丝机的步进电机,要上螺丝工件在纵向和横向方向上的移动分别由两个步进电机控制;z轴的数值主要通过位移气缸控制竖直方向上移动。通过三个坐标的设定,最后上螺丝的位置可以灵活地改变。
所以,只需把夹具更换成不同,将参数改变,很容易就能进行转换,对于小批量多品种的工件比较适用。利用软管连接振动盘和上螺丝机,振动盘可提供与螺丝机方向一致的螺丝,通过电磁阀动作吹气供给螺丝。
2.3.2 各部分控制过程
(1)气缸复位检测:并行口4脚输出高电平信号时,三极管导通,如下图4所示。当复位位移气缸和上螺丝气缸时,行程开关SQ3闭合,将送一个信号给RS232串口6脚,将自动上螺丝控制模块的控制是不是完成了反馈给计算机。放大微弱的计算机信号为大约5伏的触发信号,让计算机运行至下一步。其中,并行口的1脚和9脚当作预留信号,在此设备的基础上,可对工件及夹出工件的机械手进行增设安装。
(2)气缸和风批控制电路:当图4中378第四脚送来高电平时,三极管导通,如下图5是位移气缸和上螺丝气缸的控制电路,图中继电器 KA0得电,则图5中对应触点闭合,接通气缸控制电路。电磁阀KA1得电并自锁,振动盘的電磁阀和位移气缸同时得电,通电延时型线圈Y1也得电,计时开始。振动盘的吹气时间由延时时间的长短而定,可选用型号不同的继电器进行时间设定。延时时间一到,触点动作将吹气螺丝送料的电磁阀断开。
位移气缸移动到位时,行程开关SQ1闭合,继电器KA2闭合并自锁,风批的电磁阀和上螺丝气缸的电磁阀通电,风批此时开始旋转,同时上螺丝气缸向下进给,工件旋入螺丝。螺丝一旦旋入到位,行程开关SQ4闭合,继电器线圈KA4通电,断开触电,整个风批控制电路和气缸处于断电状态。
(3)保护电路:整个电路中还设置了x、y轴方向上的行程开关进行检测,告知计算机检测的结果,确保了x、y正负两个方向的移位不超过行程最大限值。
3 上螺丝机系统电路软件设计
为了实现上螺丝系统的自动控制,利用VB编程软件完成了“飞鹏上螺丝控制系统”控制程序。计算机的并行通信和串口是用得比较多的,驱动步进电机脉冲的周期设定为1毫秒。部分程序如下。(见表1)
4 调试
经过刻苦的研究,在硬件电路和软件部分设计好后,按要求组装和重复调试设备。期间,多次改进了运行程序,以得到操作快捷方便的、高稳定性的控制系统。电路方面预期的效果要实现,因运行频率要求很小,保证了步进电机很难失步,初始的设计目标完全达到了,合作单位也很满意。
5 结语
校企合作是企业寻求发展,学校服务社会的一种有效方式,根据企业实际需要,通过改良设计加工完成后的数控上螺丝机提高了加工效率,更加合适于小批量多品种的加工需要,其加工精度与效率得到了很大的提高。技术需要不断创新,我们在设计的过程中还要考虑实际应用多方面的问题,如设计的成本、安全性、能否长时间无间断工作等,这都要求设计人员设计方案周全,设计技术高超,需要不断提高自己的实际操作经验和创新能力,不断完善产品的设计。
参考文献
[1] 刘文锋,刘敬强.一种基于PLC的双钻头自动钻孔机应用开发[J].科技创新导报,2011(18):50-51.
[2] 李曙生.气动盘式自动钻孔机的设计[J]. 机床与液压,2006(4):146-148.
[3] 李建.碳纤维原丝生产线控制系统开发[D].济南:山东大学,2010.
猜你喜欢
科学家(2016年3期)2016-12-30 00:32:48
电子技术与软件工程(2016年22期)2016-12-26 12:46:20
电子技术与软件工程(2016年19期)2016-12-19 18:27:00
农业与技术(2016年19期)2016-12-12 03:41:16
职业(2016年11期)2016-11-23 20:18:32
企业技术开发·下旬刊(2016年9期)2016-11-23 03:52:52
科技视界(2016年18期)2016-11-03 23:27:51
科技视界(2016年24期)2016-10-11 12:44:53
科技视界(2016年17期)2016-07-15 21:30:04
科技视界(2016年15期)2016-06-30 16:31:32
