
1Cr15Ni4Mo3N钢典型热处理故障分析及工艺优化
2015-05-31 00:40:04程宗辉陈云鹏
长沙航空职业技术学院学报 2015年2期
程宗辉,曹 强,陈云鹏
(国营芜湖机械厂,安徽 芜湖 241007)
1Cr15Ni4Mo3N材料属于奥氏体-马氏体过渡型沉淀硬化不锈钢,主要用于大气和燃料中的承力零件和紧固件制造,尤其工作温度低于200℃时可热处理至 σb=(1470~1670)MPa,低于300℃时可热处理至 σb=(1350~1570)MPa,以及在500℃下短时工作的零件。该材料具有高的横向力学性能,高强、高切、高塑性与低的应力集中敏感性等特点,但国内对此种材料的研究资料较少,而在日常热处理作业中此类材料故障率较高,在一起该材料零件热处理过程中,出现了硬度不合格和组织缺陷问题,影响了产品正常交付与使用。通过对该起典型热处理故障进行分析,确定了故障原因,并进一步优化了热处理工艺。
1 故障情况
1.1 故障现象
该零件采用的热处理工艺流程:三级退火→除氢 → 淬火(真空油冷)→ 冷处理→ 时效[1];真空加热过程中,<800℃时真空压强为13.3×10-2Pa~13.3 Pa,≥800 ℃时回充氩气保护压强 >13.3 Pa,≥1050℃时氩气回充为200 Pa。
零件经热处理后拉力试棒不合格,抗拉强度为σb=(1340~1389)MPa,不满足力学性能要求的σb=(1350~1570)MPa,零件最终热处理后的组织形态要求为“回火马氏体+残余氏体+加少量碳化物,组织中不允许有网状碳化物存在”[2],金相试样虽能满足上述要求,但经理化分析后发现,近表层组织呈大量残余奥氏体且表层硬度与心部硬度相差较大,分别为HV333与HV500,通过零件验证表面硬度与心部硬度分别为HRC36、HRC43,与金相试样硬度吻合,且零件需要打磨0.6 mm以上方可达到零件要求的硬度范围下限HRC42.5。
1.2 故障反寻
该材料在实际的热处理过程中,经常出现硬度、强度偏下限问题,但未发现组织不正常现象。由于零件采用真空热处理,故被高温氧化的可能性较小,通过测试该真空炉的压升率≤0.67 Pa/h,真空度符合 HB/Z 191-91规定的使用要求,1Cr15Ni4Mo3N光谱分析成份正常,氩气成份符合HB 5412要求,淬火油加热、抽氧正常。据此初步判断,零件是否存在氩气回充过程中气阀处混入空气造成高温氧化的可能性。
2 缺陷分析
将同批次热处理制度后的试样置在扫描电镜下对试件进行扫描分析:图1为近表层组织形态及能谱图,图2为试样心部形态及能谱图,表1为试样合金元素含量。

图1 近表层组织形态及能谱图

图2 心部形态及能谱图
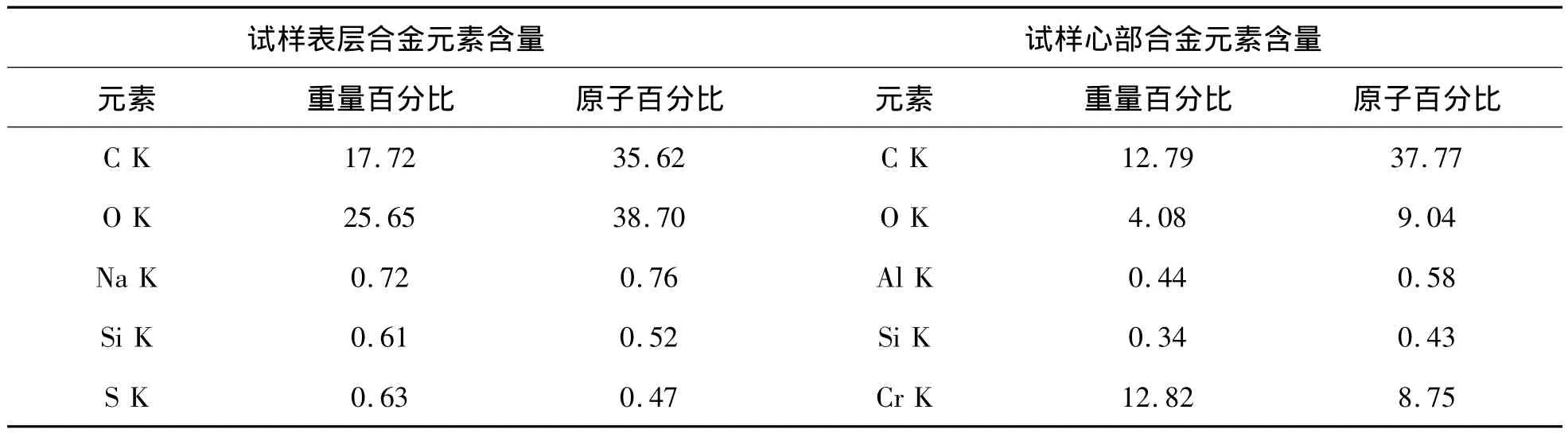
表1 试样合金元素含量

元素 重量百分比 原子百分比 元素 重量百分比 原子百分比Cl K 0.35 0.24 Fe K 63.98 40.64 Cr K 8.10 3.76 Ni K 3.15 1.90 Fe K 43.77 18.92 Mo L 2.41 0.89 Ni K 2.45 1.01
参考相关文献资料[3,4],通过对表1数据的分析发现:试样表层氧含量大大高于同试样心部氧含量,表层被高温氧化,表面碳元素存在略微抬升。在真空炉压升率、淬火介质氧含量、氩气成份均正常的情况下,因此判定氧来自外界,氩气回充时通过气阀处混入空气,造成零件表面被氧化。采用皂液涂抹氩气回充气阀,发现有气泡存在。将检修后的炉子重置新热处理试样进行试验后,再次进行光谱与能谱分析可以发现,新试样组织形态、合金元素含量均正常。分别见图3、图4及表2。
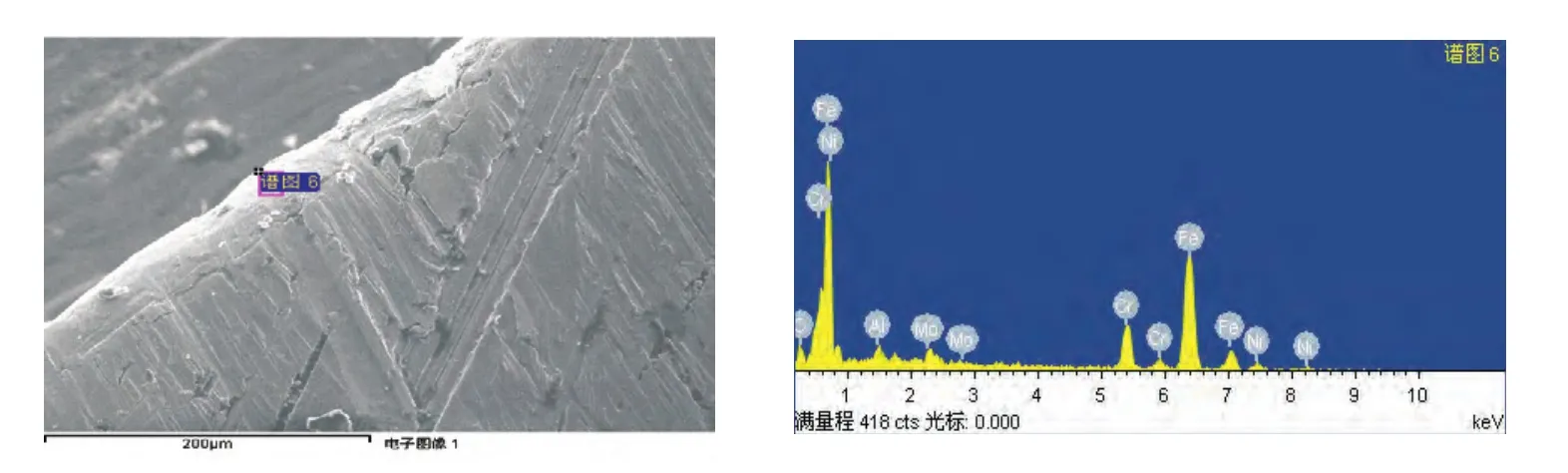
图3 新试样表层组织形态

图4 新试样心部组织形态

表2 新试样合金元素含量
通过图3、图4及表2可见:新试样组织形态、合金元素含量均正常,可见故障件表层组织为高温氧化层,同时组合表1、表2发现试件表面碳元素有略微的升高,与故障件表层发现大量残余奥氏体相吻合,即零件表面在高温加热及氧参与下生成了过多的残余奥氏体,检修后零件表面增碳大大减少,这与真空炉加热元件(碳棒加热)碳元素挥发有直接关系。
3 工艺优化
制作试验件39件每组分3件,在各温度点测量、验证此材料的硬度值(取3件平均值)与时效时间变化关系,同时参考、查阅相关资料绘制此种材料其硬度变化随时效温度变化的关系图,见图5。

图5 硬度随时效温度变化关系
通过图5可以发现,图中a点为淬火后未时效硬度,100℃时效时,HRC值略有下降,此后随时效温度的升高,HRC值开始较为显著下降,300℃时效时HRC值出现一个低点,随时效温度的升高HRC值升高,470℃时效HRC值出现硬化峰,回火温度超过470℃后,随温度的上升,HRC值下降,至650℃时,HRC值到最低点,700℃回火后HRC值有上升趋势。
4 结论
1Cr15Ni4Mo3N材料真空热处理时,应严格遵循HB/Z 191规定的氩气回充制度,防止高温下合金元素贫化及空气残留导致生成高温氧化层;同时应制定严格的真空炉检修制度,如:可回充三个大气压的压缩气体,在可疑处涂以检漏皂液或试剂,观察有无气泡生成或有无反应,对更微小的漏洞,可采用氦质谱计检查,防止外界空气进入炉体;在条件允许的情况下尽量采用钼材电阻丝加热的真空炉,减少表面增碳现象。
当工艺要求材料热处理至σb=(1350~1570)MPa时,应采用350℃ ±10℃的热处理时效制度,若零件硬度偏下限时,可提高温度进行时效,最佳时效温度为380℃。由于此种材料存在350℃、470℃、650℃硬度值奇点,因此应严禁采用普通不锈钢零件常用降低回火温度提升硬度的方法进行回火时效。
[1]安运铮.热处理工艺学[M].北京:北京机械工业出版社,1989.
[2]王广生,周敬恩.热处理手册(第2卷)[M].北京:机械工业出版社,2001,(5).
[3]李迥辉.金属材料金相图谱[M].北京:机械工业出版社,2006,(6).
[4]任颂赞.钢铁金相图谱[M].上海:上海科学技术文献出版社,2003.
猜你喜欢
核科学与工程(2021年4期)2022-01-12 06:29:20
海洋石油(2021年3期)2021-11-05 07:43:10
河北环境工程学院学报(2021年1期)2021-03-19 08:43:00
绥化学院学报(2020年12期)2020-12-11 03:45:22
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
焊接(2015年6期)2015-07-18 11:02:25
上海金属(2014年1期)2014-12-18 06:51:59
低温与特气(2014年4期)2014-03-30 02:09:09
