
汽车座椅弹簧挂钩的自动焊接设计
2015-05-30 21:28吴剑颜凤玲徐旺雄
企业技术开发·中旬刊 2015年1期
吴剑 颜凤玲 徐旺雄
摘 要:随着汽车制造业的迅猛发展,汽车配件的生产加工被越来越多的企业所重视,为了实现汽车座椅的弹簧挂钩在YR-500C单相交流电阻焊机上的自动焊机,文章设计了一种新型的自动化焊接工装,方便快速地实现挂钩的点焊作业,与市场上的焊接机器人相比可获得可观的经济效益。
关键词:弹簧挂钩;焊接;自动化;工装
中图分类号:U463.8 文献标识码:A 文章编号:1006-8937(2015)02-0017-02
随着市场竞争的日趋激烈,为了提高座椅的加工效率,降低加工成本,优化和改进其工艺工装、是A企业亟待解决的大事。YR-500C单相交流电阻焊机可实现单点点焊、凸焊等作业,但其工作量不饱满,相反焊机机器人却供不应求,要提高座椅的产能需要对座椅的焊接工艺及焊接工装做出相应的工艺优化,而其中的工装夹具是焊接过程中不可缺少的基础工艺元素。使用工装夹具合理正确地安装和固定待焊的零部件,是进行零部件焊接的先决条件。夹具对零部件焊接工艺的质量,焊接的生产率和成本有着直接的关键影响。
1 焊接方案设计
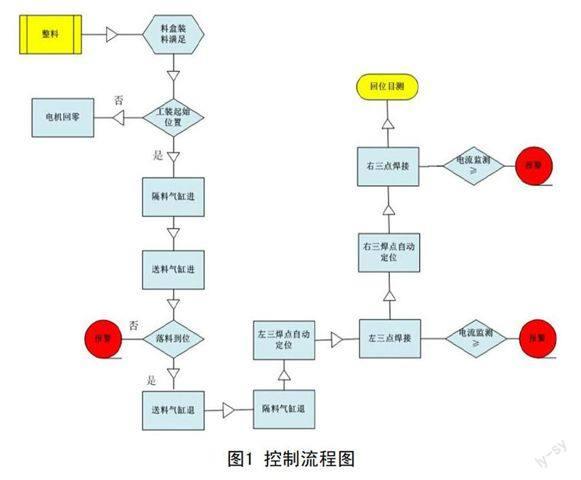
后座椅和中座椅的弹簧挂钩长度分别为1 100 mm和800 mm,挂钩的间距却是均等的90 mm,那么给两种规格的座椅分别配置两套快换的工装,而拖动工装准确动作的动力部分可以做成通用结构,专用工装是基于电阻焊机现有的工作空间镶嵌进去,按从中往两侧进行对称焊接的方式,一方面有效降低焊接应力对座椅的形变影响,另一方面在保证座椅焊接质量的前提下达到最快的焊接速率,为了消除系统累计误差每焊接完一根,由PLC控制的伺服电机动力系统自动回到起始点(工作原点)位置,等待下一次命令的执行,在整个焊接过程中按预设的电流加装了系统报警器,防止焊点不牢或焊穿现象的发生。具体系统控制流程图如图1所示。
2 工作原理
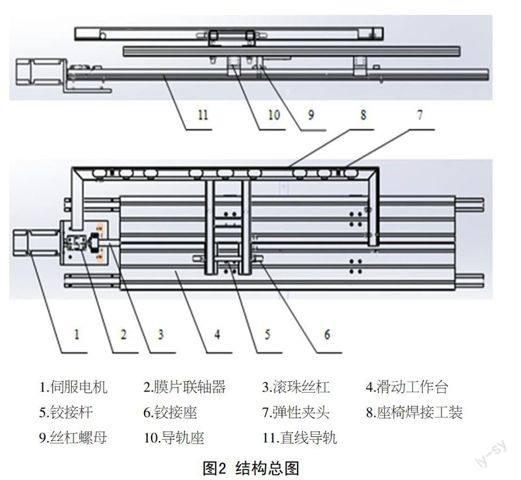
总结构图如图2所示。
当需要开机生产时,先更换座椅焊接工装(8),上位机人机界面如图3所示,选择对应座椅型号,把待焊钢管放至工装内,并用弹性夹头夹持住待焊钢管,弹簧片依次放至于焊接工装的开口槽内,焊点起始位置也可根据需要随机调整,上电开机过程中焊接工装按预设的程序先进行回零动作,系统正确回零之后,工作指示灯点亮,表示系统可以进行循环启动,当操作工人按下启动按钮,伺服电机(1)带动的滚珠丝杠(3)由左、右、中的位置进行移动,当到达指定点,定位脉冲输出,焊机加压头电磁阀接通,同时焊机内部电路导通,根据预设的焊接时间参数(见图4),从焊接信号触发开始,加压头加压至弹簧片上,由于工装向下压持,焊接工装按铰接杆(5)和铰接座(6)组成的转动副向下倾斜,管壁透过工装镂空的孔接触到焊机阴极,此时电流接通焊接,完成焊接后,加压头释放,当回到初始位置时,气缸上的霍尔元件传递反馈信号至PLC,PLC进行位置判断和运算后,计算下一节点输出脉冲数,继而带动滚珠丝杠副转动,导轨座(10)连接的滑动工作平台(4)移动至下一焊接点,进行下一点的定位脉冲输出,周而复始进行循环作业。而焊接过程中所承受的气缸压力传递至2根直线导轨(11)上,保证了整个工装的精度和稳定性。
3 生产过程中的应用
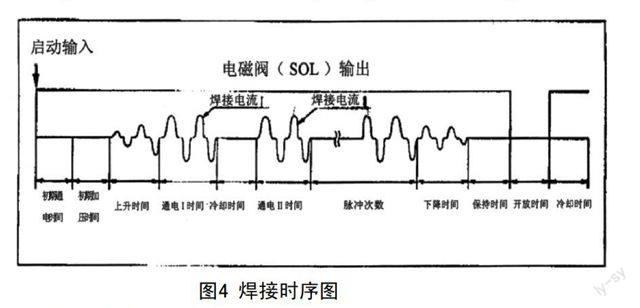
根据电阻焊机的厂方操作说明以及焊机母材选择,弹簧片焊接设置在数10个周期左右的时间内完成,焊接时通过对焊接电流、加压力以及通电电流时间来综合决定最适用的组合条件,即焊接电流为额定电流的60%,约7 200 A,加压力100 kg,而通电时间由电流上升时间,电流下降时间及电流保持时间三大部分累计25~40 ms进行设定。电流分阶段上升时间为通电开始到达到设定电流的时间,这一时间区域的设置可防止飞溅、弹簧片接触不焊时,的焊接可靠性、可获得良好的焊接效果;电流下降时间为焊接电流终了至焊接电流为零时间,这一时间段使电流分阶段降低防止骤冷引起裂纹(退火);保持时间为通电终了至加压头开放时的时间,焊后加压头仍压着金属的熔融部位,凝固压接熔融部分并防止周围产生热影响区。焊接时序图如图4所示。根据电流接通时序图,可进行最优参数组合,既可保证座椅焊接质量,又可减少焊接飞溅对操作人员的影响。
4 结 语
我国各个工业领域的工装夹具的技术和应用水平都还比较落后,工装夹具行业的基础也比较薄弱。而作为世界主要的制造产业基地,尤其是汽车制造业,给我们的工艺基本元素之一的工装夹具提出了越来越高的要求和期望。
参考文献:
[1] 孟少农.机械加工工艺手册(第2卷)[M].北京:机械工业出版社,1996.
[2] 余建軍,任治军,王辉.先进焊接工装夹具及其在制造装备业中的应用[J].机床与液压,2011,(12).
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
中国市场(2016年36期)2016-10-19
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
Coco薇(2015年10期)2015-10-19
