
船舶钢结构焊接有限元模拟及应用
2015-05-30 10:48:04黄振华张殿桢丁志伟
科技创新与应用 2015年16期
黄振华 张殿桢 丁志伟


摘 要:文章通过船体中典型的钢结构对接焊做有限元模拟分析,基于ANSYS有限元软件对焊接的全过程做数字模拟分析,对钢结构在焊接加热及冷却的过程中的温度、应力、应变的结果详细分析,通过数据的分析结果得到焊接后船舶钢结构的残余应力和焊接变形的规律,根据分析的成果对实际现场施工工艺进行指导。
关键词:船舶钢结构;焊接应力应变;焊接后的残余应力和应变;有限元模拟分析
1 船舶钢结构焊接原理的概述
在船舶建造过程中,焊接广泛应用在船厂工区建造的各个环节中。从小组立到总段合拢的全过程都离不开钢结构的焊接,可以说焊接是船舶建造中最重要和最常用的工艺手段。对于船舶的钢结构而言,船体的底板、外板、肘板、舭龙骨等金属结构都是通过各种形式和方式的焊接组合到一起的。对于焊接而言,其是一个简单的物理现象,而焊接过程包括金属物体的加热、钢结构的受热融化熔、物体之间的传热传导、加热后和空气接触的热传递、冷却后的金属凝固凝固、由于焊接后在结构物内产生的残余应力和结构物受冷热不均影響产生的变形等。在焊接后的焊缝内及影响区域内部,有焊接的作用导致钢结构内部存在残余应力和焊接变形,对于焊接应力和变形如果处理不合理,将会影响船舶建造精度进而影响船舶的整体性能。为了避免和减少钢结构焊接的影响,在现代化计算机处理能力和有限元软件成熟发展的基础上,通过电子计算机借助有限元软件对焊接的全过程进行模拟。通过有限元软件,对需要焊接的钢结构、加热的热源、焊接热源移动的步骤,以及焊接后模拟大气环境下的结构物冷却,和最终的残余应力和焊接形变。从而找到不同焊接顺序及工况下的应力应变,实现的焊接应力应变的消减和控制。
2 焊机理论基础
利用有ANSYS软件对钢结构焊接进行模拟,即在模拟焊接的整个过程,以及在焊接时由于热的传导而产生应力和应变的过程。对于模拟计算需要的如下的基础理论:
2.1 焊接温度场
其中,ρ=结构物的材料密度;
T=焊接产生温度场的分布函数;
c=结构物的材料比热;
Q=焊接内热源的强度;
λ=结构物的导热系数
2.2 焊接应力和应变场
就焊接过程的应力和形变而言,是由于焊接材料自身的特性随自身温度变化而产生的热弹塑性,焊接产生的应力应问题是由于结构物自身非线性材料特性导致的非线性问题。而且在实际的焊接过程中,其产生的热应力和变形是一个很复杂物理现象。在对其进行模拟计算时,一般焊接热应力场理解为一个非线性瞬态问题。为了便于计算,焊接模拟只考虑温度场对应力场的作用,而由于应力场对温度场的作用微乎其微,可以忽略。
应力场的结构关系公式如下:
其中,{dσ}=应力增量;
{dε}=为应变增量;
dT=温度增量;
[D]=弹性或弹塑性矩阵;
{c}=与温度有关的量。
2.3 焊接热源
焊接的过程中,是由电弧热源把产生的热能传给焊接物体,热量是通过一定的作用面积进行的,将这个加热区域成为加热斑点。加热斑点上的热量分布是不均匀的,一般呈现的是中心多而边缘少的特性。用高斯数学模型来可以模拟加热斑点上热流密度分布。因此距加热中心上任一点产生的热流密度可表示为:
其中:Qm=加热斑点中心最大热流密度;
R=电弧有效加热半径;
r=离电弧加热斑点中心的距离;
η=焊接热效率;
U=电弧电压;
I=焊接电流。
3 焊接计算结果分析
焊接是一个快速热传递随之并冷却的过程,由于被焊接结构上各点影响其温度变化是非均匀的。通常情况下是焊接的焊缝区内由于受电热弧的直接影响的温度变化很快,而远离焊缝的区域温度变化较缓慢。通过ANSYS有限元对整个焊接过程进行模拟,对构件个部分的热影响情况,通过温度时间历程可以查看结构关键点温度随时间的变化。
3.1 焊缝温度变化的趋势
图1显示在结构上选取关键点随时间的温度变化。说明在焊接时热源到达表面各点后,温度迅速上升到达最高值,随后又快速冷却到100度左右,然后缓慢降温。
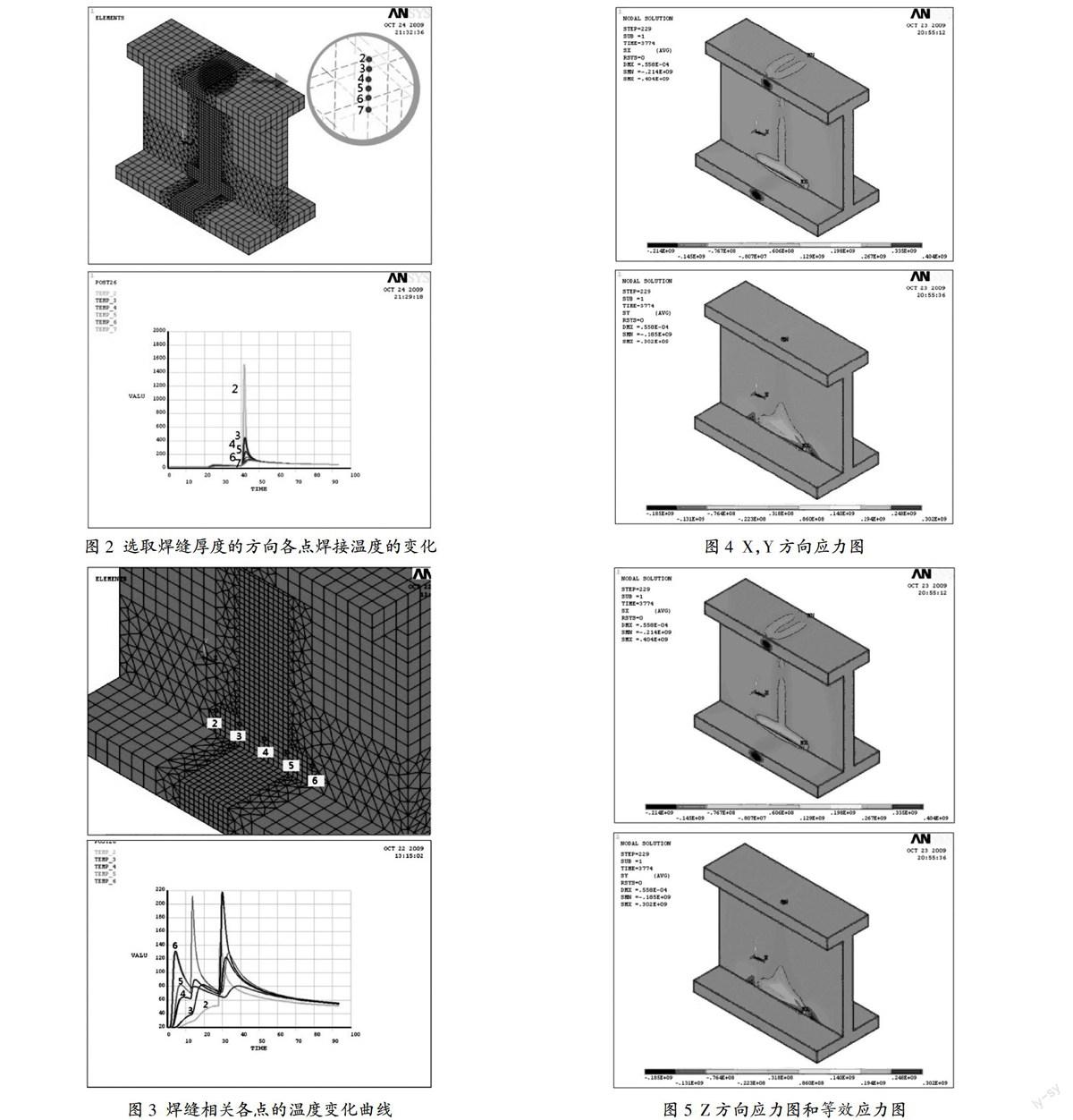
3.2 选取焊缝厚度的方向各点焊接温度的变化
由于焊接时电热弧的直接作用,在焊接物体的表面出温度将会急剧上升,在物体热传导的作用下,热能从表面向下传递,由于热能传递的损耗,焊接处各点随着深度的加深温度不断递减。通过焊接的曲线表明对于温度越高的点温度递减的速度也越开,随着冷却时间的延伸,最终各点的温度趋于一致。
3.3 焊缝的叠加区域上表面各点的温度变化
在焊缝的叠加区域,由于受到周边多条焊缝焊接的影响,此区域内结构受到温度的影响比较大。因为在该区域内,结构经历了多次的快速加热升温并随之冷却,以及冷却后有加热在冷却的复杂过程。该区域内的点由于距离焊缝的不同,其受影响的程度也有不尽相同。根据对关键点的分析,可以得到如下结论。在焊接加热的过程中,选取点的温度随热源的加热而升高,然后随热源的消失而下降。同时由于距离加热源的焊缝的距离不同,受到的影响程度也有差别。通过图3可以看出,对接焊缝焊接对点影响最大。
4 应力场计算结果分析
通过图4、图5可以看出由于焊接的相互影响,焊接后结构的等效应力的分布较为复杂,主要表现的现象为:焊接产生的等效应力在焊缝区域数值最大,而距离焊缝较远的区域相对最小。通过有限元计算的结果,在上述区域内最大残余拉应力达到了400Mpa,最大残余压应力达到了210Mpa,有限元计算的焊接后最大的残余等效应力值达到了240Mpa。通过结算的结果清晰的表明,在焊接的焊缝处,单向焊接残余应力和等效残余应力均很高,通过模拟计算表在该结构的焊缝区的应力水平均最高。
通过三个方向的残余应力分布图,在三条焊缝的结合处,出现了结构的最大拉应力值,这说明在受到多重焊接影响的区域内,会产生大量的残余应力,在船舶结构焊接时避免出现这种焊接工况。通过结果得到焊接后的最大压应力在X方向出现在面板对接缝和外板对接缝的两端,Y,Z方向出现在腹板对接缝和外板对接缝的交接处。最大拉力和压力都出现在构件的中心剖面上。在三个方向的应力分布图中,和焊缝方向一致的时,焊缝区域的应力较大。
5 结束语
(1)数值模拟构件焊接的整个过程,为焊接工艺的优化提出参考。
(2)焊接结构的焊缝处由于受到较高温度的影响,该区域内残存了较大的应变和应力,此处的残余应力较高。对于焊接后的变形而言,残余应变的最大拉应力值在构件焊缝中心处。
参考文献
[1]陈楚,等.数值分析在焊接中的应用[M].上海:上海交通大学出版社,1985:80-82.
[2]王勖成,邵敏.有限单元法基本原理和数值方法[M].北京:清华大学出版社,1995.
[3]陈丙森.计算机辅助焊接技术[M].北京:机械工业出版社,1999:105-130.
[4]陈楚,等.数值分析在焊接中的应用[M].上海:上海交通大学出版社,1985.
