
全自动子午线轮胎胎坯内壁喷涂机的设计
2015-05-30 08:52刘文洋
科技创新与应用 2015年28期
刘文洋

摘 要:在半自动轮胎胎坯内喷涂机的结构基础上,对其进行技术改造而设计的全自动子午线轮胎胎坯内壁喷涂机(以下简称内壁喷涂机),该内壁喷涂机可喷涂多种规格胎坯,并针对在实际使用中发现的问题进行改进。实际使用效果表明,该内壁喷涂机喷涂经济成本低、污染小,故障率低,起到节能增效的作用,市场前景广阔。
关键词:喷涂机;胎坯;机械手;取胎装置;安全防护
进入21世纪,全球工业的高速发展带动汽车工业的进步,尤其轿车轮胎产量的不断增长,对子午线轮胎的市场需求大增,轮胎企业生产商扩大产能,增加子午线轮胎生产线。扩大产能的同时也需要考虑增效和质量问题,必须在设备上技术革新。子午线轮胎的生产工艺较普通轮胎更为严格,尤其对质量要求更高。胎坯硫化定型时为防止与胶囊贴合,需要在胎坯内壁喷涂隔离剂。半自动喷涂工艺是采用手喷枪由操作人员手工喷涂,人为因素对质量影响较大,且劳动强度高,喷涂时产生的涂料雾化粉尘直接影响操作人员的身体健康。
1 内壁喷涂机
随着汽车工业的发展和壮大,对汽车的整体质量提出新的更高的要求,尤其是轮胎的质量和使用性能,必须对轮胎的生产工艺进行革新。轮胎厂曾开发出半自动轮胎胎坯内喷涂机,用于轮胎胎坯内壁喷涂隔离剂。结构如图1所示。喷涂机工作原理为:用取胎装置Ⅰ取胎,将轮胎胎坯运送至旋转工作台,按下启动按钮,胎坯在其上旋转,操作人员手握手喷枪将隔离剂喷到内壁上。喷涂结束后,取胎装置Ⅱ将胎坯运送至输送装置上并二次定中,再有机械手吊运到台车上。
全自动子午线轮胎内壁喷涂机工艺,是在对原工艺基础上进行改进的,新生产流程为:胎坯成型后,通过立式输送机送到自动夹持取胎装置并定位,再送入喷涂装置进行喷涂,之后二次定中吊运并检查分流运送到硫化车间。
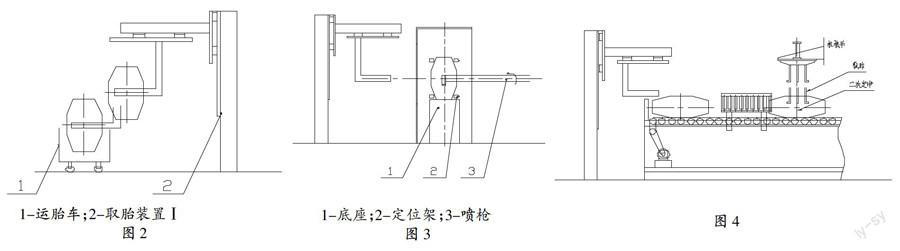
喷涂机结构及主要部件示意如图2-4所示。喷涂机有喷涂前准备阶段(输送装置)、喷涂定位装置及喷涂后运送装置、电气控制系统、气动控制系统等部分组成。立式输送装置为轨道车运输,轨道车串联等距分布停车;中段定位并喷涂;喷涂后二次定中并检查。在PLC控制中输入不同规格轮胎的数据,根据喷涂的胎坯规格选择相应数据。
噴涂机工作过程如下:
(1)操作人员在PLC控制面板上将相应规格胎坯的参数挑出来,将成型的胎坯通过运胎车将胎坯运送到规定位置,通过光电开关对射将有胎信号传输到PLC,取胎装置Ⅰ开始执行取胎命令,将胎坯运送到喷涂装置中并定位为喷涂做准备,如果喷涂装置中有胎坯或出现设备故障问题,将数据信号传输到PLC,取胎装置Ⅰ工作停止,待故障排除后继续工作。(如图2)
(2)将胎坯放入喷涂装置后,启动喷涂装置电机,喷枪进入胎坯内,旋转轴旋转并开始喷射隔离剂,喷涂结束后自动复位,等待下一条胎坯。(如图3)
(3)喷涂结束后,取胎装置Ⅱ开始工作,取下胎坯运送到运输装置架上,光电开关对射识别有胎并启动电机,将胎坯传送到二次定中位置,此时机械手下降到设定好的位置后,支撑架张开并上升取走胎坯。检查合格后运往硫化车间。(如图4)
机械手是通过气缸控制支撑架。支撑架采用四等分距离,稳定性佳,降低胎坯的变形量、减少对胎坯的破坏程度。
2 安全保护系统
安全保护系统从机械防护、环境保护和电气控制等方面进行设计。机械防护方面,除在进出胎坯口外均安装安全防护网,做到人机分离,将危险区域隔开,必要位置安装检修门。检修门上安装插销和门开关,并与电气控制系统联锁,防止检修门意外打开。电气控制方面,机械手处于张开状态,卸胎位机械手上无胎坯,通过这些位置的检测开关由PLC进行联锁控制机械手臂的旋转动作,同时,在进出口辊道位置安装拉绳开关,拉绳开关、急停开关和门开关等安全开关均采用联锁控制,任何一个开关动作都可以使设备紧急停机。环境保护方面,增加排风除尘系统以减少涂料雾化粉尘影响操作人员的身体健康,并由PLC联锁控制。
3 使用效果
通过对半自动喷涂机的改进,实现胎坯全自动喷涂,喷涂厚度和量均匀。经济成本降低,生产效率高、操作简单,降低了操作人员的劳动强度和减少人员配额。轮胎质量检测表明,内壁喷涂机喷涂的轮胎质量得到很大提高。
4 结束语
新设计的全自动子午线轮胎胎坯内壁喷涂机通过生产使用并不断改进后,可以对子午线轮胎胎坯内壁喷涂隔离剂。通过生产使用结果表明,喷涂质量得到改善,提高了生产效率,操作人员配比和劳动强度同时减少,降低了经济成本,污染小,具有完善的安全防护措施。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26
制造技术与机床(2018年11期)2018-11-23
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
通信电源技术(2016年1期)2016-04-16
机电信息(2015年3期)2015-02-27
机电信息(2014年29期)2014-02-27
河南科技(2014年11期)2014-02-27
